GB/T 13911-1992
基本信息
标准号: GB/T 13911-1992
中文名称:金属镀覆和化学处理表示方法
标准类别:国家标准(GB)
英文名称:Expression methods for metallic coating and chemical treatment
标准状态:已作废
发布日期:1992-01-02
实施日期:1993-10-01
作废日期:2009-02-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:255945
标准分类号
标准ICS号:机械制造>>表面处理和涂覆>>25.220.40金属镀层
中标分类号:综合>>基础标准>>A29材料防护
关联标准
出版信息
出版社:中国标准出版社
页数:平装16开, 页数:9, 字数:13千字
标准价格:10.0 元
出版日期:1993-10-01
相关单位信息
首发日期:1992-12-01
复审日期:2004-10-14
起草人:赵长春、骆莅铭、刘纪康
起草单位:机电部电子标准化所、七三四厂、七六一厂
提出单位:中华人民共和国机械电子工业部
发布部门:国家技术监督局
主管部门:中国机械工业联合会
标准简介
本标准规定了金属镀覆和化学处理的表示方法。本标准适用于金属和非金属制件上进行电镀、化学镀、化学处理和电化学处理的表示。 GB/T 13911-1992 金属镀覆和化学处理表示方法 GB/T13911-1992 标准下载解压密码:www.bzxz.net
本标准规定了金属镀覆和化学处理的表示方法。本标准适用于金属和非金属制件上进行电镀、化学镀、化学处理和电化学处理的表示。
本标准规定了金属镀覆和化学处理的表示方法。本标准适用于金属和非金属制件上进行电镀、化学镀、化学处理和电化学处理的表示。
标准图片预览





标准内容
中华人民共和国国家标准
金属镀覆和化学处理表示方法
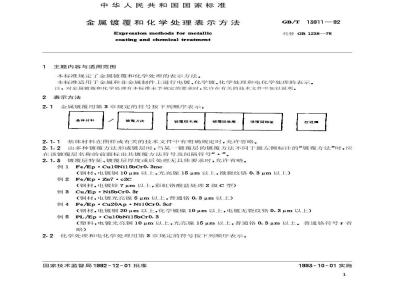
Expressionmethodsformetalliccoating and chemical treatment1主题内容与适用范围
本标准规定了金属镀覆和化学处理的表示方法。GB/T13911—92
代替GB1238—76
本标准适用于金属和非金属制件上进行电镀、化学镀、化学处理和电化学处理的表示。注:对金属镀覆和化学处理有本标准未予规定的要求时,允许在有关的技术文件中加以说明。2表示方法
2.1金属镀覆用第3章规定的符号按下列顺序表示:基体林料
镀强方齿
镜层名称
镀理层草度
塘爱层特征
2.1.1基体材料在图样或有关的技术文件中有明确规定时,允许省略。后处理
2.1.2由多种镀覆方法形成镀层时,当某一镀覆层的镀覆方法不同于最左侧标注的“镀覆方法”时,应在该镀覆层名称的前面标出其镀覆方法符号及间隔符号“·”。2.1.3镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。例1Fe/Ep·Cu10Ni15bCr0.3mc
(钢材,电镀铜10μm以上,光亮镍15μm以上,微裂纹铬0.3μm以上)例2Fe/Ep·Zn7·c2C
(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级c型)例3Cu/Ep·Ni5bCr0.3r
(铜材,电镀光亮镍5μm以上,普通铬0.3μm以上)例4Fe/Ep·Cu20Ap·Ni10Cr0.3cf(钢材,电镀铜20μm以上,化学镀镍10μm以上,电镀无裂纹铬0.3μm以上)例5PL/Ep·Cu10bNi15bCr0.3
(塑料,电镀光亮铜10μm以上,光亮镍15um以上,普通铬0.3μm以上。普通铬符号r省略)
2.2化学处理和电化学处理用第3章规定的符号按下列顺序表示:国家技术监督局1992-12-01批准1993-10-01实施
基体材料
处理方法
13911—92
处理名称
处理特征
基体材料在图样或有关的技术文件中有明确规定时,允许省略。后处理(鞭色)
若对化学处理或电化学处理的处理特征、后处理或颜色无具体要求时,允许省略。例1AI/Et·A·CI(BK)
