GB/T 1149.3-1992
基本信息
标准号: GB/T 1149.3-1992
中文名称:内燃机活塞环 刮环
标准类别:国家标准(GB)
标准状态:已作废
发布日期:1992-01-01
实施日期:1993-07-01
作废日期:2009-02-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:453427
标准分类号
标准ICS号:能源和热传导工程>>27.020内燃机
中标分类号:机械>>活塞式内燃机与其他动力设备>>J92机体与运动件
出版信息
出版社:中国标准出版社
页数:平装16开, 页数:28, 字数:50千字
标准价格:15.0 元
相关单位信息
首发日期:1992-11-14
复审日期:2004-10-14
起草单位:机电部上海内燃机研究所
归口单位:全国内燃机标准化技术委员会
发布部门:国家技术监督局
主管部门:中国机械工业联合会
标准简介
本标准规定了气缸直径小于或等于200mm的往复塞式内燃机活塞环--刮环的通用特征和规格。 GB/T 1149.3-1992 内燃机活塞环 刮环 GB/T1149.3-1992 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国国家标准
内燃机活塞环刮环
Internal combustion engines--Piston
rings-—Seraper rings
本标准等效采用国际标准ISO6623《内燃机活塞环刮环》(1986年版)。1 主题内容与适用范围
GB/T 1149.3--92
本标准规定了气缸直径小于或等于200mm的往复活塞式内燃机活塞环—--刮环的通用特征和规格。
本标准适用于气缸直径小于或等于200mm的往复活塞式内燃机活塞环一刮环。在类似条件下
工作的压缩机活塞环刮环,也可参照使用本标准。凡上述范阖内产品必须符合GB1149.1和本标准的规定。2 引用标准
GB1149.1内燃机活塞环通用规则3刮环的型式和标记示例
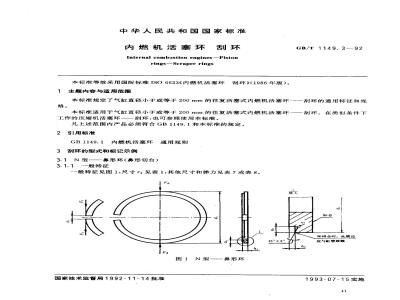
鼻形环(鼻形切台)
3.1.1-般特征
一般特征见图1,尺寸r2见表1,其他尺寸和弹力见表7或表8。Fa
环闭合时,此棱边
15°±
图N型
国家技术监督局1992-11-14批准鼻形环
应与缸壁接触
1993-07-15实施
3.1.2标记示例
≥30~<175
≥175~≤200
GB/T 1149. 3 -- 92
表1尺寸r2
r2(最大值)
基本直径d,=90mm、径向厚度\正常”、环高h,=2.5mm、不经热处理灰铸铁(材料次级别12)制造、般特征符合图1规定、内棱边倒角(KI)的鼻形环的标记为:活塞环N-90×2.5-MC12KIGB1149.33.2NM型-
锥面鼻形环(鼻形切台)
3.2.1--般特征
一般特征见图2,尺寸r2见表1,斜度M1~M4见表2,其他尺寸和弹力见表7或表8。IFa
15°±3°
图2 NM型-锥面鼻形环
表2斜度
斜度标志
3.2.2标记示例
无镀层和镀层环(钼)
极限偏差
+60″
基本直径d,=90mm、径向厚度\正常”环高h,=2.5mm、热处理灰铸铁(材料次级别21)制造、般特征符合图2规定、全部表面磷化处理(PO)、斜度M4=90'的锥面鼻形环的标记为:活塞环NM4-90×2.5-MC21POGB1149.33.3E型—外切扭曲环(外切台)3.3.1般特征
GB/T1149.3—92
一般特征见图3,尺寸2见表1,其他尺寸和弹力见表7或表8。Fd
图3E型
3.3.2标记示例
一外切扭曲环
环闭含时,此棱边
应与缸壁接触
基本直径d,一90mm、径向厚度正常”、环高hl=2.5mm、不经热处理灰铸铁(材料次级别12)制造、一般特征符合图3规定、外圆面镶嵌喷钼(Mo)、最小厚度为0.10mm的外切扭曲环的标记为:活塞环E-90X2.5-MC12Mo2FGB1149.33.4EM型一~锥面外切扭曲环(外切台)3.4.1般特征
般特征见图4,尺寸r2见表1,斜度M1~M4见表2,其他尺寸和弹力见表7或表8。敲天
图 4EM 型-
3.4.2标记示例
锥面外切扭曲环
基本直径d,=90mm、径向厚度\正常”、环高hl=2.5mm、热处理灰铸铁(材料次级别22)制造、-般特征符合图4规定、内棱边倒角、斜度M2一30'的锥面外切扭曲环的标记为:活塞环 EM2-90X2.5-MC22KI GB1149.343
通用特征wwW.bzxz.Net
GB/T1149.3-92
4.1N、NM、E和EM型刮环-内棱边倒角(KI)见图5和表3。蔽天
15 °+ 5
用于KI>0.3
图5内棱边倒角KI
表 3尺寸KI
≥30~50
≥50~<125
≥125~<175
≥175~≤200
45°±59
用于KI0.3
0.2(最大值)
0.3±0.15
0.4±0.15
4.2N、NM、E和EM型刮环的镀层(镶嵌喷钼)及镀层厚度见图6和表4。Mal~Ma4
镀层厚度
表4镀层厚度
最小厚度
5弹力系数
GB/T 1149. 3— 92
表7和表8所列的切向弹力和径向弹力用于弹性模量为100GPa的灰铸铁环,在具有附加特征或材料弹性模量变化时应予修正
对于通用特征而言,应乘以表5和表6所列的修正系数和GB1149.1所列的弹力修正系数。表6所列系数按镀层平均厚度计算。表5
弹力修正系数
(内棱边倒角KI的N、NM、E和EM型刮环用)dimm
≥30~<50
≥50~≤200
表6弹力修正系数
镶嵌喷钼的N、NM、E和EM型刮环用d.
