QB/T 5454-2019
基本信息
标准号: QB/T 5454-2019
中文名称:糠醛蒸馏塔
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:6404566
相关标签: 糠醛
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5454-2019.Furfural distillation column.
6.2受压元件的检测
6.2. 1受压 元件的无损检测
产品受压元件的无损检测按GB/T 150.4 - 2011和NB/T 47013的有关规定进行。
6.2.2受压 元件的水压试验
对产品受压元件进行水压试验时,将塔内充满洁净的水(对奥氏体不锈钢制塔体,应控制水中氯离子含量不应超过25 mg/L),在塔体顶部应设排气口,充液时应将塔内的空气排净。应保持塔体观察表面的干燥。水温不低于5 C,待塔体壁温与水温相同时,缓慢升压,达到试验压力后,保压时间不少于15 min.然后将压力降至规定值的80%,保压30 min,对塔体所有焊接接头和连接部位进行检查。
6.3非受压元件的渗漏试验
按NB/T 47003.1的有关规定,将受检焊接接头的- -面涂以白粉浆,晾干后在焊接接头另一面涂以煤油,使表面获得足够的浸润,经0.5h后,以白粉上没有油渍为合格。
6.4其他制造要求的检测
5.5.3按JB/T 4711的规定进行检验; 5.5.4 按HGT 20584- 2011 中12.1 的规定进行检验;其他制造要求,采用目测法、内(外)样板、直尺检查或其他常规方法进行检验。
6.5塔体水压试验
6.5.1在塔体总装完毕后, 应按GB/T 150.1- -2011中4.6.2的规定确定试验压力、进行水压试验。检查各塔节法兰密封面应无渗漏。
6.5.2试验方法、 步骤如下:
a)试验塔体内的气体 应当排净并充满液体,试验过程中应保持塔体观察表面的干燥:
b)当试验塔壳体金属温度与试验液体温度接近时,方可缓慢升压至设计压力,确认无泄漏后继续升压至规定的试验压力,保压时间一般不小于30 min;然后降至设计压力,保压足够时间进行检查,检查期间压力应保持不变:
c)液压试验完毕后, 应将液体排净并用压缩空气将内部吹干。
6.5.3试验过程中, 各塔节法兰、接管法兰、人(手)孔法兰密封面及其他临时密封装置应无渗漏,无可见的变形和异常声响。
6.6塔节法兰端面平行度、 轴线对水平面的垂直度及筒体对接后的直线度、焊缝错边量的测量
6.6.1塔节法兰端面平行度的测量采用指示器测量法、水平仪测量法、数据采集仪(连接百分表测量)法、数据处理法(包括图解和计算)和三坐标测量法等。
6.6.2轴线对水平面的垂 直度的测量采用重力法、经纬仪法、垂直度测量仪法和三坐标测量法等。
6.6.3简体对接后 的直线度的测量采用直尺法、重力法、直线法、三坐标测量法和光学准直仪法等。
6.6.4简体板材对接时的纵缝、简体与简体对接时的环缝和简体与封头对接时的环缝错边量采用直尺测量。
6.6.5所有测量仪 器的测量精度不应低于0.02 mm/m.
6.2受压元件的检测
6.2. 1受压 元件的无损检测
产品受压元件的无损检测按GB/T 150.4 - 2011和NB/T 47013的有关规定进行。
6.2.2受压 元件的水压试验
对产品受压元件进行水压试验时,将塔内充满洁净的水(对奥氏体不锈钢制塔体,应控制水中氯离子含量不应超过25 mg/L),在塔体顶部应设排气口,充液时应将塔内的空气排净。应保持塔体观察表面的干燥。水温不低于5 C,待塔体壁温与水温相同时,缓慢升压,达到试验压力后,保压时间不少于15 min.然后将压力降至规定值的80%,保压30 min,对塔体所有焊接接头和连接部位进行检查。
6.3非受压元件的渗漏试验
按NB/T 47003.1的有关规定,将受检焊接接头的- -面涂以白粉浆,晾干后在焊接接头另一面涂以煤油,使表面获得足够的浸润,经0.5h后,以白粉上没有油渍为合格。
6.4其他制造要求的检测
5.5.3按JB/T 4711的规定进行检验; 5.5.4 按HGT 20584- 2011 中12.1 的规定进行检验;其他制造要求,采用目测法、内(外)样板、直尺检查或其他常规方法进行检验。
6.5塔体水压试验
6.5.1在塔体总装完毕后, 应按GB/T 150.1- -2011中4.6.2的规定确定试验压力、进行水压试验。检查各塔节法兰密封面应无渗漏。
6.5.2试验方法、 步骤如下:
a)试验塔体内的气体 应当排净并充满液体,试验过程中应保持塔体观察表面的干燥:
b)当试验塔壳体金属温度与试验液体温度接近时,方可缓慢升压至设计压力,确认无泄漏后继续升压至规定的试验压力,保压时间一般不小于30 min;然后降至设计压力,保压足够时间进行检查,检查期间压力应保持不变:
c)液压试验完毕后, 应将液体排净并用压缩空气将内部吹干。
6.5.3试验过程中, 各塔节法兰、接管法兰、人(手)孔法兰密封面及其他临时密封装置应无渗漏,无可见的变形和异常声响。
6.6塔节法兰端面平行度、 轴线对水平面的垂直度及筒体对接后的直线度、焊缝错边量的测量
6.6.1塔节法兰端面平行度的测量采用指示器测量法、水平仪测量法、数据采集仪(连接百分表测量)法、数据处理法(包括图解和计算)和三坐标测量法等。
6.6.2轴线对水平面的垂 直度的测量采用重力法、经纬仪法、垂直度测量仪法和三坐标测量法等。
6.6.3简体对接后 的直线度的测量采用直尺法、重力法、直线法、三坐标测量法和光学准直仪法等。
6.6.4简体板材对接时的纵缝、简体与简体对接时的环缝和简体与封头对接时的环缝错边量采用直尺测量。
6.6.5所有测量仪 器的测量精度不应低于0.02 mm/m.
