GB/T 6321-1986
基本信息
标准号: GB/T 6321-1986
中文名称:光学扭簧测微计
标准类别:国家标准(GB)
标准状态:已作废
发布日期:1986-04-24
实施日期:1987-01-01
作废日期:2004-08-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:116036
相关标签: 光学
标准分类号
标准ICS号:计量学和测量、物理现象>>光学和光学测量>>17.180.30光学测量仪器
中标分类号:机械>>工艺装备>>J42量具与量仪
关联标准
替代情况:被GB/T 6321-2004代替
出版信息
标准价格:8.0 元
相关单位信息
复审日期:2004-10-14
起草单位:宁波仪表厂
归口单位:机械工业部成都工具研究所
标准简介
GB/T 6321-1986 光学扭簧测微计 GB/T6321-1986 标准下载解压密码:www.bzxz.net
标准图片预览




标准内容
中华人民共和国国家标准
光学扭簧测微计
Spring-optical measuriag heads, opticatorsUDC 531.715
GB632186
本标准适用于分度值为0.1,0.2,0.5和1μm的光学扭簧测微计(以下简称测微计)。名词与术语
1.1光学扭簧测微计
光学扭簧测微计是一种将测量杆的直线位移通过机械杠杆、扭簧带和光学原理传动放大后转变为指标线在刻度盘上作角位移的精密长度测量工具。1.2示值误差
测微计的示值与被测量的实际值之差。1.3示值总误差
以横坐标表示测微计的刻度,纵坐标表示测微计的示值误差,绘出测微计的误差曲线,在示值范围内误差曲线上最高点与最低点在纵坐标上的差值。1.4测力变化
在测微计示值范围内,测得的最大测力与最小测力之差。型式、基本参数与尺寸
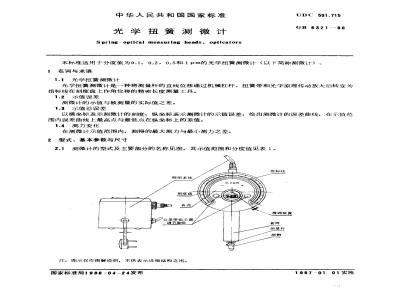
2.1测微计的型式及主要部分的名称见图,其示值范围和分度值见表1。指标线
照明系统
刻度盘
微调装置
公差带指示器
调节旋扭
注:图示仅作图解说明,不供表示详细结构之用。国家标准局1986-04-24发布
测最杆
1987-0101实施
GB 6321—86
小值范围 (不小于)
上100
2.2测微计套筒直径为Φ28h7,配合部分长度应不小于90mm,测量杆与测帽配合部分直径为Φ6h6。2.3测微计应具有限制测量杆行程的限程装置、公差带指示器,以及使刻线与指标线重合的微调装置。
2.4按用户要求,可提供平测量面或其他型式的测帽。3技术要求
3.1测微计外部表面的涂漆和镀层应牢固,不应有脱漆、镀层剥落和锈蚀等明显影响外观的缺陷。3.2测量杆和指标线以及微调装置、公差带指示器的移动应平稳、灵活、无卡滞现象。公差带指示器的调整应简单、可靠。
3.3微调装置的可调范围应不少于10个分度。3.4测量杆处于自由状态时,指标线应位于负刻度的外侧。3.5刻度盘上相邻两刻线之间的距离应不小于0.9mm,刻线宽度为0.1~0.2mm同-刻度盘上的刻线宽度差应不大于0.05mm。3.6指标线的指向与刻线方向应一致,指标线应齐整清晰,边缘宽度为0.1~0.2mm。3.7测量面应采用滚珠轴承钢、硬质合金、人造刚玉等耐磨材料制造。钢制测量面的硬度应不低于HV766。
3.8测量面的表面粗糙度按轮廓算术平均偏差Ra值应不大于0.04μm(按GB1031--83《表面粗糙度参数及其数值》)。
套筒表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于0.63μm。3.9在测微计的测量杆处于垂直向下位置时,测力及测力变化应符合表2的规定。表2
测力变化
3.10在垂直于测量杆轴线方向上以0.5N的力作用于测量杆时,测微计的示值变化应不大于0.5分度,在作用力停止后,相对于原始位置的示值变化应不大于0.25分度。测微计的示值误差、示值总误差和示值变动性应不超过表3的规定。3.11
分度值
±30分度内
GB 6321—86
±30分度外
示值总误差免费标准bzxz.net
示值变动性
注:表3中的数值是指在温度20℃条件下,测微计的测量杆处于垂直向下位置时的数值,在其它位置时表3中的数值应增加50%。
测量时指标线摆动时间应不超过1s。测微计应附有:
球面测帽
照明灯源
备用灯泡
标志与包装
在测微计上应标志:
1个,
1套(外接电源为交流电压220V)2只。
制造厂厂名或注册商标;
分度值,
产品序号。
在表壳正面或刻度盘上应标有“+”4.2
测微计包装盒上应标志:
产品名称,
制造厂厂名或注册商标,
分度值,
示值范围。
“_”符号。
测微计在包装前应经防锈处理,并妥善包装。测微计应附有产品合格证和使用说明书。产品合格证上应有:本标准的标准号,
产品序号,
出厂日期。
测微计应存放在环境温度10~35℃,相对湿度不超过80%、无腐蚀性气体的室内。55!