(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法无特定要求)例2
Cu/Ct·P
(铜材,化学处理,钝化)
Fe/Ct·MnPh
(钢材,化学处理,磷酸锰盐处理)Al/Et·Ec
(铝材,电化学处理,电解着色)表示符号
3.1基体材料表示符号
金属材料用化学元素符号表示:合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示。常用基体材料的表示符号见表1。表1
材料名称
铁、钢
铜及铜合金
铝及铝合金
锌及锌合金
镁及镁合金
钛及钛合金
硅酸盐材料(陶瓷、玻璃等)
其他非金属
镀覆方法、处理方法表示符号
镀覆方法和处理方法的表示符号见表2。方法名称
化学镀
电化学处理
化学处理
镀覆层表示符号
electroplating
autocatalyticplating
electrochemicaltreatment
chemical treatment
GB/T13911—92
3.3.1镀覆层名称用镀层的化学元素符号表示。3.3.2合金镀覆层的名称以组成该合金的各化学元素符号和含量表示。合金元素之间用连字符“_”相连接。合金含量为质量百分数的上限值,用阿拉伯数字表示,写在相应的化学元素符号之后,并加上圆括号。含量多的元素成分排在前面。二元合金标出一种元素成分的含量,三元合金标出二种元素成分的含量,依次类推。合金成分含量无需表示或不便表示时,允许不标注。例1Cu/Ep·Sn(60)-Pb15·Fm
(铜材,电镀含锡60%的锡铅合金15um以上,热熔)例2A1/Ep·Ni(80)-Co(20)-P3
(铝材,电镀含镍80%,钻20%的镍钻磷合金3μm以上)例3Cu/Ep·Au-Cu1~3
(铜材,电镀金铜合金13μm)
3.3.3如果需要表示某种金属镀覆层的金属纯度时,可在该金属的元素符号后用括号()列出质量百分数,精确至小数点后一位。
例Ti/Ep·Au(99.9)3
(钛材,电镀纯度达99.9%的金3μm以上)3.3.4进行多层镀覆时,按镀覆先后,自左至右顺序标出每层的名称、厚度和特征,每层的标记之间应空出一个字母的宽度。也可只标出最后镀覆层的名称与总厚度,并在镀覆层名称外加圆括号,以与单层镀覆层相区别,但必须在有关技术文件中加以规定或说明。例1见2.1.3例1、例3、例4、例5例2Fe/Ep·(Cr)25b
(钢材,表面电镀铬,组合镀覆层特征为光亮,总厚度25μm以上,中间镀覆层按有关规定执行)
3.4镀覆层厚度表示符号
镀覆层厚度用阿拉伯数字表示,单位为μm。厚度数字标在镀覆层名称之后,该数值为镀覆层厚度范围的下限。必要时,可以标注镀层厚度范围。例Cu/Ep·Ni5Aul~3
(铜材,电镀镍5μm以上,金1~3μm)3.5化学处理和电化学处理名称的表示符号见表3。表3
处理名称
电解着色
磷酸锰盐处理
磷化磷酸盐处理
磷酸锌盐处理
磷酸锰锌盐处理
磷酸锌钙盐处理
passivaing
oxidation
electrolytic colouring
manganese phosphate treatmentzinc phosphate treatment
manganese zinc phosphate treatmentzinc calcium phosphate treatment符
MnZnPh
ZnCaPh
阳极氧化
处理名称
硫酸阳极氧化
铬酸阳极氧化
磷酸阳极氧化
草酸阳极氧化
13911—92
续表3
sulphuric acid anodizing
chromic acid anodizing
phosphoric acid anodizing
oxalic acid anodizing
注:对磷化及阳极氧化无特定要求时,允许只标注Ph(磷酸盐处理符号)或A(阳极氧化符号)。例见2.2.2。
镀覆层特征、处理特征表示符号3.6
镀覆层特征、处理特征的表示符号见表4。表4
特征名称
半光亮下载标准就来标准下载网
微裂纹
无裂纹
bright
semi-bright
doublelayer
regular')
micro-porous
micro-crack
crack-free
porous
patterns
blackening
opalescence
sealing