标准图片预览
标准内容
ICS67.260
分类号:Y99
中华人民共和国轻工行业标准
QB/T5454-2019
糠醛蒸馏塔
Furfuraldistillationcolumn
2019-12-24发布
中华人民共和国工业和信息化部-rrKaeerKca-
2020-07-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5454-2019
本标准由全国轻工机械标准化技术委员会制酒饮料机械分技术委员会(SAC/TC101/SC2)归口。本标准起草单位:肥城金塔机械有限公司、广州机械设计研究所、肥城金塔机械科技有限公司、肥城金塔酒精化工设备有限公司、肥城金威机械有限公司、郑州轻工业大学、国家轻工业制酒饮料制糖玻璃机械质量监督检测中心。
本标准主要起草人:张继生、孟华、张立涛、宋建华、陈泽恒、田淑侠、胡晓利、孙建、孟国栋、鹿伟、赵守合、车吉强、马毅、王坤、宋晨、刘伟、侯俊剑、何强、陈敏英。本标准为首次发布。
KaeerkAca-
1范围
糠醛蒸馏塔
QB/T5454-2019
本标准规定了糠醛蒸馏塔的术语和定义、分类与型号命名、要求、试验方法、检验规则及标志、运输、包装和贮存。
本标准适用于以玉米芯、花生壳、棉籽壳、燕麦壳、甘蔗渣等为原料生产工业糠醛的塔类设备(以下简称“产品”)。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T150.1-2011压力容器第1部分:通用要求GB/T150.4一2011压力容器第4部分:制造、检验和验收GB/T1184形状和位置公差未注公差值GB/T1804
一般公差未注公差的线性和角度尺寸的公差GB/T1926.1
工业糖醛
GB2894
安全标志及其导用规则
GB/T4053(所有部分)
GB/T13306
固定式钢梯及平台安全要求
HG/T20584-2011钢制化工容器制造技术要求JB/T1118F1型浮阀
JB/T4711压力容器涂敷与运输包装钢制焊接常压容器
NB/T47003.1
NB/T47013(所有部分)
3术语和定义
承压设备无损检测
下列术语和定义适用于本文件。3.1
糠醛2-furaldehyde
由戊聚糖在酸的作用下水解生成戊糖,再由戊糖脱水环化而成的物质。3.2
水解汽steamcondensate
玉米芯等原料经过粉碎、拌酸等工序后,进入水解锅,在一定温度、压力下进行水解,产生的气体。3.3
rawfurfural
从粗馏塔顶蒸出的气体经冷凝后而成的液体,又称毛醛。4分类与型号命名
4.1分类
4.1.1品种类型
按功能分为:
rrKaeerKca-
QB/T5454—2019
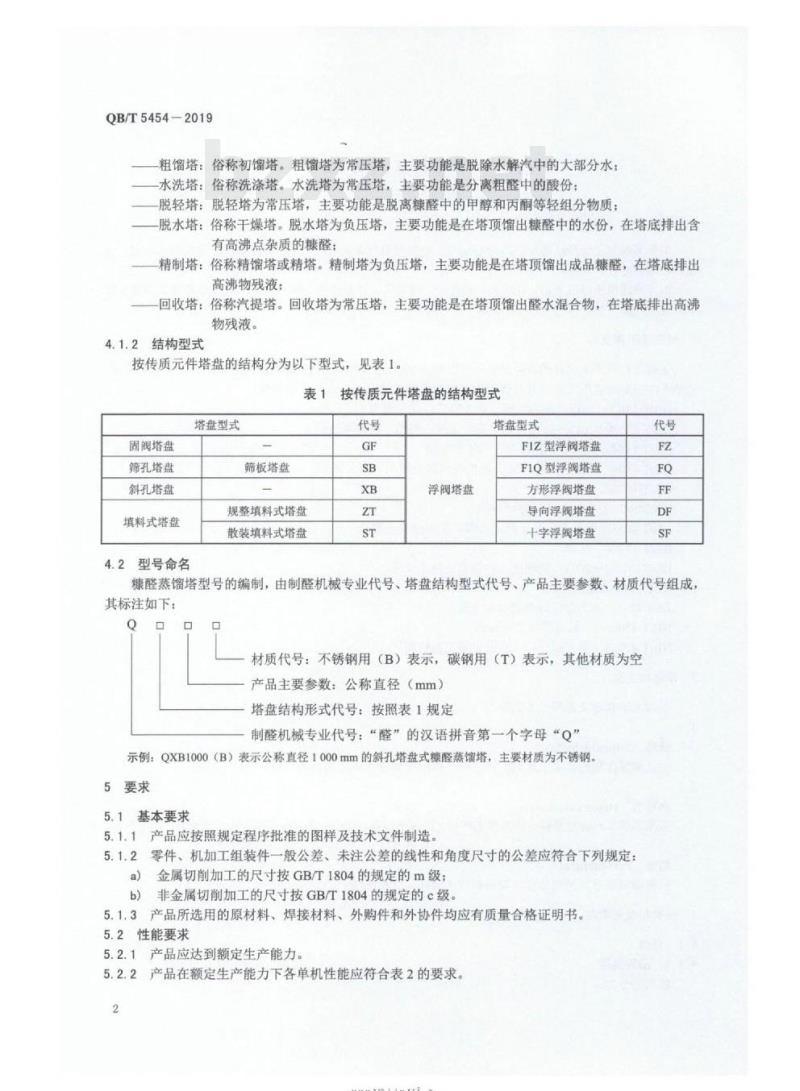
粗馏塔:俗称初馏塔。粗馏塔为常压塔,主要功能是脱除水解汽中的大部分水;水洗塔:俗称洗涤塔。水洗塔为常压塔,主要功能是分离粗醛中的酸份:脱轻塔:脱轻塔为常压塔,主要功能是脱离糠醛中的甲醇和丙酮等轻组分物质:脱水塔:俗称干燥塔。脱水塔为负压塔,主要功能是在塔顶馏出糠醛中的水份,在塔底排出含有高沸点杂质的糠醛
精制塔:俗称精馏塔或精塔。精制塔为负压塔,主要功能是在塔顶馏出成品糠醛,在塔底排出高沸物残液:
回收塔:俗称汽提塔。回收塔为常压塔,主要功能是在塔顶馏出醛水混合物,在塔底排出高沸物残液。
4.1.2结构型式
按传质元件塔盘的结构分为以下型式,见表1。表1按传质元件塔盘的结构型式
塔盘型式
固阀塔盘
筛孔塔盘
斜孔塔盘
填料式塔盘
4.2型号命名
筛板塔盘
规整填料式塔盘
散装填料式塔盘
浮阀塔盘
塔盘型式
F1Z型浮阀塔盘
F1Q型浮阀塔盘
方形浮阀塔盘
导向浮阀塔盘
十字浮阀塔盘
