GB/T 6483-1986
基本信息
标准号: GB/T 6483-1986
中文名称:柔性机械接口灰口铸铁管
标准类别:国家标准(GB)
标准状态:已作废
发布日期:1986-06-07
实施日期:1987-05-01
作废日期:2009-05-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:641243
标准分类号
标准ICS号:流体系统和通用件>>管道部件和管道>>23.040.10铁管和钢管
中标分类号:冶金>>钢铁产品>>H41生铁
出版信息
页数:23页
标准价格:15.0 元
相关单位信息
首发日期:1986-06-07
复审日期:2004-10-14
起草单位:赤峰铸造厂
归口单位:全国钢标准化技术委员会
发布部门:中国钢铁工业协会
主管部门:中国钢铁工业协会
标准简介
GB/T 6483-1986 柔性机械接口灰口铸铁管 GB/T6483-1986 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国国家标准
柔性机械接口灰口铸铁管
Soft mechanlcal joint grey cast Iron pipe本标准适用于输送煤气及给水用的柔性机械接口灰口铸铁直箐。铸铁管的使用应参照有关管道设计、施工规范。1分级
铸铁管按其體厚分为LA,A和B二级。2尺寸、外形、重量及允许偏差
2.1接口型式及尺寸
铸铁管接口型式分为V(包括N1)型胶圈机械接口和X型胶圈机械接口。UDC669.181.6
: 821.643.22
GB 6488-86
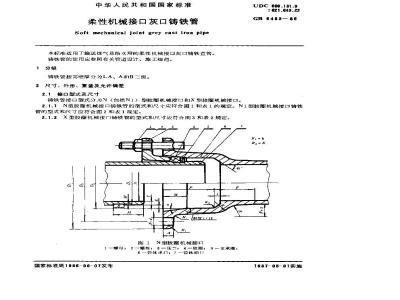
2.1.1N型胶圈机械接口铸铁管的型式和尺寸应符合图1和衣1的规定。N1型胶圈机械接口铸铁管的型式和尺寸应符合图2和表1规定。2.1.2X型胶圜机械接口铸铁管的型式和尺寸应符合图3和表2规定。R, =8
(4 : 12
图1N型胶圈机械接口
1-爆世;2—螺栓!3—压兰4一胶图,5支承间;6—体7一管体插r
国家标准局1986-06-07发布
1987-05-01实施
2.2直管的壁厚、重量和长度
GB6483-86
2.2.1直管的厚及重量应符合表3规定。恋
科度1:12
图2N1型胶圈机械接口
1—螺α:2—螺栓,3正兰,4一胶,支承圈;6一誉体承口7管体插口
公称[.1径
承法兰
盘外径
娠孔中心圆
4520357
N(个)
公称口轻
承内径
48-1,8
法兰盘外径
GB 6488-86
螺在中心
螺栓孔
553124
图3X型峻圈机检接门
1—期92一端格,3乐\:4-胶图:5承港;6—管性LI F7 --行然承[
N (个)
6483—86
中)
o1st8g
1 0*91
GB6488-86
2.2.2铸铁管的定尺长度应符合表3中有效长度的规定,同批定货,同--径管,只能供应种定尺。供应短尺铸铁管时,其重量不大于订货重量的10%(不包括截取试样的铸铁管),允许缩短长度应符合表4 的规定。
定尺长度
5000、6000
2.3外形
2.3.1铸铁管的弯曲度应不大于表5的规定。2.3.2铸铁管端面应!轴线相垂直。2.4尺寸允许偏差