≥30~<50
≥50~<100
≥100~<150
≥150~≤200
刮环的规格见表7和表8。
直径主
径向厚度
“正常”
基本尺寸极限偏差
最大差:
GB/T1149.3—92
极限偏差
磷化环
闭口工作
基本尺寸
表 7N、NM、E和 EM型刮环
切台高度
与hi分栏相对应
极限偏差
±0.15±0.15±0.15
的规格(径向厚度“正常”)
切向弹力
与h分栏相对应
GB/T1149.3—92
极限偏差
径向弹力
与h分栏相对应
极限偏差
Fa≤21.5
N时:
F.≥21.5
N时:
基本直径
径向厚度
“正常”
基本尺寸极限偏差
同一片
最大差:
GB/T 1149. 3 ---92
极限偏差
磷化环
闭口工作
基本尺寸
极限偏差
切台高度
与hi分栏相对应
±0.15±0.15
切向弹力
与h,分栏相对应
GB/T 1149.3—92
极限偏差
F,<10N
F≥10N
径向弹力
与hl分栏相对应
极限偏差
Fa<21.5 N
Fa≥21.5 N
本直径:
径向厚度
“正常”
基本尺寸极限偏差
同一片
最大差:
同一片
最大差:
GB/T 1149.3—92
极限偏差
磷化环
磷化环
闭口工作
基本尺寸极限偏差
切台高度
与h分栏相对应
±0.15±0.15
切向弹力
与h1分栏相对应
GB/T 1149.3—92
极限偏差
径向弹力
与 hi 分栏相对应
极限偏差
Fa≥21.5 N
本直径;
径向厚度
“正常”
基本尺寸极限偏差
同一片
最大差:
GB/T 1149. 3--92
极限偏差
磷化环
闭口工作
基本尺寸
极限偏差
切台高度
与hi分栏相对应
2314
±0.15±0.15
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
内燃机活塞环刮环
Internal combustion engines--Piston
rings-—Seraper rings
本标准等效采用国际标准ISO6623《内燃机活塞环刮环》(1986年版)。1 主题内容与适用范围
GB/T 1149.3--92
本标准规定了气缸直径小于或等于200mm的往复活塞式内燃机活塞环—--刮环的通用特征和规格。
本标准适用于气缸直径小于或等于200mm的往复活塞式内燃机活塞环一刮环。在类似条件下
工作的压缩机活塞环刮环,也可参照使用本标准。凡上述范阖内产品必须符合GB1149.1和本标准的规定。2 引用标准
GB1149.1内燃机活塞环通用规则3刮环的型式和标记示例
鼻形环(鼻形切台)
3.1.1-般特征
一般特征见图1,尺寸r2见表1,其他尺寸和弹力见表7或表8。Fa
环闭合时,此棱边
15°±
图N型
国家技术监督局1992-11-14批准鼻形环
应与缸壁接触
1993-07-15实施
3.1.2标记示例
≥30~<175
≥175~≤200
GB/T 1149. 3 -- 92
表1尺寸r2
r2(最大值)
基本直径d,=90mm、径向厚度\正常”、环高h,=2.5mm、不经热处理灰铸铁(材料次级别12)制造、般特征符合图1规定、内棱边倒角(KI)的鼻形环的标记为:活塞环N-90×2.5-MC12KIGB1149.33.2NM型-
锥面鼻形环(鼻形切台)
3.2.1--般特征
一般特征见图2,尺寸r2见表1,斜度M1~M4见表2,其他尺寸和弹力见表7或表8。IFa
15°±3°
图2 NM型-锥面鼻形环
表2斜度
斜度标志
3.2.2标记示例
无镀层和镀层环(钼)
极限偏差
+60″
基本直径d,=90mm、径向厚度\正常”环高h,=2.5mm、热处理灰铸铁(材料次级别21)制造、般特征符合图2规定、全部表面磷化处理(PO)、斜度M4=90'的锥面鼻形环的标记为:活塞环NM4-90×2.5-MC21POGB1149.33.3E型—外切扭曲环(外切台)3.3.1般特征
GB/T1149.3—92