糠醛蒸馏塔型号的编制,由制醛机械专业代号、塔盘结构型式代号、产品主要参数、材质代号组成,其标注如下:
材质代号:不锈钢用(B)表示,碳钢用(T)表示,其他材质为空产品主要参数:公称直径(mm)塔盘结构形式代号:按照表1规定制醛机械专业代号:“醛”的汉语拼音第一个字母“Q”示例:QXB1000(B)表示公称直径1000mm的斜孔塔盘式糠醛蒸馏塔,主要材质为不锈钢。5要求
5.1基本要求
5.1.1产品应按照规定程序批准的图样及技术文件制造。5.1.2零件、机加工组装件一般公差、未注公差的线性和角度尺寸的公差应符合下列规定a)金属切削加工的尺寸按GB/T1804的规定的m级;b)非金属切削加工的尺寸按GB/T1804的规定的c级5.1.3产品所选用的原材料、焊接材料、外购件和外协件均应有质量合格证明书。5.2性能要求
5.2.1产品应达到额定生产能力。5.2.2产品在额定生产能力下各单机性能应符合表2的要求。2
-rrKaeerKca-
最大生产能力
糖醛浓度/(%)
(质量分数)
粗增塔
表2产品的单机性能
水洗塔
脱轻塔
脱水塔
调定生产
5.2.3产品以组合形式生产的糖能质量应符合表3
的要求
是合形式
粗馅塔、
粗馄塔、水洗
粗馏塔、
水洗塔、
脱水塔
脱经势
清制塔
搭、精制地
糖醛质量要求
悦水塔、粮
量制塔
粗馏塔、水洗塔、脱轻
空落、脱水塔、精
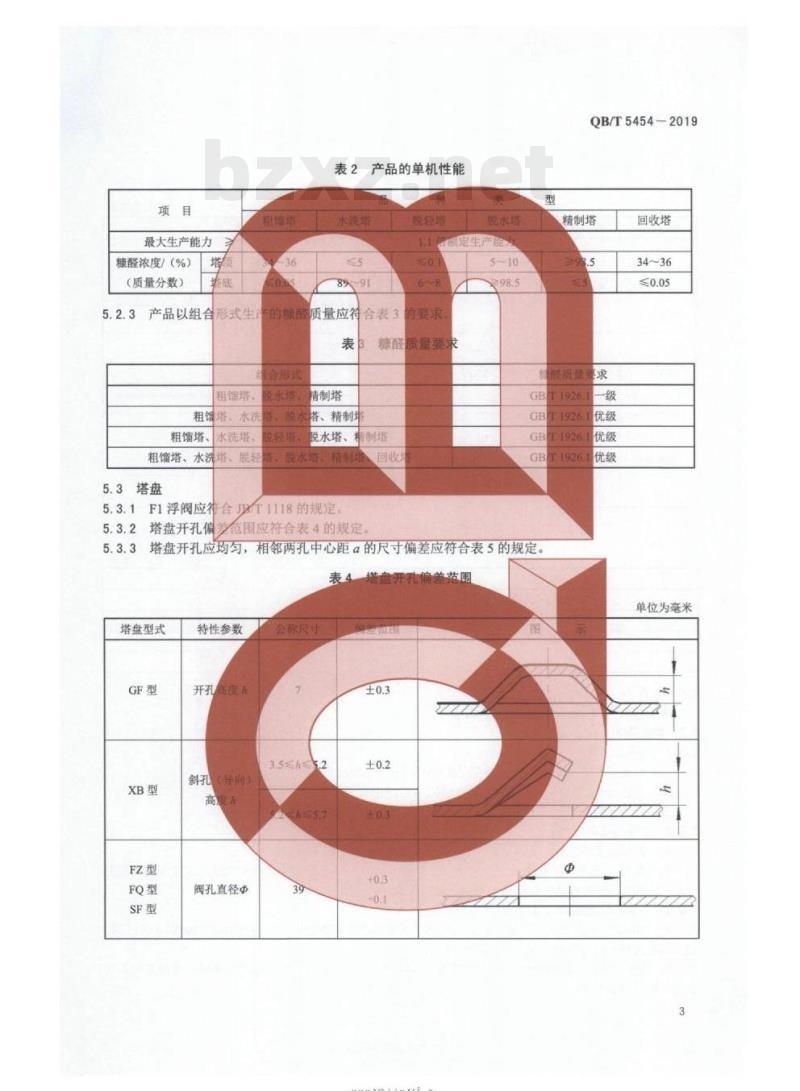
5.3塔盘
5.3.1F1浮阀应符合J1118的规定。5.3.2塔盘开孔偏范围应符合表4的规定回收
QB/T5454—2019
精制塔
健质量费
GBT1926
GBT19261
GBT1926
GBT1926.1
5.3.3塔盘开孔应均匀,相邻两孔中心距a的尺寸偏差应符合表5的规定。带围
塔盘型式
特性参数
阀孔直径Φ
公榜尺寸
-KaeerKAca-
回收塔
单位为毫米
QB/T5454-2019此内容来自标准下载网
塔盘型式
特性参婴
阀孔边长L
阀托长度么
阀托直径业
公称尺
表4(续)
表5,相邻两孔中心距a的尺寸偏差公称尺寸
5.4塔节
塔节制造应符
5.5制造要求
合表6和表7的规定。
应符合
受压元件
受压元件
受压元件
受压元件制
非受压元件应
检验及
女应按GB/T150.4-2011的有
美规定费
NB/T47013的有关规定行:
披GB15042011中14.9的规定进行水压试验产品非受压元件的制造、检验按R/T47003.1的有
规定执行:
单位为毫米
单位为毫米
非受压元件的所有焊度接头应进行煤油渗武验,抽查长度应不少于每条焊接接头总长度的20%,所有被抽查焊接接头不应有渗漏现象产品的涂敷按JB/T4711的有关规定执行。5.5.4有防腐要求的不锈钢及复合钢板制塔体的表面或设备内件的表面,应按HG/T20584一2011中12.1的有关规定进行酸洗、钝化及清洗处理。5.5.5简体板材对接时的纵缝、筒体与筒体对接时的环缝和筒体与封头对接时的环缝,错边量应不大于筒简体壁厚的1/4
rrKaeerKAca-
QB/T5454—2019
5.5.6在焊接接头环向、轴向形成的棱角E,宜分别用弦长等于D/6且不小于300mm的内样板(或外样板)和直尺检查(见图1、图2、图3和图4),其E值应不大于(0.18+2)mm,且不大于4mm。注:D为筒体内直径长度,&为筒体钢材厚度。5.5.7简体对接后的直线度应不大于筒体高度h的0.1%。表6塔节尺寸偏差范围
溢流管宽度
溢流堰高度
塔节端面法兰平
行度及对塔节筒
体的垂直度
塔盘板面对塔节
端面法兰平行度
公称尺寸
DN≤1000
10001600DN≤1000
10001600公称尺寸
DN≤3000
DN≤1.000
10001600偏差范围
表7塔节形位公差要求
公差值
GB/T1184
rrKaeerKAca-