composition
hardness
porcelain
conduction
insulation
注:1)无特别指定的要求,可省略不标注,如常规镀铬。2)指弥散镀方式获得的镀覆层,如镍密封。例
见2.1.3例1、例3、例5。
3.7后处理名称表示符号
后处理名称的表示符号见表5。
后处理名称
磷化(磷酸盐处理)
防变色
铬酸盐封闭
见2.2.2。
13911—92
passivation
phosphating(phosphatetreatment)oxidation
emulsification
colouring
flashmelting
diffusion
painting
sealing
anti-tarnish
chromate sealing
电镀锌和电镀镉后铬酸盐处理表示符号3.8
电镀锌和电镀镉后铬酸盐处理的表示符号见表6。表6
后处理名称
光亮铬酸盐处理
漂白铬酸盐处理
彩虹铬酸盐处理
深色铬酸盐处理
例见2.1.3例2。
颜色表示符号
bright chromate treatment
blanching chromatetreatment
iris chromate treatment
dark chromate treatment
4.1轻金属及其合金电化学阳极氧化后着色常用颜色的表示符号见表7。符
轻金属及其合金电化学阳极氧化后进行套色时,按套色顺序列出颜色代码,并在其中间插入“加4.2
号”(+)表示。
4.3轻金属及其合金电化学阳极氧化后着色的色泽以及电化学阳极氧化后套色的要求应以加工样品为依据。
字母代码
字母代码
灰(蓝灰)
颜色字母代码用括号(
见2.2.2例1。
13911—92
)标在后处理“着色”符号之后。AI/Et·A(s)·CI(BK+RD+GD)
(铝材,电化学处理,硫酸阳极氧化,套色颜色顺序为黑、红、金黄)。独立加工工序名称符号
独立加工工序名称符号见表8。
有机溶剂除油
化学除油
电解除油
化学酸洗
电解酸洗
化学碱洗
电化学抛光
化学抛光
机械抛光
振动擦光
Fe/SD。
(钢材,有机溶剂除油)
solvent degreasing
chemical degreasing
electrolytic degreasing
chemical pickling
electrolytic pickling
alkaline cleaing
electrochemical polishing
chemical polishing
mechanical polishing
sand blasting
shot blasting
barrel burnishing
brushing
grinding
蓝(浅蓝)
紫(紫红)
附加说明:
13911—92
本标准由中华人民共和国机械电子工业部提出。本标准由全国金属与非金属覆盖层标准化技术委员会归口。本标准由机械电子工业部电子标准化研究所、七三四厂、七六一厂负责起草。本标准主要起草人赵长春、骆莅铭、刘纪康。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
金属镀覆和化学处理表示方法
Expressionmethodsformetalliccoating and chemical treatment1主题内容与适用范围
本标准规定了金属镀覆和化学处理的表示方法。GB/T13911—92
代替GB1238—76
本标准适用于金属和非金属制件上进行电镀、化学镀、化学处理和电化学处理的表示。注:对金属镀覆和化学处理有本标准未予规定的要求时,允许在有关的技术文件中加以说明。2表示方法
2.1金属镀覆用第3章规定的符号按下列顺序表示:基体林料
镀强方齿
镜层名称
镀理层草度
塘爱层特征
2.1.1基体材料在图样或有关的技术文件中有明确规定时,允许省略。后处理
2.1.2由多种镀覆方法形成镀层时,当某一镀覆层的镀覆方法不同于最左侧标注的“镀覆方法”时,应在该镀覆层名称的前面标出其镀覆方法符号及间隔符号“·”。2.1.3镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。例1Fe/Ep·Cu10Ni15bCr0.3mc