GB 632186
附录A
光学扭簧测微计的示值误差检验方法(补充件)
测微计出厂时示值误差的检验方法规定如下。把测微计可靠地装在比较仪座上(一般采用接触式干涉仪座),使装有球形测帽的测量面与量块接触,并调整使指标线对准“零”位,然后提升测量杆,放人规定尺寸的量块,在“零”位两侧按规定的受检点分别进行检定。
分度值为0.1um的测微计在土30分度内用二等量块配六对检查示值,每间隔10个分度为一点进行检定。在大于±30分度时用二等量块配3对检查示值,并在±60、±100分度处进行检定。用配对法检定时,对每一受检点的示值误差,需要经过尺寸相互有联系的3对或6对为一组的量块进行检定,每一组的各对量块中第一块用于对准“零”位,第二块为检定受检点的示值误差,后一对的第一块量块总是前一对的第二块量块。检定正值刻度时,量块尺寸按递增方式进行,检定负值刻度时,量块尺寸按递减方式进行。每一受检点的示值误差按下式计算:Ar-(ALAL)
2△ri一用各对量块检定时测得值减该受检点刻度值之差值的代数和(带正负号),um,式中:
一受检点所用的最后一块量块的偏差值,μm△L,一一受检点最初用来对零的一块量块的偏差值,μm(n)-
一每一受检点所用量块的配对数(其中n为量块块数)。分度值为0.2um的测微计,在±30分度内的示值误差用二等量块配3对进行检定,大于±30分度用二等量块直接检定。
分度值为0.5和1μm的测微计,用3等量块直接检定。附加说明:
本标准由中华人民共和国机械工业部提出,由机械工业部成都工具研究所归口。本标准由宁波仪表厂负责起草。本标准主要起草人李盛江。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
光学扭簧测微计
Spring-optical measuriag heads, opticatorsUDC 531.715
GB632186
本标准适用于分度值为0.1,0.2,0.5和1μm的光学扭簧测微计(以下简称测微计)。名词与术语
1.1光学扭簧测微计
光学扭簧测微计是一种将测量杆的直线位移通过机械杠杆、扭簧带和光学原理传动放大后转变为指标线在刻度盘上作角位移的精密长度测量工具。1.2示值误差
测微计的示值与被测量的实际值之差。1.3示值总误差
以横坐标表示测微计的刻度,纵坐标表示测微计的示值误差,绘出测微计的误差曲线,在示值范围内误差曲线上最高点与最低点在纵坐标上的差值。1.4测力变化
在测微计示值范围内,测得的最大测力与最小测力之差。型式、基本参数与尺寸
2.1测微计的型式及主要部分的名称见图,其示值范围和分度值见表1。指标线
照明系统
刻度盘
微调装置
公差带指示器
调节旋扭
注:图示仅作图解说明,不供表示详细结构之用。国家标准局1986-04-24发布
测最杆
1987-0101实施
GB 6321—86
小值范围 (不小于)
上100
2.2测微计套筒直径为Φ28h7,配合部分长度应不小于90mm,测量杆与测帽配合部分直径为Φ6h6。2.3测微计应具有限制测量杆行程的限程装置、公差带指示器,以及使刻线与指标线重合的微调装置。
2.4按用户要求,可提供平测量面或其他型式的测帽。3技术要求
3.1测微计外部表面的涂漆和镀层应牢固,不应有脱漆、镀层剥落和锈蚀等明显影响外观的缺陷。3.2测量杆和指标线以及微调装置、公差带指示器的移动应平稳、灵活、无卡滞现象。公差带指示器的调整应简单、可靠。