单位为毫米
单位为毫米
QB/T5454-2019
溢流堰顶面对塔
盘板面上平面的
平行度
5.6总装
公称尺寸
DN≤10.00
10001600D/6.且不小于300mm
表7(续)
公差值
5.6.1塔节法兰端面水平度不大于0.2D/1000。注:D为塔体公称直径,单位为毫米(mm)图
2/6.且不大于300mm
5.6.2塔体总体装配后,其轴线对水平面的垂直度不大于@(H/1000),且不应大于15mm。注:H为塔体总高度,单位为毫米(mm)5.6.3在塔体总装完毕后,应按GB/T150.4一2011中11.4.9的规定进行水压试验,简体法兰密封面及其他装配件连接部位应无渗漏。6
-rKaeerKca-
QB/T5454-2019
5.7安全要求
5.7.1产品应有清晰醒目的防烫标识,防火标识等安全警示标志,安全标志应符合GB2894的规定。5.7.2产品若需设置钢直梯、钢斜梯、防护栏杆及钢平台,应符合GB4053.1、GB4053.2、GB4053.3的规定。
6试验方法
6.1性能试验
6.1.1产品整机性能试验应在用户单位现场进行。试验条件应符合表8的规定。
表8试验条件
粗馏塔
水洗塔
脱轻塔
脱水塔
精制塔
回收塔
进料介质
糠醛4%~6%、低沸物
(甲醇、丙酮、醋酸、甲
酸、乙醛)5%~13%,
其余为水分
下部:粗醛,含醛约90%
中下部:一次水上水,
醛水比:1:(12~1.5)
水醛液(含醛6%~8%),
低沸物(1%左右)
含有高沸物的糠醛
高沸物残液
试验条件
物料进塔温度
110~120
注:本表数据基于测试地区海拔高度不超过1000m。试验方法、步骤如下:
塔釜(表压)
-90~-85
塔釜温度
104~106
100~105
110~120
110~130
104~106
塔顶(表压)
90~-85
-95~-90
塔顶温度
开机运行稳定后,控制糠醛产量在额定生产能力下。每0.5h取样1次,连续试验不少于3h;逐渐加大进料量至额定生产能力的1.1倍,每0.5h取样1次,连续试验不少于3h;逐渐减少进料量,至额定生产能力的60%。每0.5h取样1次,连续试验不少于3h;每次取样后,按GB/T1926.1的技术要求和试验方法进行测定。生产能力按公式(1)计算。
式中:
生产能力,单位为吨每天(t/d)【折合98.5%(质量分数)醛]:试验时间糠醛产量,单位为吨(t):试验时间,单位为小时(h)。
rrKaeerKAca-
QB/T5454-—2019
6.2受压元件的检测
6.2.1受压元件的无损检测
产品受压元件的无损检测按GB/T150.4一2011和NB/T47013的有关规定进行。6.2.2受压元件的水压试验
对产品受压元件进行水压试验时,将塔内充满洁净的水(对奥氏体不锈钢制塔体,应控制水中氯离子含量不应超过25mg/L),在塔体顶部应设排气口,充液时应将塔内的空气排净。应保持塔体观察表面的干燥。水温不低于5℃,待塔体壁温与水温相同时,缓慢升压,达到试验压力后,保压时间不少于15min。然后将压力降至规定值的80%,保压30min,对塔体所有焊接接头和连接部位进行检查。6.3非受压元件的渗漏试验
按NB/T47003.1的有关规定,将受检焊接接头的一面涂以白粉浆,晾干后在焊接接头另一面涂以煤油,使表面获得足够的浸润,经0.5h后,以白粉上没有油渍为合格。6.4其他制造要求的检测
5.5.3按JB/T4711的规定进行检验;5.5.4按HG/T20584-2011中12.1的规定进行检验;其他制造要求,采用目测法、内(外)样板、直尺检查或其他常规方法进行检验。6.5塔体水压试验
6.5.1在塔体总装完毕后,应按GB/T150.1一2011中4.6.2的规定确定试验压力、进行水压试验。检查各塔节法兰密封面应无渗漏。6.5.2试验方法、步骤如下:
