GB/T 968-1994
基本信息
标准号: GB/T 968-1994
中文名称:丝锥螺纹公差
标准类别:国家标准(GB)
标准状态:已作废
发布日期:1994-01-02
实施日期:1995-09-01
作废日期:2007-12-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:140220
标准分类号
标准ICS号:机械制造>>切削工具>>25.100.50丝锥和板牙
中标分类号:机械>>工艺装备>>J41刀具
出版信息
出版社:中国标准出版社
页数:平装16开, 页数:8, 字数:12千字
标准价格:8.0 元
相关单位信息
复审日期:2004-10-14
起草单位:成都工具所
归口单位:全国刀具标准化技术委员会
发布部门:国家技术监督局
主管部门:中国机械工业联合会
标准简介
本标准规定了丝锥螺纹的牙型和其基本尺寸的极限偏差。本标准适用于加工普通螺纹(GB/T 192~193,GB/T 196~197)用的丝锥。 GB/T 968-1994 丝锥螺纹公差 GB/T968-1994 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国国家标准
丝锥螺
纹公差
Manufacturing tolerances on the threaded portion of tapsGB/T 968--94
代替m96883
丝锥螺纹公差带由相对于基本牙型的上偏差和下偏差所确定,丝锥螺纹公差带共分四种。其中H1、H2、HI3适用丁机用丝锥和螺母丝锥,H4适用于手用丝锥,也适用子螺盘丝锥、本标准中H1、H2、H3三种丝锥螺纹公差带分别等效采用国际标准ISO2857/DAM1-1984《公差为4H至8H和4G至6G的粗、细牙ISO米制螺纹用磨牙丝锥一-螺纹部分的制造公差》中的1、2、3级螺纹公差带。
主题内容与适用范围
本标准规定了丝锥螺纹的牙型和其基本尺寸的极限偏差。本标准适用于加工普通螺纹(GB/T192~~193,GB/T196~197)用的丝锥。引用标准
GB/T 192
普通螺纹基本牙型
普通螺纹直径与螺距系列(直径1~600mm)GB/T 193
GB/T196普通螺纹基本尺寸(直径1~600mm)GB/T197普通螺纹公差与配合(直径1~355mm)丝锥螺纹牙型和尺寸极限偏差
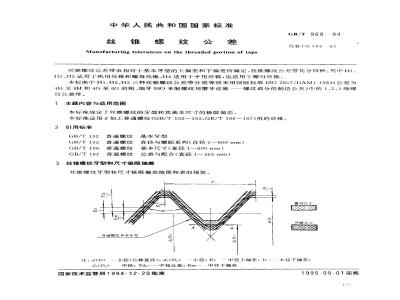
丝锥螺纹牙型和尺寸极限偏差按图和表的规定。丝锥公片
背通螺纹基本牙型
注:d(I)大径(公称直径);di(D)-小径;Esrct
中径上偏差;Js
中径公差;Em--中径下偏差
d,(D,)-
中径,Td2-—
国家技术监督局1994-12-20批准大径下偏差;
1995-09-01实施
≥1. 0~-1, 4
1. 4~2. 8 0. 35
下偏差
<2. 8~5. 6
下偏差
上偏欧
GB/T 968
—--94
一偏差
偏差的
下催差
-18→-30
+30+30
+27+45
上偏差欧
下偏羞
上偏差欧
上刚业H)
牙型半角
±50°
25+:30°
+20+35
±:35
±45″
偏差,
>22. 4~45www.bzxz.net
<45~90
GB/T 968.-- 94
上偏差
+112+157
+118/+118-+165
125+125+175
-+·125
180#1133
1331186
+150+210
+20+86
偏牙数
牙型半角
±12±50%
±25°
± 15#
>90~100
上偏差
下偏差咖
GB/T968-94
上偏差的
个锅鉴品
上偏差
偏差,
上偏美班
+100+140
+118+118
→165
+133+133
1584221
一偏差
上偏羞欧
下上测
牙型半角
±15″
注:各级丝锥小径d,均应小于被加「螺母的最小小径,南且丝锥牙底圆弧亦不应超过螺母的最小小径,即图AB线位置。
丝锥中径
GB/T 968-94
附录A
关于丝锥螺纹公差的若于说明
(补充件)
丝锥中径公差Td2,下偏差Em,上偏差Es数值,是按t(5级内螺纹中径公差T))的百分比计A1.1
得出。如表A1所示。
丝锥中径
下偏差Em
丝锥中径
公蔡Td
丝链中径
上偏差E
A1.2本标准规定的丝锥中径公差带相对于内螺纹中径公差带关系如图A1所示。内螺纹中径公案带
基本牙型的螺纹中径(D2=d2)位置。一内螺纹G公差带基本偏差。
注:EI
丝维中径公美带
A1.3各种公差带的丝锥所能加工的内螺纹公差带如表A2所示,丝锥
GB/T968—94
4H、5H
6G、7H.7G