(钢材,电镀铜10μm以上,光亮镍15μm以上,微裂纹铬0.3μm以上)例2Fe/Ep·Zn7·c2C
(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级c型)例3Cu/Ep·Ni5bCr0.3r
(铜材,电镀光亮镍5μm以上,普通铬0.3μm以上)例4Fe/Ep·Cu20Ap·Ni10Cr0.3cf(钢材,电镀铜20μm以上,化学镀镍10μm以上,电镀无裂纹铬0.3μm以上)例5PL/Ep·Cu10bNi15bCr0.3
(塑料,电镀光亮铜10μm以上,光亮镍15um以上,普通铬0.3μm以上。普通铬符号r省略)
2.2化学处理和电化学处理用第3章规定的符号按下列顺序表示:国家技术监督局1992-12-01批准1993-10-01实施
基体材料
处理方法
13911—92
处理名称
处理特征
基体材料在图样或有关的技术文件中有明确规定时,允许省略。后处理(鞭色)
若对化学处理或电化学处理的处理特征、后处理或颜色无具体要求时,允许省略。例1AI/Et·A·CI(BK)
(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法无特定要求)例2
Cu/Ct·P
(铜材,化学处理,钝化)
Fe/Ct·MnPh
(钢材,化学处理,磷酸锰盐处理)Al/Et·Ec
(铝材,电化学处理,电解着色)表示符号
3.1基体材料表示符号
金属材料用化学元素符号表示:合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示。常用基体材料的表示符号见表1。表1
材料名称
铁、钢
铜及铜合金
铝及铝合金
锌及锌合金
镁及镁合金
钛及钛合金
硅酸盐材料(陶瓷、玻璃等)
其他非金属
镀覆方法、处理方法表示符号
镀覆方法和处理方法的表示符号见表2。方法名称
化学镀
电化学处理
化学处理
镀覆层表示符号
electroplating
autocatalyticplating
electrochemicaltreatment
chemical treatment
GB/T13911—92
3.3.1镀覆层名称用镀层的化学元素符号表示。3.3.2合金镀覆层的名称以组成该合金的各化学元素符号和含量表示。合金元素之间用连字符“_”相连接。合金含量为质量百分数的上限值,用阿拉伯数字表示,写在相应的化学元素符号之后,并加上圆括号。含量多的元素成分排在前面。二元合金标出一种元素成分的含量,三元合金标出二种元素成分的含量,依次类推。合金成分含量无需表示或不便表示时,允许不标注。例1Cu/Ep·Sn(60)-Pb15·Fm
(铜材,电镀含锡60%的锡铅合金15um以上,热熔)例2A1/Ep·Ni(80)-Co(20)-P3
(铝材,电镀含镍80%,钻20%的镍钻磷合金3μm以上)例3Cu/Ep·Au-Cu1~3
(铜材,电镀金铜合金13μm)
3.3.3如果需要表示某种金属镀覆层的金属纯度时,可在该金属的元素符号后用括号()列出质量百分数,精确至小数点后一位。
例Ti/Ep·Au(99.9)3
(钛材,电镀纯度达99.9%的金3μm以上)3.3.4进行多层镀覆时,按镀覆先后,自左至右顺序标出每层的名称、厚度和特征,每层的标记之间应空出一个字母的宽度。也可只标出最后镀覆层的名称与总厚度,并在镀覆层名称外加圆括号,以与单层镀覆层相区别,但必须在有关技术文件中加以规定或说明。例1见2.1.3例1、例3、例4、例5例2Fe/Ep·(Cr)25b
(钢材,表面电镀铬,组合镀覆层特征为光亮,总厚度25μm以上,中间镀覆层按有关规定执行)
3.4镀覆层厚度表示符号
镀覆层厚度用阿拉伯数字表示,单位为μm。厚度数字标在镀覆层名称之后,该数值为镀覆层厚度范围的下限。必要时,可以标注镀层厚度范围。例Cu/Ep·Ni5Aul~3
(铜材,电镀镍5μm以上,金1~3μm)3.5化学处理和电化学处理名称的表示符号见表3。表3
处理名称
电解着色
磷酸锰盐处理
磷化磷酸盐处理
磷酸锌盐处理
磷酸锰锌盐处理
磷酸锌钙盐处理
passivaing
oxidation
electrolytic colouring
manganese phosphate treatmentzinc phosphate treatment