试验塔体内的气体应当排净并充满液体,试验过程中应保持塔体观察表面的干燥:a)
当试验塔壳体金属温度与试验液体温度接近时,方可缓慢升压至设计压力,确认无泄漏后继续b)
升压至规定的试验压力,保压时间一般不小于30min;然后降至设计压力,保压足够时间进行检查,检查期间压力应保持不变;c)液压试验完毕后,应将液体排净并用压缩空气将内部吹干。6.5.3试验过程中,各塔节法兰、接管法兰、人(手)孔法兰密封面及其他临时密封装置应无渗漏:无可见的变形和异常声响。
6.6塔节法兰端面平行度、轴线对水平面的垂直度及筒体对接后的直线度、焊缝错边量的测量6.6.1塔节法兰端面平行度的测量采用指示器测量法、水平仪测量法、数据采集仪(连接百分表测量)法、数据处理法(包括图解和计算)和三坐标测量法等。6.6.2轴线对水平面的垂直度的测量采用重力法、经纬仪法、垂直度测量仪法和三坐标测量法等。6.6.3简体对接后的直线度的测量采用直尺法、重力法、直线法、三坐标测量法和光学准直仪法等。6.6.4筒体板材对接时的纵缝、简体与简体对接时的环缝和筒体与封头对接时的环缝错边量采用直尺测量。
6.6.5所有测量仪器的测量精度不应低于0.02mm/m。检验规则
7.1出厂检验
7.1.1出厂检验项目按5.3、5.4、5.5.1~5.5.4、5.7的规定进行,塔节部分每台产品抽取2节逐项进行检验。
7.1.2出厂检验的全部项目合格即为产品出厂检验合格。7.1.3产品应经制造厂质量检验部门检验合格并附有产品合格证方可出厂7.2型式检验
7.2.1有下列情况之一时,应进行型式检验:8
rrKaeerkca-
新产品或老产品转厂生产的试制定型鉴定;a)
正常生产的产品每2年进行1次:b)
国家质量监督机构提出进行型式检验要求时:用户对产品质量提出重大意见时。d
QB/T5454-2019
7.2.2型式检验项目按5.1~5.7的规定进行,其中5.2、5.5.5、5.5.6、5.5.7、5.6.3、5.7在用户厂进行。7.2.3型式检验的产品应在出厂前检验合格的同一批产品中抽取,按5.6.1、5.6.2要求进行检验。批量大于5台者,抽样两台;批量不大于5台时,抽样1台。7.2.4型式检验的全部项目合格即为型式检验合格。若有不合格项,应重新抽检,若仍不合格,则判定产品型式检验不合格。
8标志、运输包装和购存
8.1标志
8.1.1产品应在基础塔节的正前方固定产品标牌,标牌应符合GB/T13306的规定,内容包括:a)制造厂名;
b)产品名称;
产品型号规格:
产品制造编号:
产品制造日期:
产品重量。
压力容器产品还应包括以下内容:a)
设计压力:
最高工作压力;
设计温度:
最高工作温度;
产品类别:
物料介质;
产品标准:
制造许可证编号。
产品包装标志应符合JB/T4711的规定。8.1.2
8.2运输包装
产品的运输包装质量应符合JB/T4711的规定。随机技术文件应用塑料袋包装,内容包括:8.2.2
产品合格证:
产品使用说明书;
总装图;
安装基础图:
质量证明书;
必要的易损件图样:
装箱单。
8.3购存
产品应存放在通风、干燥、防雨雪的场所。产品安装前存放超6个月应开箱检查,必要时应重新去锈、防腐、油漆、包装。
-rKaeerKca-
QB/T5454—2019
-rKaeerKca-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y99
中华人民共和国轻工行业标准
QB/T5454-2019
糠醛蒸馏塔
Furfuraldistillationcolumn
2019-12-24发布
中华人民共和国工业和信息化部-rrKaeerKca-
2020-07-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5454-2019