油于影响攻丝尺寸的因素很多,诸如攻丝材料性质、机床条件、丝锥装卡方法、切削速度、润滑冷却液种类等。因此,表A2中所列各种公差带的丝锥所能加工的内螺纹公差带等级,只能作为选择丝锥时的参考。使用者可按加工条件根据生产经验或通过试验,在本标准所列范围内选用最适当的丝锥。丝锥大径公差
本标准规定的各级丝锥大径,上偏差由制造厂自行决定。下偏差Js按下式确定:Js = 0. 4t
注:t
5级内螺纹中径公差TD2。
附加说明:
本标准由中华人民共和国机械工业部提出。本标准由全国刀具标准化技术委员会归口。本标准出成都工具研究所负责起草。本标准主要起草单位成都工具研究所、哈尔滨量具刃具厂。18
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
丝锥螺
纹公差
Manufacturing tolerances on the threaded portion of tapsGB/T 968--94
代替m96883
丝锥螺纹公差带由相对于基本牙型的上偏差和下偏差所确定,丝锥螺纹公差带共分四种。其中H1、H2、HI3适用丁机用丝锥和螺母丝锥,H4适用于手用丝锥,也适用子螺盘丝锥、本标准中H1、H2、H3三种丝锥螺纹公差带分别等效采用国际标准ISO2857/DAM1-1984《公差为4H至8H和4G至6G的粗、细牙ISO米制螺纹用磨牙丝锥一-螺纹部分的制造公差》中的1、2、3级螺纹公差带。
主题内容与适用范围
本标准规定了丝锥螺纹的牙型和其基本尺寸的极限偏差。本标准适用于加工普通螺纹(GB/T192~~193,GB/T196~197)用的丝锥。引用标准
GB/T 192
普通螺纹基本牙型
普通螺纹直径与螺距系列(直径1~600mm)GB/T 193
GB/T196普通螺纹基本尺寸(直径1~600mm)GB/T197普通螺纹公差与配合(直径1~355mm)丝锥螺纹牙型和尺寸极限偏差
丝锥螺纹牙型和尺寸极限偏差按图和表的规定。丝锥公片
背通螺纹基本牙型
注:d(I)大径(公称直径);di(D)-小径;Esrct
中径上偏差;Js
中径公差;Em--中径下偏差
d,(D,)-
中径,Td2-—
国家技术监督局1994-12-20批准大径下偏差;
1995-09-01实施
≥1. 0~-1, 4
1. 4~2. 8 0. 35
下偏差
<2. 8~5. 6
下偏差
上偏欧
GB/T 968
—--94
一偏差
偏差的
下催差
-18→-30
+30+30
+27+45
上偏差欧
下偏羞
上偏差欧
上刚业H)
牙型半角
±50°
25+:30°
+20+35
±:35
±45″
偏差,
>22. 4~45www.bzxz.net
<45~90
GB/T 968.-- 94
上偏差
+112+157
+118/+118-+165
125+125+175
-+·125
180#1133
1331186
+150+210
+20+86
偏牙数
牙型半角
±12±50%
±25°
± 15#
>90~100
上偏差
下偏差咖
GB/T968-94
上偏差的
个锅鉴品
上偏差
偏差,
上偏美班
+100+140
+118+118
→165
+133+133
1584221
一偏差
上偏羞欧
下上测
牙型半角
±15″
注:各级丝锥小径d,均应小于被加「螺母的最小小径,南且丝锥牙底圆弧亦不应超过螺母的最小小径,即图AB线位置。
丝锥中径
GB/T 968-94
附录A
关于丝锥螺纹公差的若于说明
(补充件)
丝锥中径公差Td2,下偏差Em,上偏差Es数值,是按t(5级内螺纹中径公差T))的百分比计A1.1
得出。如表A1所示。
丝锥中径
下偏差Em
丝锥中径
公蔡Td
丝链中径
上偏差E
A1.2本标准规定的丝锥中径公差带相对于内螺纹中径公差带关系如图A1所示。内螺纹中径公案带
基本牙型的螺纹中径(D2=d2)位置。一内螺纹G公差带基本偏差。
注:EI
丝维中径公美带
A1.3各种公差带的丝锥所能加工的内螺纹公差带如表A2所示,丝锥
GB/T968—94
4H、5H
6G、7H.7G
油于影响攻丝尺寸的因素很多,诸如攻丝材料性质、机床条件、丝锥装卡方法、切削速度、润滑冷却液种类等。因此,表A2中所列各种公差带的丝锥所能加工的内螺纹公差带等级,只能作为选择丝锥时的参考。使用者可按加工条件根据生产经验或通过试验,在本标准所列范围内选用最适当的丝锥。丝锥大径公差
本标准规定的各级丝锥大径,上偏差由制造厂自行决定。下偏差Js按下式确定:Js = 0. 4t
注:t
5级内螺纹中径公差TD2。
附加说明:
本标准由中华人民共和国机械工业部提出。本标准由全国刀具标准化技术委员会归口。本标准出成都工具研究所负责起草。本标准主要起草单位成都工具研究所、哈尔滨量具刃具厂。18
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。