基本信息
标准号:
GB/T 9205-1988
中文名称:镶片齿轮滚刀
标准类别:国家标准(GB)
英文名称: Segmented gear hobs
标准状态:已作废
发布日期:1988-05-12
实施日期:1989-01-01
作废日期:2005-12-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:144.15 KB
相关标签:
齿轮
滚刀
标准分类号
标准ICS号:机械制造>>切削工具>>25.100.30钻头、锪钻、铰刀
中标分类号:机械>>工艺装备>>J41刀具
相关单位信息
复审日期:2004-10-14
起草单位:成都工具研究所
标准简介
GB/T 9205-1988 镶片齿轮滚刀 GB/T9205-1988
标准内容
中华人民共和国国家标准
镶片齿轮滚刀
Insterted blade gear hobs
UDC 621.9.02
GB 9205-8B
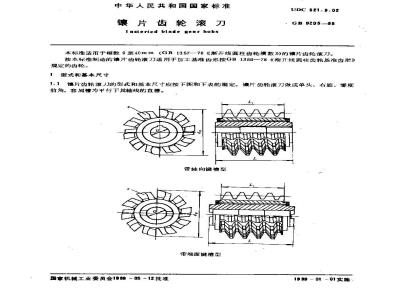
本标准适用于模数9至40mm(GB1357—78《渐开线圆柱齿轮模数》的镶片齿轮滚刀。按本标准制造的镶片齿轮滚刀适用于加工基准齿形按GB1356一78《渐开线圆柱齿轮基准齿形》规定的齿轮。
1型式和基本尺寸
1.1镶片齿轮漆刀的型式和基本尺寸应按下图和下表的规定。镶片齿轮滚刀做成单头、右旋、零度前角,容屑槽为平行于其轴线的直槽。带轴向键槽型
带端面键槽型
国家机械工业委员会19B8-05-12批准198-0F-01实施
第 1 系列 第 2 系列
GB9205—88
带轴向键槽型
注:滚刀轴台直径由工具厂自行决定,其尺寸应尽可能取得大一些。②按用产要求,滚力可做成左旋。215
带端面键槽型
1.2本标准所规定的键片齿轮滚刀是由刀体、刀片、刀楔、固定环等零件组成,各零件的尺寸由工具厂自行决定。经装配后的锁片齿轮刀,其配合面应紧密配合。2技术要求
本标准规定的镶片齿轮滚刀,其精度等级、技术要求和性能试验除下列规定外均按GB6084一85《齿轮漆刀通用技术条件》。
2.1镶片齿轮滚刀齿形的检验应采用渐开线基本蜗杆。2.2镶片齿轮滚刀刀体及固定环的热处理硬度规定如下;刀体的内孔和端面需经表面率火,其硬度不低于HRC45。固定环的热处理硬度不低于HRC30。2.3试验后的镶片齿轮滚刀,其刀片及固定环不得有松动现象。标志与包装
GB 9205-88
8.1键片齿轮滚刀端面上应标志:制造厂商标、模数、基雄齿形角、凌刀分圆柱上的螺旋升角、螺旋方向(右旋不标)、铲背量、精度等级、材料(普通高速钢不标)、生产许可证编号、制造年份。8.2凌刀在包装前应经防锈处理,包装必须牢固,并能防止运输过程的损伤。轴向键槽尺寸
基本尺寸
A2端面键尺寸
基本尺寸
GE 920688
附录A
镶片齿轮滚刀的轴向链槽和端面键槽尺寸(补充件)
极限瑞养
基本尺寸
极限偏差
基本尺寸
极限偏差
基本尺寸下载标准就来标准下载网
基本尺寸
极限偏差
GB 9205-BB
基本尺寸
极限偏差
基本尺寸
极限偏差
第1系列
第2系列
GB 9205—8B
附录B
镶片齿轮滚刀的计算尺寸
(参考件)
211,38
计算尺寸
6“23
7°19'
第1系列
第2系列
GBB205—BB
附录C
片齿轮滚刀的轴向齿形尺寸
(参考件)
轴向齿
20°01'45”
20°02'06
20°02°28\
20°02'52
20\03'29\
20°0352”
20°04'13
20°04'59*
20°04'38*
20°05'25
20°06°11\
20°06'52*
20°08'34*
20°07'49*
20\09'04\
h rn = 2. 45 t
ri= r2= 0, 3m
-模数)
14,160
39-463
本标准由全国刀具标化技术委员会提出!本标准由国家机核楼委成都工具研究所归口。本标准由国家机械委成都工具研究所负责起草
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。