2.4.1承口内径、插口外径偏差及插口椭圆度允许缩短长度
承口内径、插口外径偏差及插口椭圆度应符合表6的规定。表5
公称口径D,
200~450
表中L代表管的有效长度的米数。公称Ⅱ径
350-600
2.4.2承口深度偏差
承几深度偏差为± 5 mm。
承口内径
2.4.3壁厚偏差
管体壁厚负偏差为:1+0.05T,mm承口壁厚负偏差为:1+0.05C,mm。2.4.4长度偏差
铸铁管长度偏差为:±20mm。
2.5重量及其允许偏差
弯曲度,
不大干
插11外径
捕口椭间度,不大于
GB 6483-86
2.5.1铸铁管按理论重鼠交货。以1取试样的铸铁管按完整长度验收。2.5.2每根佐铁管重量允许负偏差为5%。2.6标记示例
公称口径为300mm,整厚为A级,有效长度为5000mm的N型胶圈机械接口铸铁管,其标记为:N机铸管A-300-5000 GB 6483-86。3技术要求
3.1化学成分
铸铁背的磷含量不应大下0.30%,硫含量不应大10.10%。3.2力学性能
8.2,1管坏抗弯强度应符合表7 的规定。3.2.2连续铸铁管表面硬度应不大于HB210,金属型和砂型离心铸铁管表面硬度应不大于HB230。表7
公称口径几g,mm
3.a工艺性能
3.3.1水压试验
水压试验成符合表8的规定。
公称口行g,mm
3.3.2气密性试验
管坏抗弯强度,N/mm2(kgf/mm3),不小于333(34)
27 (28)
试验压力,
MPa (kgf/cm)
气密性试验介质来用压缩空气。气密性试验压力应不低于0.3MPa(3kgl/cm2)。3.4组织
铸铁管应为灰口铸铁,组织致密,易丁切削、钻孔。3.5表面质量
3.5.1铸铁管内外表面不允许有冷隔、裂缝、错位等妨碍使用的明显缺陷,凡是使壁厚减薄的各种局部缺陷,其深度不得超过(2+0.05T)m仙。征得需同意,局部缺陷可以修补。但修补后的铸铁管必须按本标准重新进行水压试验和气密性试验。3.5.2承,插口密封工作而除符合上述要求外,还不得有连续的轴向沟绞和嘛面。3.5.3本口法兰盘轮哪应清晰,允许有不影响使用的轻微缺陷。3.6涂覆
GB 6483—86
3.6.1管体内外表面应涂沥清质或其他防腐材料。名要求用水泥砂浆衬里或内表面不涂涂料时,由供需双方商定。
3.6.2给水用铸铁管的涂料应不溶干水,不等使水产牛良和味,有害杂质含量应符合卫生部饮用水的有关规定。
3.6.3涂覆前,内外表面应光洁,无铁锈、铁片。3.6.4涂覆后,内外表面应光洁,涂层应均勾,粘附牛固,并不因气候冷热而发生异带。4试验方法
4.1铸铁管尺寸用卡尺或样板及具有足够精度的量具进行测量。4.2铸铁管表面质量和涂履质量用肉眼进行检查。4.3化学分析按GB223.1~223.5-81《钢铁及合金化学分析方法》的规定进行。4.4管环抗弯强度试验应在表面质量合格的铸铁管插口端取样。试样尺寸:公称门径小于和等「350mm的铸铁管,管环宽度为平均直径(内径和外径的平均值)的一半;公称口径等于或大于400mm的铸铁管,管环宽度为200mm。试验时,将试样放在硬木垫块上,用试验机进行试验,如图4所示。图4中:
公称口径≤300mm,
α = 13mmr
公称口径35~600mm,
Q= 26m!