一般特征见图3,尺寸2见表1,其他尺寸和弹力见表7或表8。Fd
图3E型
3.3.2标记示例
一外切扭曲环
环闭含时,此棱边
应与缸壁接触
基本直径d,一90mm、径向厚度正常”、环高hl=2.5mm、不经热处理灰铸铁(材料次级别12)制造、一般特征符合图3规定、外圆面镶嵌喷钼(Mo)、最小厚度为0.10mm的外切扭曲环的标记为:活塞环E-90X2.5-MC12Mo2FGB1149.33.4EM型一~锥面外切扭曲环(外切台)3.4.1般特征
般特征见图4,尺寸r2见表1,斜度M1~M4见表2,其他尺寸和弹力见表7或表8。敲天
图 4EM 型-
3.4.2标记示例
锥面外切扭曲环
基本直径d,=90mm、径向厚度\正常”、环高hl=2.5mm、热处理灰铸铁(材料次级别22)制造、-般特征符合图4规定、内棱边倒角、斜度M2一30'的锥面外切扭曲环的标记为:活塞环 EM2-90X2.5-MC22KI GB1149.343
通用特征wwW.bzxz.Net
GB/T1149.3-92
4.1N、NM、E和EM型刮环-内棱边倒角(KI)见图5和表3。蔽天
15 °+ 5
用于KI>0.3
图5内棱边倒角KI
表 3尺寸KI
≥30~50
≥50~<125
≥125~<175
≥175~≤200
45°±59
用于KI0.3
0.2(最大值)
0.3±0.15
0.4±0.15
4.2N、NM、E和EM型刮环的镀层(镶嵌喷钼)及镀层厚度见图6和表4。Mal~Ma4
镀层厚度
表4镀层厚度
最小厚度
5弹力系数
GB/T 1149. 3— 92
表7和表8所列的切向弹力和径向弹力用于弹性模量为100GPa的灰铸铁环,在具有附加特征或材料弹性模量变化时应予修正
对于通用特征而言,应乘以表5和表6所列的修正系数和GB1149.1所列的弹力修正系数。表6所列系数按镀层平均厚度计算。表5
弹力修正系数
(内棱边倒角KI的N、NM、E和EM型刮环用)dimm
≥30~<50
≥50~≤200
表6弹力修正系数
镶嵌喷钼的N、NM、E和EM型刮环用d.
≥30~<50
≥50~<100
≥100~<150
≥150~≤200
刮环的规格见表7和表8。
直径主
径向厚度
“正常”
基本尺寸极限偏差
最大差:
GB/T1149.3—92
极限偏差
磷化环
闭口工作
基本尺寸
表 7N、NM、E和 EM型刮环
切台高度
与hi分栏相对应
极限偏差
±0.15±0.15±0.15
的规格(径向厚度“正常”)
切向弹力
与h分栏相对应
GB/T1149.3—92
极限偏差
径向弹力
与h分栏相对应
极限偏差
Fa≤21.5
N时:
F.≥21.5
N时:
基本直径
径向厚度
“正常”
基本尺寸极限偏差
同一片
最大差:
GB/T 1149. 3 ---92
极限偏差
磷化环
闭口工作
基本尺寸
极限偏差
切台高度
与hi分栏相对应
±0.15±0.15
切向弹力
与h,分栏相对应
GB/T 1149.3—92
极限偏差
F,<10N
F≥10N
径向弹力
与hl分栏相对应
极限偏差
Fa<21.5 N
Fa≥21.5 N
本直径:
径向厚度
“正常”
基本尺寸极限偏差
同一片
最大差:
同一片
最大差:
GB/T 1149.3—92
极限偏差
磷化环
磷化环
闭口工作
基本尺寸极限偏差
切台高度
与h分栏相对应
±0.15±0.15
切向弹力
与h1分栏相对应
GB/T 1149.3—92
极限偏差
径向弹力
与 hi 分栏相对应
极限偏差
Fa≥21.5 N
本直径;
径向厚度
“正常”
基本尺寸极限偏差
同一片
最大差:
GB/T 1149. 3--92
极限偏差
磷化环
闭口工作
基本尺寸
极限偏差
切台高度
与hi分栏相对应
2314
±0.15±0.15
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。