manganese zinc phosphate treatmentzinc calcium phosphate treatment符
MnZnPh
ZnCaPh
阳极氧化
处理名称
硫酸阳极氧化
铬酸阳极氧化
磷酸阳极氧化
草酸阳极氧化
13911—92
续表3
sulphuric acid anodizing
chromic acid anodizing
phosphoric acid anodizing
oxalic acid anodizing
注:对磷化及阳极氧化无特定要求时,允许只标注Ph(磷酸盐处理符号)或A(阳极氧化符号)。例见2.2.2。
镀覆层特征、处理特征表示符号3.6
镀覆层特征、处理特征的表示符号见表4。表4
特征名称
半光亮下载标准就来标准下载网
微裂纹
无裂纹
bright
semi-bright
doublelayer
regular')
micro-porous
micro-crack
crack-free
porous
patterns
blackening
opalescence
sealing
composition
hardness
porcelain
conduction
insulation
注:1)无特别指定的要求,可省略不标注,如常规镀铬。2)指弥散镀方式获得的镀覆层,如镍密封。例
见2.1.3例1、例3、例5。
3.7后处理名称表示符号
后处理名称的表示符号见表5。
后处理名称
磷化(磷酸盐处理)
防变色
铬酸盐封闭
见2.2.2。
13911—92
passivation
phosphating(phosphatetreatment)oxidation
emulsification
colouring
flashmelting
diffusion
painting
sealing
anti-tarnish
chromate sealing
电镀锌和电镀镉后铬酸盐处理表示符号3.8
电镀锌和电镀镉后铬酸盐处理的表示符号见表6。表6
后处理名称
光亮铬酸盐处理
漂白铬酸盐处理
彩虹铬酸盐处理
深色铬酸盐处理
例见2.1.3例2。
颜色表示符号
bright chromate treatment
blanching chromatetreatment
iris chromate treatment
dark chromate treatment
4.1轻金属及其合金电化学阳极氧化后着色常用颜色的表示符号见表7。符
轻金属及其合金电化学阳极氧化后进行套色时,按套色顺序列出颜色代码,并在其中间插入“加4.2
号”(+)表示。
4.3轻金属及其合金电化学阳极氧化后着色的色泽以及电化学阳极氧化后套色的要求应以加工样品为依据。
字母代码
字母代码
灰(蓝灰)
颜色字母代码用括号(
见2.2.2例1。
13911—92
)标在后处理“着色”符号之后。AI/Et·A(s)·CI(BK+RD+GD)
(铝材,电化学处理,硫酸阳极氧化,套色颜色顺序为黑、红、金黄)。独立加工工序名称符号
独立加工工序名称符号见表8。
有机溶剂除油
化学除油
电解除油
化学酸洗
电解酸洗
化学碱洗
电化学抛光
化学抛光
机械抛光
振动擦光
Fe/SD。
(钢材,有机溶剂除油)
solvent degreasing
chemical degreasing
electrolytic degreasing
chemical pickling
electrolytic pickling
alkaline cleaing
electrochemical polishing
chemical polishing
mechanical polishing
sand blasting
shot blasting
barrel burnishing
brushing
grinding
蓝(浅蓝)
紫(紫红)
附加说明:
13911—92
本标准由中华人民共和国机械电子工业部提出。本标准由全国金属与非金属覆盖层标准化技术委员会归口。本标准由机械电子工业部电子标准化研究所、七三四厂、七六一厂负责起草。本标准主要起草人赵长春、骆莅铭、刘纪康。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。