财部骏大
管环抗弯强度按下式计算,
式中:p
管环抗弯强度,N/mm
压损载荷,N,
d一管环平均直径,mm,
壁厚,mmt
替环宽度,mm。
4.5硬度试验按GB231一83《金属布民硬度试验方法》的规定进行。将做完强度试验的试样加.L成适当的试样进行硬度试验。张
4.6水压试验必须在涂覆前进行,当达到规定的压力时,稳压时间不小于30s,并用0.75kg重的钢锤轻击管体,应无渗漏现象。
4.7气密性试验在水压试验后、涂覆前进行。将铸铁管两端堵封,浸入水中进行气密性试验,当达到规定的压力时,稳压时问不小于30s,观察水面无气泡为合格。
5检验规则
5.1检查和验收
GB 6488— 86
铸铁管的检查和验收由供方技术监督部门进行。5.2组批规则
铸铁管应按批进行检查和验收。每批应由同一公称口径、同一接口型式、同一管壁厚度、同一定尺长度及同次化学成分分析结果的铸铁管组成。5.8取样数量
5.8.1铸铁管的尺寸、表面质量和涂覆质量应逐根进行检查。5.8.2化学分析折每班(8h内)应取两个试样。但在改变炉料时,必须取样进行化学分析。5.3.3力学试验应在同一炉铁水浇注的各种铸铁管中,每班(8h)生产小于或等于50根时取次样,超过50根时取两次样(间隔4h,大箭、小管各一次)。5.3.4铸铁管必须逐根进行水压试验。5.9.5凡是用T输气的铸铁管必须逐根进行气密性试验。5.3.6铸铁管的重量应进行抽查。5.4复验和判定规则
管环抗弯强度和硬度检查结果,若有一项不符合本标准规定,则该根管报废,逆可从同一批的铸铁管中另取双倍的试样进行该不合格项目的复验。复验仍不合格,则该批铸铁管报废。此时制造厂也可逐根提交验收。
化学战分不含格,可在试样所代表的该批铸铁管体上取样复验。若复验仍不合格,则该批管应予以报废。
6包装。标志和质证萌书
6.1铸铁管应在承口处铸出供方名称或商标、年、刁及厚度级别符号“L A”“A”“B”。6.2铸铁管的插口端应设有防护措施,其高度应不低于承口法兰盘的外径。6.3每批铸铁管应附有质量证明书,其上注明,a,供方(制造」)名称;
b、产品名称、规格、厚度级别t试水压力,
d.试气压力:
e.本标准编号:
f.每批数量:
多。本标准要求的各项分析检查结果。运输和贮存
7.1铸铁管在搬运过程中,应防止业伤摔坏。T.2铸铁管装车时,伸出车体外部分不准超过管子长度的四分之‘。7.3贮存管子的地面应松软平均,硬地面应垫木块。7.4管垛上每层铸铁管应将承插口相间平放、并用木块掩好,上下相邻的两层管子的方向应成90°7,5管垛高度不得超过3 m,垛旁设支柱,防山管了滚动。GB 6483—86
附录A
(补充件)
本附录适用于采用砂型或金属型铸造的与柔性机械接口铸铁管配套使用的压兰。A.1 型式及尺寸
A.1.1根据铸铁管的分类,压兰也分为N型胶圈机械接口压兰和X型胶圈机械接口压兰。A.1.2N型胶机械接口乐兰的型式和尺寸应符合图A1和表A1的规定。D
公称口径
螺栓孔
N个)
GB 6488--86
A.1.3X型胶圈机械接口压兰的型式和尺寸应符合图A2和表A2的规定。D
公称口经
A2尺对充许偏差
A,2.1压兰尺寸允许偏差应符合表A3的规定。D
A.2.2压兰上法兰盘尺寸允许偏差应符合表A4的规定。L
螺栓孔
—23 ± 0. 5
N(个)
公称口径
小瓣内径
充许偏差
厚度允诈信差
GB6483—B6
小端椭圆
度,不人于
A.2.8压兰的其余尺寸精度应不低丁铸造3级精度。A.3技术要求
长度允许
桶人部分鹭
厚充许偏差
直径充许偏差
A.3.1压兰材质采用HT15-33,其化学成分应符合表A5的规定。表A5
化学成分
含量%
允许偏差
