GB/T 6314-1986
基本信息
标准号: GB/T 6314-1986
中文名称:三爪内径千分尺
标准类别:国家标准(GB)
标准状态:已作废
发布日期:1986-04-24
实施日期:1987-01-01
作废日期:2004-08-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:103204
标准分类号
标准ICS号:计量学和测量、物理现象>>17.020计量学和测量综合
中标分类号:机械>>工艺装备>>J42量具与量仪
关联标准
替代情况:被GB/T 6314-2004代替
出版信息
标准价格:8.0 元
相关单位信息
复审日期:2004-10-14
起草单位:上海量具刃具厂
归口单位:机械工业部成都工具研究所
标准简介
GB/T 6314-1986 三爪内径千分尺 GB/T6314-1986 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国国家标准
三爪内径千分尺
Three point internal micrometersUDC 531.714
GB 6314---86
本标准适用于分度值为0.010或0.005mm,测量范围为Φ6~100mm的=爪内径干分尺。注:包括为了减小读数误差,在固定套管上设有读数值对0.002或0.001mm游标的三瓜内径于分尺。1术语和定义
1.1三爪内径下分尺
通过旋转塔形阿基米德螺旋体将三个测量爪沿半径方向推出,使与内孔接触,利用螺旋腺理对内孔尺寸进行读数的测量工具。1.2示值误差
刻度指示值与孔的实际值之差。2型式、基本参数和尺寸
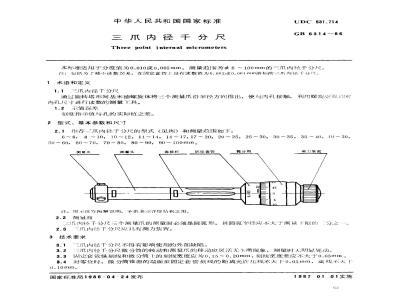
2.1推荐三爪内径千分尺的型式(见阁)和测量范围如下:6 ~8,8~10,10~12,11~14,14~17,17~20,20 ~25,25~30,30 ~35,35~40,10 ~50,50~60,60~70,70~80,80~90,90~100mm。潮鼠爪
连接杆
注:阁示仅作阁解说明,不供表示详细结构之用。2.2测量面
固定套管
微分筒
测力装置
三爪内径下分尺三个测量爪的测量面必须是圆弧形,其圆弧半径应不大于测量「限的“分之。2.3
瓜内径下分尺应具有测力装置。3技术要求
三瓜内径下分尺不得有影响使用的外部缺陷。3.2三爪内径下分尺微分简的转动和测量瓜的移动应灵活无卡滞现象,测量时明显晃动。3.3[固定套管纵刻线和微分筒1的刻线宽度应为0.15~0.20mm,刻线宽度差应不大于0.03mm。3.4对零位时,微分筒锥面的端面至固定套管刻线的距离允许压线不大f0.05mm,离线不大!0.10mm.
国家标准局1986-04-24发布
19870101实施
GB6314—86
3.5周定套管纵刻线表面至微分筒锥面棱边的距离应不大于0.4mm。3.6测量爪及塔形螺旋体工作面的硬度应不低FHV766(~HRC62)3.7测量面的表面粗糙度按轮廓算术平均偏差Ra值应不大F0.16um(按GB1031--83《表面粗糙度参数及其数值》)
3.8三爪内径千分尺的测力为10~35N,测力变化应不大于15N。3.9三爪内径干分尺的示值误差应不大于表1的规定。表1
测基范围
40~100
示值误差
三爪内径千分尺应附有测量深孔用的接长装置以及调整零位的工具和校对环规。mm
校对环规上的实际值应标志到小数点后第三位,其尺寸偏差和圆柱度应不大于表2的规定。3.11
校对环规基本寸
尺寸偏差
圆柱度
注:基本尺寸小于或等于35mm的校对环规,在测量面的边缘1mm范科内不计;大于36mm的校对环规,在测量面的边缘1.5mm范围内不计。
3.12校对环规测量面的硬度应不低于HV766(~HRC62)。3.13
校对环规测量面的表面粗糙度按轮廓算术平均偏差Ra值应不大0.08μm。4标志与包装
三爪内径于分尺上应标志:
制造厂广名或注册商标;
测量范围;
分度值;
产品序号。
校对环规上应标志:
制造厂」名或注册商标;
实际尺寸;
标准温度。
GB6314—86
三爪内径于分尺的包装盒上应标志:制造厂」名或注册商标,
产品名称;
测量范围。
三爪内径于分尺在包装前应经防锈处理,并妥善包装,以免在运输过程中损坏产品。三爪内径干分尺应有产品合格证。产品合格证上应标有本标准的标准号,品序号和出厂日期。65
GB6314--86
三爪内径千分尺的检验方法
(补充件)
二瓜内径千分尺出厂时的检验方法规定如下。A.1硬度Www.bzxZ.net
A.1.1测量爪硬度在测量爪圆柱体上的任意部位测定。A.1.2塔形螺旋体的工作面硬度应在螺旋体底部的圆杜体上测定。A.1.3校对环规的硬度应在两端面上距测量面2~3mm处测定。A.2测力
分别在三爪内径千分尺测量范围的上限值和下限值附近测定。检定时,应使三个测量瓜同时受力,专用测力检具的感度应不大于0.5N。A.3示值误差
三爪内径下分尺的示值误差以下表推荐的相应尺寸系列的环规进行测定。mm
三瓜内径干分尺
測量范围
6 ~ 8,8~10
11 ~ 14,14 17
17 ~ 20
20 ~ 25,25 ~ 30
30 ~ 35、35 40
40 ~50,50 ~60
60 ~70. 70) ~ 80
80 ~90,90~[0n
检验环规基本尺寸
A, A+0.4, A +0.8, A+1.2.
