基本信息
标准号:
GB/T 8739-1988
中文名称:铸造青铜锭
标准类别:国家标准(GB)
英文名称: Cast bronze ingots
标准状态:已作废
发布日期:1988-02-25
实施日期:1989-02-01
作废日期:2007-09-29
出版语种:简体中文
下载格式:.rar.pdf
下载大小:110.93 KB
相关标签:
铸造
青铜
标准分类号
标准ICS号:冶金>>有色金属>>77.120.30铜和铜合金
中标分类号:冶金>>有色金属及其合金产品>>H62重金属及其合金
相关单位信息
复审日期:2004-10-14
起草单位:南京铁合金厂
发布部门:国家标准局
主管部门:中国有色金属工业协会
标准简介
本标准适用于制造铜合金铸件用的铸造青铜锭。 GB/T 8739-1988 铸造青铜锭 GB/T8739-1988
标准内容
中华人民共和国国家标准
铸造青铜锭
Bronze ingots for casting
本标准适用于制造铜合金铸件用的铸造青铜锭,1技术要求
铸锭的牌号和化学成分应符合表中规定,1.1
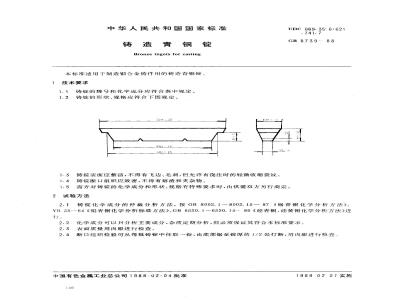
1.2铸锭的形状、规格应符合下图规定。1.3铸锭表面应整洁,不得有飞边、毛刺,但允许有浇注时的轻微收缩裂纹。1.4铸锭断口组织应致密,不得有熔渣和夹杂物。UDC 669. 35' 6:621
.741.7
GB8739 -88
1.5需方对铸锭的化学成分和形状、规格有特殊要求时,由供需双方另行商定。2试验方法
铸锭化学成分的仲裁分析方法,按GB8002.1~8002.15-—87《锡青铜化学分析方法》、2.1
YB55--64《铝青铜化学分析标准方法》.GB6520.16520.14-86《硅青铜、硅黄铜化学分析方法》进行
化学成分可以只分析主要成分,杂质定期分析,但必须保证其符合本标准要求。2.2
2.3表面质量用肉眼进行检查,
2.4,断口组织检验可从每批铸锭中任取一锭,由底部锯至锭厚的1/2处打断,用肉眼进行检查,中国有色金属工业总公司1988-02-04批准146
79890201实施
ZQSnD3-8-6-1
ZQSnD3-11-4
ZQSnD5-5-5
ZQSnD6-6-3
ZQSnD10-1
ZQSnD10-2
ZQSnD10-5
ZQPbD10-10
ZQPbD15-8
ZQPbD17-4-4
ZQPD20-5
ZQPbD30
ZQAID9-2
ZQAID9-4-4-2
ZQAID10-2
ZQAID9-4
ZQAID10-3-2
ZQMnD12-8-3
ZQMnD12-8-3-2
GB 8739
注:抗磁用的青铜,铁含量不超过0.05%。Pb
要成分
铸造青铜链
化学成分表
分,%
杂质,
不大于
10.010.25
GB 8739 --- 88
主要用途
1海水工作条件下的配件,压力不人于2.5MPa的阀门海水、淡水、蒸汽中,压力不大于2.5MPa的管配件0.250.010.10
在较高负荷和中等滑动速度下工作的耐磨、耐蚀零件0.2
摩擦条件下工作的零件,如衬套、轴瓦等0. 100. 010. 080. 05|0. 05|0. 02|0. 05高负荷和高滑动速度下工作的耐磨零件1.30.03
0.200. 400. 10
0. 30. 02
0. 010. 200. 2
0. 01|0. 15
复杂成型铸件、管配件及阀、泵体、齿轮、蜗轮等0.30.01/0.10
0. 5010. 010. 10
0. 50. 010.1
结构材料,耐蚀、耐酸的配件及破碎机衬黛、轴瓦汽车及其他重载荷的零件,表面压力高、义存在侧证力的滑动轴承
耐酸配件,高压工作的零件
0.30.020.05高滑动速度的轴承和般耐磨件等10.210.750.010.1
0. 010. 15
高滑动速度的轴承,抗蚀零件,负荷达10MPa的零件,负荷达70MPa的活塞销套此内容来自标准下载网
高滑动速度的双金属轴瓦及减磨件0.050.20
0. 05/0. 10
形状简单的大型铸件及在250(以冠蚀、耐繁件。
下工作的管配件和要求气密性高的铸件的零件耐蚀、高度铸件,谢磨和400C以下工作的零件轮缘、轴套、齿轮、阀座、压下螺母等高强度、耐磨、耐蚀零件及250℃以下T.作管配件高强度、耐磨、耐蚀的零件及耐热管配件等重型机械用的轴套及高强度的耐磨、耐压零件高强度耐蚀铸件及耐压、耐磨零件3检验规则
3.1检查和验收
GB8739.88
3.1.1铸锭由供方技术监督部门进行检验,保证产品质量符合本标准要求,并填写质量证明择3.1.2需方可对收到的产品进行检验,如检验结果不符合本标准规定时,应在收到产品之日起的三个月内向供方提出,由供需双方协商解决。如需仲裁时,由供需双方在需方共同取样。3.1.3铸锭的表面质量不符合本标推第1.3条规定时,则该锭为不合格。3.2红批
产品应成批提交验收,每批应由同·一炉号组成。经供需双方商定,也可由多炉组成。3.3取样规则
仲裁分析用试样,从该批铸锭中任取一锭,在其表面沿对角线钻三点取得,-点居中,另两点在距端点100mm处。钻孔深度为锭厚的2/3。钻屑混勾。3.4重复试验
化学成分和断口组织检验结果,不符合本标准规定时,则在该批产品中对不符合本标准规定的项国取双倍试样复验,复验后仍有一个结果不符合本标推规定时,则该批产品为不合格。标志、包装、运输、贮存和质量证明书4
每块铸锭上应标注牌号、炉号。铸锭散装供货。经供需双方商定,也可打捆包装。铸锭按牌号堆放及运输,不得混号。铸锭出厂均应附质量证明书,其上注明:供方名称或代号;
产品名称、牌号及注册商标;
化学成分分析结果及技术监督部门印记;批或炉号;
每批或炉重量;
本标准编号:
产品出厂口期。
附加说明:
本标淮由南京铁合金负责起草。本标准主要起草人李恭琴。
自本标准实施之日起,原冶金工业部部标准YB784-75《铸造青铜锭》作废1
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。