A,3.2压兰与胶圈接触面应平整光滑,不允许有尖角凸起,其余务部的各种伤痕深度不大于2mm。A.3.3压兰不允许掉角缺棱,压兰的法兰盘上冷隔深度应不大于2mm。A.3.4压兰表面涂覆材料与管体相同。A.4试验方法
A,4.1每炉必须取样进行化学分析。A.4.2化学分析按GB223.1~223.5—81《钢铁及合金化学分析方法》的规定进行。A,4,3压兰尺寸捡查使用卡钳或样板。A,4.4每炉次至少取一次抗拉强度试样。-A.4.5抗拉强度试验按GB977--67《铸铁件机核性能测定》的规定进行。A.5检验规则
A.5.1压兰检验由供方技术监督部门执行。A.5.2压兰应逐件进行检查和验收。A.5.3压兰按理论重量交货。
包装和质量证明书
GB 648$- 86
A.6.1压兰和管体应问时发货。用铁丝不少于两处捆在管体法兰盘上。若单独发货时应用草绳捆扎,轻装轻放,避免碰伤。
A.6.2质量证明书上应包括以下内容:复,产品名称及规格,wwW.bzxz.Net
b.每批数量,
本标准编号:
供方名称。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
柔性机械接口灰口铸铁管
Soft mechanlcal joint grey cast Iron pipe本标准适用于输送煤气及给水用的柔性机械接口灰口铸铁直箐。铸铁管的使用应参照有关管道设计、施工规范。1分级
铸铁管按其體厚分为LA,A和B二级。2尺寸、外形、重量及允许偏差
2.1接口型式及尺寸
铸铁管接口型式分为V(包括N1)型胶圈机械接口和X型胶圈机械接口。UDC669.181.6
: 821.643.22
GB 6488-86
2.1.1N型胶圈机械接口铸铁管的型式和尺寸应符合图1和衣1的规定。N1型胶圈机械接口铸铁管的型式和尺寸应符合图2和表1规定。2.1.2X型胶圜机械接口铸铁管的型式和尺寸应符合图3和表2规定。R, =8
(4 : 12
图1N型胶圈机械接口
1-爆世;2—螺栓!3—压兰4一胶图,5支承间;6—体7一管体插r
国家标准局1986-06-07发布
1987-05-01实施
2.2直管的壁厚、重量和长度
GB6483-86
2.2.1直管的厚及重量应符合表3规定。恋
科度1:12
图2N1型胶圈机械接口
1—螺α:2—螺栓,3正兰,4一胶,支承圈;6一誉体承口7管体插口
公称[.1径
承法兰
盘外径
娠孔中心圆
4520357
N(个)
公称口轻
承内径
48-1,8
法兰盘外径
GB 6488-86
螺在中心
螺栓孔
553124
图3X型峻圈机检接门
1—期92一端格,3乐\:4-胶图:5承港;6—管性LI F7 --行然承[
N (个)
6483—86
中)
o1st8g
1 0*91
GB6488-86
2.2.2铸铁管的定尺长度应符合表3中有效长度的规定,同批定货,同--径管,只能供应种定尺。供应短尺铸铁管时,其重量不大于订货重量的10%(不包括截取试样的铸铁管),允许缩短长度应符合表4 的规定。
定尺长度
5000、6000
2.3外形
2.3.1铸铁管的弯曲度应不大于表5的规定。2.3.2铸铁管端面应!轴线相垂直。2.4尺寸允许偏差
2.4.1承口内径、插口外径偏差及插口椭圆度允许缩短长度
承口内径、插口外径偏差及插口椭圆度应符合表6的规定。表5
公称口径D,
200~450
表中L代表管的有效长度的米数。公称Ⅱ径
350-600
2.4.2承口深度偏差
承几深度偏差为± 5 mm。
承口内径
2.4.3壁厚偏差
管体壁厚负偏差为:1+0.05T,mm承口壁厚负偏差为:1+0.05C,mm。2.4.4长度偏差
铸铁管长度偏差为:±20mm。
2.5重量及其允许偏差
弯曲度,
不大干
插11外径
捕口椭间度,不大于
GB 6483-86