A +1.6, A+2.0
A, A + 0.6, A+ 1.2, A+1.8,
A+2.4, A+3.0
A, 4 + 0.55, A+1.10, A+1.66.A+2.22.A2.77,A+3.33,
A+3.88,A+4.44,4+5.00
A,A+ 0.90,A+1.80,A + 2.70,
A+3.60,A1.55,A+5.45,A+6.35,
A + 7.25, A + 8.15, A + 10.00注::“瓜内径干分尺应按校对环规的尺寸对零位。2表中的A值代表测量下限尺寸。3以测量下限尺寸对零位时,以A值为起点,按丧中顺序测定。(以测计上限尺寸对零位时,以上限尺寸为起点,顺次减少至A,测定。5)应优先使用测量下限尺寸对零位。A.3.2
三爪内径T分尺应装上接长装置后按A.3.1进行检定。圆柱度
校对环规的实际尺寸测定,用1级量块组成的内尺寸以比较法进行,可用卧式测长仪以两A.3.3
GB6314-86
点法测定,应以环规厚度1/2处为准,并应以測定的最大值作为测定结果,校对环规尺寸的不确定度为0.001mm。
A.3.4校对环规的圆柱度用圆柱度仪,也可用圆度仪在校对环规的1、、下三个截面测量圆度,并在该三个相应的截面测量其内径尺寸差值。附加说明:
本标准由中华人民共和国机械亡业部提出,由机械工业部战都「具研究所归口。本标准由海量具刃具!负责起草。本标准主要起草人涂必毅。
自本标准实施之日起,原部标准JB/GQ5002一81《兰瓜内径千分尺》作废。67
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
三爪内径千分尺
Three point internal micrometersUDC 531.714
GB 6314---86
本标准适用于分度值为0.010或0.005mm,测量范围为Φ6~100mm的=爪内径干分尺。注:包括为了减小读数误差,在固定套管上设有读数值对0.002或0.001mm游标的三瓜内径于分尺。1术语和定义
1.1三爪内径下分尺
通过旋转塔形阿基米德螺旋体将三个测量爪沿半径方向推出,使与内孔接触,利用螺旋腺理对内孔尺寸进行读数的测量工具。1.2示值误差
刻度指示值与孔的实际值之差。2型式、基本参数和尺寸
2.1推荐三爪内径千分尺的型式(见阁)和测量范围如下:6 ~8,8~10,10~12,11~14,14~17,17~20,20 ~25,25~30,30 ~35,35~40,10 ~50,50~60,60~70,70~80,80~90,90~100mm。潮鼠爪
连接杆
注:阁示仅作阁解说明,不供表示详细结构之用。2.2测量面
固定套管
微分筒
测力装置
三爪内径下分尺三个测量爪的测量面必须是圆弧形,其圆弧半径应不大于测量「限的“分之。2.3
瓜内径下分尺应具有测力装置。3技术要求
三瓜内径下分尺不得有影响使用的外部缺陷。3.2三爪内径下分尺微分简的转动和测量瓜的移动应灵活无卡滞现象,测量时明显晃动。3.3[固定套管纵刻线和微分筒1的刻线宽度应为0.15~0.20mm,刻线宽度差应不大于0.03mm。3.4对零位时,微分筒锥面的端面至固定套管刻线的距离允许压线不大f0.05mm,离线不大!0.10mm.