3.3微调装置的可调范围应不少于10个分度。3.4测量杆处于自由状态时,指标线应位于负刻度的外侧。3.5刻度盘上相邻两刻线之间的距离应不小于0.9mm,刻线宽度为0.1~0.2mm同-刻度盘上的刻线宽度差应不大于0.05mm。3.6指标线的指向与刻线方向应一致,指标线应齐整清晰,边缘宽度为0.1~0.2mm。3.7测量面应采用滚珠轴承钢、硬质合金、人造刚玉等耐磨材料制造。钢制测量面的硬度应不低于HV766。
3.8测量面的表面粗糙度按轮廓算术平均偏差Ra值应不大于0.04μm(按GB1031--83《表面粗糙度参数及其数值》)。
套筒表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于0.63μm。3.9在测微计的测量杆处于垂直向下位置时,测力及测力变化应符合表2的规定。表2
测力变化
3.10在垂直于测量杆轴线方向上以0.5N的力作用于测量杆时,测微计的示值变化应不大于0.5分度,在作用力停止后,相对于原始位置的示值变化应不大于0.25分度。测微计的示值误差、示值总误差和示值变动性应不超过表3的规定。3.11
分度值
±30分度内
GB 6321—86
±30分度外
示值总误差免费标准bzxz.net
示值变动性
注:表3中的数值是指在温度20℃条件下,测微计的测量杆处于垂直向下位置时的数值,在其它位置时表3中的数值应增加50%。
测量时指标线摆动时间应不超过1s。测微计应附有:
球面测帽
照明灯源
备用灯泡
标志与包装
在测微计上应标志:
1个,
1套(外接电源为交流电压220V)2只。
制造厂厂名或注册商标;
分度值,
产品序号。
在表壳正面或刻度盘上应标有“+”4.2
测微计包装盒上应标志:
产品名称,
制造厂厂名或注册商标,
分度值,
示值范围。
“_”符号。
测微计在包装前应经防锈处理,并妥善包装。测微计应附有产品合格证和使用说明书。产品合格证上应有:本标准的标准号,
产品序号,
出厂日期。
测微计应存放在环境温度10~35℃,相对湿度不超过80%、无腐蚀性气体的室内。55!
GB 632186
附录A
光学扭簧测微计的示值误差检验方法(补充件)
测微计出厂时示值误差的检验方法规定如下。把测微计可靠地装在比较仪座上(一般采用接触式干涉仪座),使装有球形测帽的测量面与量块接触,并调整使指标线对准“零”位,然后提升测量杆,放人规定尺寸的量块,在“零”位两侧按规定的受检点分别进行检定。
分度值为0.1um的测微计在土30分度内用二等量块配六对检查示值,每间隔10个分度为一点进行检定。在大于±30分度时用二等量块配3对检查示值,并在±60、±100分度处进行检定。用配对法检定时,对每一受检点的示值误差,需要经过尺寸相互有联系的3对或6对为一组的量块进行检定,每一组的各对量块中第一块用于对准“零”位,第二块为检定受检点的示值误差,后一对的第一块量块总是前一对的第二块量块。检定正值刻度时,量块尺寸按递增方式进行,检定负值刻度时,量块尺寸按递减方式进行。每一受检点的示值误差按下式计算:Ar-(ALAL)
2△ri一用各对量块检定时测得值减该受检点刻度值之差值的代数和(带正负号),um,式中:
一受检点所用的最后一块量块的偏差值,μm△L,一一受检点最初用来对零的一块量块的偏差值,μm(n)-
一每一受检点所用量块的配对数(其中n为量块块数)。分度值为0.2um的测微计,在±30分度内的示值误差用二等量块配3对进行检定,大于±30分度用二等量块直接检定。
分度值为0.5和1μm的测微计,用3等量块直接检定。附加说明:
本标准由中华人民共和国机械工业部提出,由机械工业部成都工具研究所归口。本标准由宁波仪表厂负责起草。本标准主要起草人李盛江。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。