标准分类号
标准ICS号:机械制造>>焊接、钎焊和低温焊>>25.160.40焊接接头
中标分类号:机械>>加工工艺>>J33焊接与切割
出版信息
出版社:中国标准出版社
页数:3页
标准价格:8.0 元
出版日期:1990-01-01
相关单位信息
首发日期:1981-05-19
复审日期:2004-10-14
起草单位:哈尔滨焊接所
发布部门:国家标准化管理委员会
主管部门:国家标准化管理委员会
标准简介
GB/T 2652-1989 焊缝及熔敷金属拉伸试验方法 GB/T2652-1989
标准内容
中华人民共和国国家标准
焊缝及熔敷金属拉伸试验方法
Methods of tensile tests for weld anddeposlted metal
主题内容及适用范围
GB 2652 -89
代替GB2652—81此内容来自标准下载网
本标准规定了金属材料焊缝及熔金属的拉伸试验方法,以测定其拉伸强度和塑性。本标准适用于来用焊条或填充焊丝的熔化焊接。2引用标准
GB2649焊接接头机械性能试验取样方祛GB228金属拉伸试验方法
GB4338金属高温拉伸试验方法
3样坏的截取
样坏截取方位、方法、数慢及有关事项按GB2649的规定。试样及其制备
4.1样坏端部经机械切削或砂轮打磨后,用腐蚀剂显示焊缝位置并标定试样中心。保证试样的纵轴与焊缝的轴线吻合。
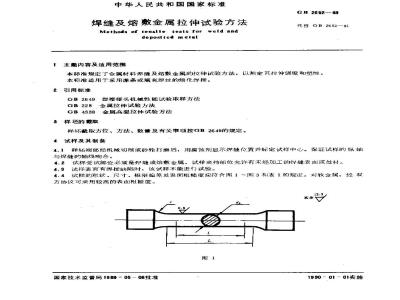
4.2试样受试部位必须是焊缝或熔敷金属,试样夹持部位允许有末经加工的炉缝表面或母材。4.3试样表面有焊接缺陷时,该试样不能进行试验。4.4试样的形状.尺寸、极限偏差及表面粗糙度应符合图1~图3和表1的规定。对软金属,经双方协议可采用较高的表面粗糙度0.
国家技术监督局1989-05—08批准1990 - 01 - 01实施
3 ± 0.05
r(min)
单双肩
GB 2652—89
注:试样直径d。在!长度内的被动(最大值与最小值)不得超过:d。<5为0.01mm,5≤d。10为0.02mmd=10X0.mm。
②试样头部尺寸根据试验机夹具结构而定。5试验及结果记录
5.1试验中所涉及的试样尺寸的测量、试验设备、试验条件,性能测定和测定性能数值的修约等有关事项,应符合GB228的规定。
高温拉伸试验应符合GB4338的规定。5.2应根据相应的标准或产品技术条件对试验结果进行评。试验报告应记录下列内容:
得的各项性能数值
样的型
试验温度;
试样新口上发现的缺陷种类。
本标准由机械电子工业部提出。GB 2652-89
本标准由祝被电子工业部哈尔滨接研究所归口。本标准由机械电子工业部哈尔滨辉接研究所和黑龙江进出口商检局负责起草3
本标准起草人汪宛、唐守礼、部松茂。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。