国家标准局1986-04-24发布
19870101实施
GB6314—86
3.5周定套管纵刻线表面至微分筒锥面棱边的距离应不大于0.4mm。3.6测量爪及塔形螺旋体工作面的硬度应不低FHV766(~HRC62)3.7测量面的表面粗糙度按轮廓算术平均偏差Ra值应不大F0.16um(按GB1031--83《表面粗糙度参数及其数值》)
3.8三爪内径千分尺的测力为10~35N,测力变化应不大于15N。3.9三爪内径干分尺的示值误差应不大于表1的规定。表1
测基范围
40~100
示值误差
三爪内径千分尺应附有测量深孔用的接长装置以及调整零位的工具和校对环规。mm
校对环规上的实际值应标志到小数点后第三位,其尺寸偏差和圆柱度应不大于表2的规定。3.11
校对环规基本寸
尺寸偏差
圆柱度
注:基本尺寸小于或等于35mm的校对环规,在测量面的边缘1mm范科内不计;大于36mm的校对环规,在测量面的边缘1.5mm范围内不计。
3.12校对环规测量面的硬度应不低于HV766(~HRC62)。3.13
校对环规测量面的表面粗糙度按轮廓算术平均偏差Ra值应不大0.08μm。4标志与包装
三爪内径于分尺上应标志:
制造厂广名或注册商标;
测量范围;
分度值;
产品序号。
校对环规上应标志:
制造厂」名或注册商标;
实际尺寸;
标准温度。
GB6314—86
三爪内径于分尺的包装盒上应标志:制造厂」名或注册商标,
产品名称;
测量范围。
三爪内径于分尺在包装前应经防锈处理,并妥善包装,以免在运输过程中损坏产品。三爪内径干分尺应有产品合格证。产品合格证上应标有本标准的标准号,品序号和出厂日期。65
GB6314--86
三爪内径千分尺的检验方法
(补充件)
二瓜内径千分尺出厂时的检验方法规定如下。A.1硬度Www.bzxZ.net
A.1.1测量爪硬度在测量爪圆柱体上的任意部位测定。A.1.2塔形螺旋体的工作面硬度应在螺旋体底部的圆杜体上测定。A.1.3校对环规的硬度应在两端面上距测量面2~3mm处测定。A.2测力
分别在三爪内径千分尺测量范围的上限值和下限值附近测定。检定时,应使三个测量瓜同时受力,专用测力检具的感度应不大于0.5N。A.3示值误差
三爪内径下分尺的示值误差以下表推荐的相应尺寸系列的环规进行测定。mm
三瓜内径干分尺
測量范围
6 ~ 8,8~10
11 ~ 14,14 17
17 ~ 20
20 ~ 25,25 ~ 30
30 ~ 35、35 40
40 ~50,50 ~60
60 ~70. 70) ~ 80
80 ~90,90~[0n
检验环规基本尺寸
A, A+0.4, A +0.8, A+1.2.
A +1.6, A+2.0
A, A + 0.6, A+ 1.2, A+1.8,
A+2.4, A+3.0
A, 4 + 0.55, A+1.10, A+1.66.A+2.22.A2.77,A+3.33,
A+3.88,A+4.44,4+5.00
A,A+ 0.90,A+1.80,A + 2.70,
A+3.60,A1.55,A+5.45,A+6.35,
A + 7.25, A + 8.15, A + 10.00注::“瓜内径干分尺应按校对环规的尺寸对零位。2表中的A值代表测量下限尺寸。3以测量下限尺寸对零位时,以A值为起点,按丧中顺序测定。(以测计上限尺寸对零位时,以上限尺寸为起点,顺次减少至A,测定。5)应优先使用测量下限尺寸对零位。A.3.2
三爪内径T分尺应装上接长装置后按A.3.1进行检定。圆柱度
校对环规的实际尺寸测定,用1级量块组成的内尺寸以比较法进行,可用卧式测长仪以两A.3.3
GB6314-86
点法测定,应以环规厚度1/2处为准,并应以測定的最大值作为测定结果,校对环规尺寸的不确定度为0.001mm。
A.3.4校对环规的圆柱度用圆柱度仪,也可用圆度仪在校对环规的1、、下三个截面测量圆度,并在该三个相应的截面测量其内径尺寸差值。附加说明:
本标准由中华人民共和国机械亡业部提出,由机械工业部战都「具研究所归口。本标准由海量具刃具!负责起草。本标准主要起草人涂必毅。
自本标准实施之日起,原部标准JB/GQ5002一81《兰瓜内径千分尺》作废。67
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。