本标准由全国轻工机械标准化技术委员会制酒饮料机械分技术委员会(SAC/TC101/SC2)归口。本标准起草单位:肥城金塔机械有限公司、广州机械设计研究所、肥城金塔机械科技有限公司、肥城金塔酒精化工设备有限公司、肥城金威机械有限公司、郑州轻工业大学、国家轻工业制酒饮料制糖玻璃机械质量监督检测中心。
本标准主要起草人:张继生、孟华、张立涛、宋建华、陈泽恒、田淑侠、胡晓利、孙建、孟国栋、鹿伟、赵守合、车吉强、马毅、王坤、宋晨、刘伟、侯俊剑、何强、陈敏英。本标准为首次发布。
KaeerkAca-
1范围
糠醛蒸馏塔
QB/T5454-2019
本标准规定了糠醛蒸馏塔的术语和定义、分类与型号命名、要求、试验方法、检验规则及标志、运输、包装和贮存。
本标准适用于以玉米芯、花生壳、棉籽壳、燕麦壳、甘蔗渣等为原料生产工业糠醛的塔类设备(以下简称“产品”)。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T150.1-2011压力容器第1部分:通用要求GB/T150.4一2011压力容器第4部分:制造、检验和验收GB/T1184形状和位置公差未注公差值GB/T1804
一般公差未注公差的线性和角度尺寸的公差GB/T1926.1
工业糖醛
GB2894
安全标志及其导用规则
GB/T4053(所有部分)
GB/T13306
固定式钢梯及平台安全要求
HG/T20584-2011钢制化工容器制造技术要求JB/T1118F1型浮阀
JB/T4711压力容器涂敷与运输包装钢制焊接常压容器
NB/T47003.1
NB/T47013(所有部分)
3术语和定义
承压设备无损检测
下列术语和定义适用于本文件。3.1
糠醛2-furaldehyde
由戊聚糖在酸的作用下水解生成戊糖,再由戊糖脱水环化而成的物质。3.2
水解汽steamcondensate
玉米芯等原料经过粉碎、拌酸等工序后,进入水解锅,在一定温度、压力下进行水解,产生的气体。3.3
rawfurfural
从粗馏塔顶蒸出的气体经冷凝后而成的液体,又称毛醛。4分类与型号命名
4.1分类
4.1.1品种类型
按功能分为:
rrKaeerKca-
QB/T5454—2019
粗馏塔:俗称初馏塔。粗馏塔为常压塔,主要功能是脱除水解汽中的大部分水;水洗塔:俗称洗涤塔。水洗塔为常压塔,主要功能是分离粗醛中的酸份:脱轻塔:脱轻塔为常压塔,主要功能是脱离糠醛中的甲醇和丙酮等轻组分物质:脱水塔:俗称干燥塔。脱水塔为负压塔,主要功能是在塔顶馏出糠醛中的水份,在塔底排出含有高沸点杂质的糠醛
精制塔:俗称精馏塔或精塔。精制塔为负压塔,主要功能是在塔顶馏出成品糠醛,在塔底排出高沸物残液:
回收塔:俗称汽提塔。回收塔为常压塔,主要功能是在塔顶馏出醛水混合物,在塔底排出高沸物残液。
4.1.2结构型式
按传质元件塔盘的结构分为以下型式,见表1。表1按传质元件塔盘的结构型式
塔盘型式
固阀塔盘
筛孔塔盘
斜孔塔盘
填料式塔盘
4.2型号命名
筛板塔盘
规整填料式塔盘
散装填料式塔盘
浮阀塔盘
塔盘型式
F1Z型浮阀塔盘
F1Q型浮阀塔盘
方形浮阀塔盘
导向浮阀塔盘
十字浮阀塔盘
糠醛蒸馏塔型号的编制,由制醛机械专业代号、塔盘结构型式代号、产品主要参数、材质代号组成,其标注如下:
材质代号:不锈钢用(B)表示,碳钢用(T)表示,其他材质为空产品主要参数:公称直径(mm)塔盘结构形式代号:按照表1规定制醛机械专业代号:“醛”的汉语拼音第一个字母“Q”示例:QXB1000(B)表示公称直径1000mm的斜孔塔盘式糠醛蒸馏塔,主要材质为不锈钢。5要求
5.1基本要求