2.5.1铸铁管按理论重鼠交货。以1取试样的铸铁管按完整长度验收。2.5.2每根佐铁管重量允许负偏差为5%。2.6标记示例
公称口径为300mm,整厚为A级,有效长度为5000mm的N型胶圈机械接口铸铁管,其标记为:N机铸管A-300-5000 GB 6483-86。3技术要求
3.1化学成分
铸铁背的磷含量不应大下0.30%,硫含量不应大10.10%。3.2力学性能
8.2,1管坏抗弯强度应符合表7 的规定。3.2.2连续铸铁管表面硬度应不大于HB210,金属型和砂型离心铸铁管表面硬度应不大于HB230。表7
公称口径几g,mm
3.a工艺性能
3.3.1水压试验
水压试验成符合表8的规定。
公称口行g,mm
3.3.2气密性试验
管坏抗弯强度,N/mm2(kgf/mm3),不小于333(34)
27 (28)
试验压力,
MPa (kgf/cm)
气密性试验介质来用压缩空气。气密性试验压力应不低于0.3MPa(3kgl/cm2)。3.4组织
铸铁管应为灰口铸铁,组织致密,易丁切削、钻孔。3.5表面质量
3.5.1铸铁管内外表面不允许有冷隔、裂缝、错位等妨碍使用的明显缺陷,凡是使壁厚减薄的各种局部缺陷,其深度不得超过(2+0.05T)m仙。征得需同意,局部缺陷可以修补。但修补后的铸铁管必须按本标准重新进行水压试验和气密性试验。3.5.2承,插口密封工作而除符合上述要求外,还不得有连续的轴向沟绞和嘛面。3.5.3本口法兰盘轮哪应清晰,允许有不影响使用的轻微缺陷。3.6涂覆
GB 6483—86
3.6.1管体内外表面应涂沥清质或其他防腐材料。名要求用水泥砂浆衬里或内表面不涂涂料时,由供需双方商定。
3.6.2给水用铸铁管的涂料应不溶干水,不等使水产牛良和味,有害杂质含量应符合卫生部饮用水的有关规定。
3.6.3涂覆前,内外表面应光洁,无铁锈、铁片。3.6.4涂覆后,内外表面应光洁,涂层应均勾,粘附牛固,并不因气候冷热而发生异带。4试验方法
4.1铸铁管尺寸用卡尺或样板及具有足够精度的量具进行测量。4.2铸铁管表面质量和涂履质量用肉眼进行检查。4.3化学分析按GB223.1~223.5-81《钢铁及合金化学分析方法》的规定进行。4.4管环抗弯强度试验应在表面质量合格的铸铁管插口端取样。试样尺寸:公称门径小于和等「350mm的铸铁管,管环宽度为平均直径(内径和外径的平均值)的一半;公称口径等于或大于400mm的铸铁管,管环宽度为200mm。试验时,将试样放在硬木垫块上,用试验机进行试验,如图4所示。图4中:
公称口径≤300mm,
α = 13mmr
公称口径35~600mm,
Q= 26m!
财部骏大
管环抗弯强度按下式计算,
式中:p
管环抗弯强度,N/mm
压损载荷,N,
d一管环平均直径,mm,
壁厚,mmt
替环宽度,mm。
4.5硬度试验按GB231一83《金属布民硬度试验方法》的规定进行。将做完强度试验的试样加.L成适当的试样进行硬度试验。张
4.6水压试验必须在涂覆前进行,当达到规定的压力时,稳压时间不小于30s,并用0.75kg重的钢锤轻击管体,应无渗漏现象。
4.7气密性试验在水压试验后、涂覆前进行。将铸铁管两端堵封,浸入水中进行气密性试验,当达到规定的压力时,稳压时问不小于30s,观察水面无气泡为合格。
5检验规则
5.1检查和验收
GB 6488— 86
铸铁管的检查和验收由供方技术监督部门进行。5.2组批规则
铸铁管应按批进行检查和验收。每批应由同一公称口径、同一接口型式、同一管壁厚度、同一定尺长度及同次化学成分分析结果的铸铁管组成。5.8取样数量
