标准分类号
标准ICS号:冶金>>钢铁产品>>77.140.50扁平钢和半成品
中标分类号:冶金>>金属理化性能试验方法>>H21金属物理性能试验方法
出版信息
出版社:中国标准出版社
页数:7页
标准价格:10.0 元
出版日期:1991-06-01
相关单位信息
首发日期:1981-03-25
复审日期:2004-10-14
起草人:何明文、凯军
起草单位:武汉钢铁公司
提出单位:中华人民共和国治金工业部
发布部门:国家技术监督局
主管部门:中国钢铁工业协会
标准简介
本标准规定了冷轧薄钢板(带)表面粗糙度术语、定义、基本参数、仪器、试样及测量方法。本标准适用于采用中线制、连续轮廓转换接触式仪器测量冷轧薄钢板(带)的表面粗糙度。 GB 2523-1990 冷轧薄钢板(带)表面粗糙度 测量方法 GB2523-1990
标准内容
中华人民共和国国家标准
冷薄钢板(带)表面粗糙度
测量方法
Cold rolled sheet(strip)—Measuringmethod for surface roughness主题内容与适用范围
GB 2523—90
代替GB2523—81
本标准规定了冷轧薄钢板(带)表面粗糙度术语、定义、基本参数、仪器、试样及测量方法。本标准适用于采用中线制、连续轮廊转换接触式仪器测量冷轧薄钢板(带)的表面粗糙度。测量其他板材及机械加工部件的表面粗糙度亦可参照使用。2引用标准
GB3505表面粗糙度术语表面及其参数3术语及定义
本标准所涉及的有关术语如表面粗糙度,基准线、取样长度、评定长度、轮廊的最小二乘中线、中线制、轮廊峰、轮廊谷、轮廓峰线、轮廊谷线等,其定义见GB3505的规定。本标准给出以下术语定义。3.1轮廓最大高度 Ry
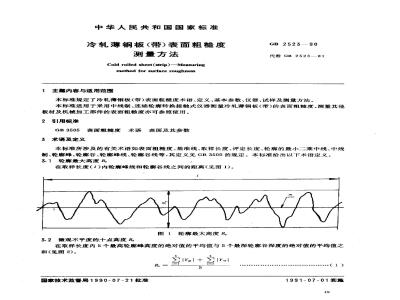
在取样长度(1)内轮魔峰线和轮谷线之间的距离(见图1)。图1轮最大高度Ry
3.2微观不平度的十点高度R
在取样长度内5个最高轮廊峰高度的绝对值的平均值与5个最深轮廓谷深度的绝对值的平均值之和(见图2)。
国家技术监督局1990-07-21批准5
1991-07-01实施
3.3轮廓算术平均偏差Ra
GB 2523-—90
图2微观不平度的十点高度R,
在取样长度内轮廓偏距绝对值的算术平均值(见图3)。(a) ld:
或近似为:
图3轮廊算术平均偏差R。
3.4截止波长
轮廓线波谱中数值上等于取样长度的波长,通常取其为轮廊计的传输上限(波长大于的波视为波抑制)。
3.5中线制触针式轮廊计
根据中线制进行表面粗糙度测量的连续轮廓转换触针式仪器。3.6静态测量力
触针沿其轴向施于被测表面上的力,不考虑触针沿被测表面移动时所产生的动态力。3.7静态测量力变化率
触针沿其轴向产生单位位移所引起的静态测量力的变化。4测量仪基本参数
4.1触针角度的公称值(弧度或度)应选下列之一1. 05 rad(60°),1. 57 rad(90°)4.2触针角度允许偏差见表1。
触针角度公称值
触针角度最大允许偏差
GB2523—90
1.05(60°)
+0.18(+10°)
0. 09(—5°)
4.3触针针尖半径的公称值(um)应选下列之一:2,5,10
4.4触针针尖半径的允许偏差见表2。表2
触针针尖半径公称值
触针针尖半径殿大充许偏差
4.5静态测量力
rad(°)
+0. 09(+5°)
0.18(-10°)
静态测量力应保证触针与被测表面连续地接触。静态测量力和静态测量力变化率见表3。表3
触针针尖半径公称值,μm
触针静态测量力在触针平均高度上的最大值,N静态测量力变化率的最大值,N/m4.6传感器滑枕对被测表面的压力不超过0.5N。4.7传感器滑枕的表面粗糙度R.不大于0.1um。4.8滑枕的曲率半径p
无论是采用单滑枕还是双滑枕(排列在与传感器运动方向相垂直的直线上的两个滑枕),在平面A-A上的曲率半径(单滑枕)或者平行于A-A的两个平面上的曲率半径(双滑枕)都不得小于截止波长的50倍(见图4)。
4.9长波段的传输特性
GB 2523-90
传感器运动方向
单滑枕
传感器运动方向免费标准bzxz.net
双滑枕
图4滑枕的曲率半径p
长波段的传输特性是由公称传输系数决定的(见表4与图5)。传输系数K由下式求得:
式中:3=V-i,
波长加对应的传输系数等于75%,52
- 50. 5772/A)2
a,mm
AB=0.25 -
GB2523—90
图5传输特性曲线
截止波长
-A = 8. 0
102A,mm
5测量方法
5.1试样
GB 2523-90
5.1.1试样应在能代表整个钢板(带)表面粗糙度状态的位置上截取,一般位于板(带)宽度的二分之一处。或按有关技术条件规定。
5.1.2试样一般为边长(或直径)100mm的正方形(或圆形)。5.1.3试样应平坦、无擦伤、无划痕。试样表面不应有锈斑、污点和任何表面缺陷。5.1.4测量前试样要经丙酮擦洗,并立即测量。5.2测量及结果
5.2.1测量前首先对仪器调零,使各指针处于工作前的位置。5.2.2
测量前用标准块对仪器进行校正。测量值误差不大于5%。5.2.3
试验台应平稳。测量应在干燥、无振动和无腐蚀性气氛的条件下进行。5.2.4
测量时,将试样平放在测量台上。触针行程方向垂直于轧制方向。5.2.5取样长度(或截止波长)和评定长度的确定,根据表面粗糙度参数的范围,按表5和表6确定取样长度和评定长度。
Ra,um
Re、Ry um
小于等于
小于等于
取样长度1
取样长度!
评定长度。
评定长度
每块试样正反两面各测六个位置,并分别取其算术平均值,或按有关技术条件规定。5.2.6
5.2.7对于给定表面粗糙度参数上限或下限表面的测量,应选择具有最大或最小粗糙度的表面区域测量。如有一个实测值超出技术文件的规定值,该表面仍为合格;表面粗糙度参数值取五个测量值的算术平均值。如有一个以上实测值超出技术文件的规定值,则该表面不合格。5.2.8测量应在20±10℃的温度下进行,否则应在试验报告中注明。54
附加说明:
GB2523-90
本标准由中华人民共和国冶金工业部提出。本标准由武汉钢铁公司负责起草。本标准主要起草人何明文、凯军。55
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。


表面粗糙度 测量方法")
表面粗糙度 测量方法")
表面粗糙度 测量方法")
表面粗糙度 测量方法")
表面粗糙度 测量方法")