5.1.1产品应按照规定程序批准的图样及技术文件制造。5.1.2零件、机加工组装件一般公差、未注公差的线性和角度尺寸的公差应符合下列规定a)金属切削加工的尺寸按GB/T1804的规定的m级;b)非金属切削加工的尺寸按GB/T1804的规定的c级5.1.3产品所选用的原材料、焊接材料、外购件和外协件均应有质量合格证明书。5.2性能要求
5.2.1产品应达到额定生产能力。5.2.2产品在额定生产能力下各单机性能应符合表2的要求。2
-rrKaeerKca-
最大生产能力
糖醛浓度/(%)
(质量分数)
粗增塔
表2产品的单机性能
水洗塔
脱轻塔
脱水塔
调定生产
5.2.3产品以组合形式生产的糖能质量应符合表3
的要求
是合形式
粗馅塔、
粗馄塔、水洗
粗馏塔、
水洗塔、
脱水塔
脱经势
清制塔
搭、精制地
糖醛质量要求
悦水塔、粮
量制塔
粗馏塔、水洗塔、脱轻
空落、脱水塔、精
5.3塔盘
5.3.1F1浮阀应符合J1118的规定。5.3.2塔盘开孔偏范围应符合表4的规定回收
QB/T5454—2019
精制塔
健质量费
GBT1926
GBT19261
GBT1926
GBT1926.1
5.3.3塔盘开孔应均匀,相邻两孔中心距a的尺寸偏差应符合表5的规定。带围
塔盘型式
特性参数
阀孔直径Φ
公榜尺寸
-KaeerKAca-
回收塔
单位为毫米
QB/T5454-2019此内容来自标准下载网
塔盘型式
特性参婴
阀孔边长L
阀托长度么
阀托直径业
公称尺
表4(续)
表5,相邻两孔中心距a的尺寸偏差公称尺寸
5.4塔节
塔节制造应符
5.5制造要求
合表6和表7的规定。
应符合
受压元件
受压元件
受压元件
受压元件制
非受压元件应
检验及
女应按GB/T150.4-2011的有
美规定费
NB/T47013的有关规定行:
披GB15042011中14.9的规定进行水压试验产品非受压元件的制造、检验按R/T47003.1的有
规定执行:
单位为毫米
单位为毫米
非受压元件的所有焊度接头应进行煤油渗武验,抽查长度应不少于每条焊接接头总长度的20%,所有被抽查焊接接头不应有渗漏现象产品的涂敷按JB/T4711的有关规定执行。5.5.4有防腐要求的不锈钢及复合钢板制塔体的表面或设备内件的表面,应按HG/T20584一2011中12.1的有关规定进行酸洗、钝化及清洗处理。5.5.5简体板材对接时的纵缝、筒体与筒体对接时的环缝和筒体与封头对接时的环缝,错边量应不大于筒简体壁厚的1/4
rrKaeerKAca-
QB/T5454—2019
5.5.6在焊接接头环向、轴向形成的棱角E,宜分别用弦长等于D/6且不小于300mm的内样板(或外样板)和直尺检查(见图1、图2、图3和图4),其E值应不大于(0.18+2)mm,且不大于4mm。注:D为筒体内直径长度,&为筒体钢材厚度。5.5.7简体对接后的直线度应不大于筒体高度h的0.1%。表6塔节尺寸偏差范围
溢流管宽度
溢流堰高度
塔节端面法兰平
行度及对塔节筒
体的垂直度
塔盘板面对塔节
端面法兰平行度
公称尺寸
DN≤1000
1000
1000
DN≤3000
DN≤1.000
1000
表7塔节形位公差要求
公差值
GB/T1184
rrKaeerKAca-
单位为毫米
单位为毫米
QB/T5454-2019
溢流堰顶面对塔
盘板面上平面的
平行度
5.6总装
公称尺寸
DN≤10.00
1000
表7(续)
公差值
5.6.1塔节法兰端面水平度不大于0.2D/1000。注:D为塔体公称直径,单位为毫米(mm)图
2/6.且不大于300mm
5.6.2塔体总体装配后,其轴线对水平面的垂直度不大于@(H/1000),且不应大于15mm。注:H为塔体总高度,单位为毫米(mm)5.6.3在塔体总装完毕后,应按GB/T150.4一2011中11.4.9的规定进行水压试验,简体法兰密封面及其他装配件连接部位应无渗漏。6