5.8.1铸铁管的尺寸、表面质量和涂覆质量应逐根进行检查。5.8.2化学分析折每班(8h内)应取两个试样。但在改变炉料时,必须取样进行化学分析。5.3.3力学试验应在同一炉铁水浇注的各种铸铁管中,每班(8h)生产小于或等于50根时取次样,超过50根时取两次样(间隔4h,大箭、小管各一次)。5.3.4铸铁管必须逐根进行水压试验。5.9.5凡是用T输气的铸铁管必须逐根进行气密性试验。5.3.6铸铁管的重量应进行抽查。5.4复验和判定规则
管环抗弯强度和硬度检查结果,若有一项不符合本标准规定,则该根管报废,逆可从同一批的铸铁管中另取双倍的试样进行该不合格项目的复验。复验仍不合格,则该批铸铁管报废。此时制造厂也可逐根提交验收。
化学战分不含格,可在试样所代表的该批铸铁管体上取样复验。若复验仍不合格,则该批管应予以报废。
6包装。标志和质证萌书
6.1铸铁管应在承口处铸出供方名称或商标、年、刁及厚度级别符号“L A”“A”“B”。6.2铸铁管的插口端应设有防护措施,其高度应不低于承口法兰盘的外径。6.3每批铸铁管应附有质量证明书,其上注明,a,供方(制造」)名称;
b、产品名称、规格、厚度级别t试水压力,
d.试气压力:
e.本标准编号:
f.每批数量:
多。本标准要求的各项分析检查结果。运输和贮存
7.1铸铁管在搬运过程中,应防止业伤摔坏。T.2铸铁管装车时,伸出车体外部分不准超过管子长度的四分之‘。7.3贮存管子的地面应松软平均,硬地面应垫木块。7.4管垛上每层铸铁管应将承插口相间平放、并用木块掩好,上下相邻的两层管子的方向应成90°7,5管垛高度不得超过3 m,垛旁设支柱,防山管了滚动。GB 6483—86
附录A
(补充件)
本附录适用于采用砂型或金属型铸造的与柔性机械接口铸铁管配套使用的压兰。A.1 型式及尺寸
A.1.1根据铸铁管的分类,压兰也分为N型胶圈机械接口压兰和X型胶圈机械接口压兰。A.1.2N型胶机械接口乐兰的型式和尺寸应符合图A1和表A1的规定。D
公称口径
螺栓孔
N个)
GB 6488--86
A.1.3X型胶圈机械接口压兰的型式和尺寸应符合图A2和表A2的规定。D
公称口经
A2尺对充许偏差
A,2.1压兰尺寸允许偏差应符合表A3的规定。D
A.2.2压兰上法兰盘尺寸允许偏差应符合表A4的规定。L
螺栓孔
—23 ± 0. 5
N(个)
公称口径
小瓣内径
充许偏差
厚度允诈信差
GB6483—B6
小端椭圆
度,不人于
A.2.8压兰的其余尺寸精度应不低丁铸造3级精度。A.3技术要求
长度允许
桶人部分鹭
厚充许偏差
直径充许偏差
A.3.1压兰材质采用HT15-33,其化学成分应符合表A5的规定。表A5
化学成分
含量%
允许偏差
A,3.2压兰与胶圈接触面应平整光滑,不允许有尖角凸起,其余务部的各种伤痕深度不大于2mm。A.3.3压兰不允许掉角缺棱,压兰的法兰盘上冷隔深度应不大于2mm。A.3.4压兰表面涂覆材料与管体相同。A.4试验方法
A,4.1每炉必须取样进行化学分析。A.4.2化学分析按GB223.1~223.5—81《钢铁及合金化学分析方法》的规定进行。A,4,3压兰尺寸捡查使用卡钳或样板。A,4.4每炉次至少取一次抗拉强度试样。-A.4.5抗拉强度试验按GB977--67《铸铁件机核性能测定》的规定进行。A.5检验规则
A.5.1压兰检验由供方技术监督部门执行。A.5.2压兰应逐件进行检查和验收。A.5.3压兰按理论重量交货。
包装和质量证明书
GB 648$- 86
A.6.1压兰和管体应问时发货。用铁丝不少于两处捆在管体法兰盘上。若单独发货时应用草绳捆扎,轻装轻放,避免碰伤。
A.6.2质量证明书上应包括以下内容:复,产品名称及规格,wwW.bzxz.Net
b.每批数量,
本标准编号:
供方名称。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。