-rKaeerKca-
QB/T5454-2019
5.7安全要求
5.7.1产品应有清晰醒目的防烫标识,防火标识等安全警示标志,安全标志应符合GB2894的规定。5.7.2产品若需设置钢直梯、钢斜梯、防护栏杆及钢平台,应符合GB4053.1、GB4053.2、GB4053.3的规定。
6试验方法
6.1性能试验
6.1.1产品整机性能试验应在用户单位现场进行。试验条件应符合表8的规定。
表8试验条件
粗馏塔
水洗塔
脱轻塔
脱水塔
精制塔
回收塔
进料介质
糠醛4%~6%、低沸物
(甲醇、丙酮、醋酸、甲
酸、乙醛)5%~13%,
其余为水分
下部:粗醛,含醛约90%
中下部:一次水上水,
醛水比:1:(12~1.5)
水醛液(含醛6%~8%),
低沸物(1%左右)
含有高沸物的糠醛
高沸物残液
试验条件
物料进塔温度
110~120
注:本表数据基于测试地区海拔高度不超过1000m。试验方法、步骤如下:
塔釜(表压)
-90~-85
塔釜温度
104~106
100~105
110~120
110~130
104~106
塔顶(表压)
90~-85
-95~-90
塔顶温度
开机运行稳定后,控制糠醛产量在额定生产能力下。每0.5h取样1次,连续试验不少于3h;逐渐加大进料量至额定生产能力的1.1倍,每0.5h取样1次,连续试验不少于3h;逐渐减少进料量,至额定生产能力的60%。每0.5h取样1次,连续试验不少于3h;每次取样后,按GB/T1926.1的技术要求和试验方法进行测定。生产能力按公式(1)计算。
式中:
生产能力,单位为吨每天(t/d)【折合98.5%(质量分数)醛]:试验时间糠醛产量,单位为吨(t):试验时间,单位为小时(h)。
rrKaeerKAca-
QB/T5454-—2019
6.2受压元件的检测
6.2.1受压元件的无损检测
产品受压元件的无损检测按GB/T150.4一2011和NB/T47013的有关规定进行。6.2.2受压元件的水压试验
对产品受压元件进行水压试验时,将塔内充满洁净的水(对奥氏体不锈钢制塔体,应控制水中氯离子含量不应超过25mg/L),在塔体顶部应设排气口,充液时应将塔内的空气排净。应保持塔体观察表面的干燥。水温不低于5℃,待塔体壁温与水温相同时,缓慢升压,达到试验压力后,保压时间不少于15min。然后将压力降至规定值的80%,保压30min,对塔体所有焊接接头和连接部位进行检查。6.3非受压元件的渗漏试验
按NB/T47003.1的有关规定,将受检焊接接头的一面涂以白粉浆,晾干后在焊接接头另一面涂以煤油,使表面获得足够的浸润,经0.5h后,以白粉上没有油渍为合格。6.4其他制造要求的检测
5.5.3按JB/T4711的规定进行检验;5.5.4按HG/T20584-2011中12.1的规定进行检验;其他制造要求,采用目测法、内(外)样板、直尺检查或其他常规方法进行检验。6.5塔体水压试验
6.5.1在塔体总装完毕后,应按GB/T150.1一2011中4.6.2的规定确定试验压力、进行水压试验。检查各塔节法兰密封面应无渗漏。6.5.2试验方法、步骤如下:
试验塔体内的气体应当排净并充满液体,试验过程中应保持塔体观察表面的干燥:a)
当试验塔壳体金属温度与试验液体温度接近时,方可缓慢升压至设计压力,确认无泄漏后继续b)
升压至规定的试验压力,保压时间一般不小于30min;然后降至设计压力,保压足够时间进行检查,检查期间压力应保持不变;c)液压试验完毕后,应将液体排净并用压缩空气将内部吹干。6.5.3试验过程中,各塔节法兰、接管法兰、人(手)孔法兰密封面及其他临时密封装置应无渗漏:无可见的变形和异常声响。
6.6塔节法兰端面平行度、轴线对水平面的垂直度及筒体对接后的直线度、焊缝错边量的测量6.6.1塔节法兰端面平行度的测量采用指示器测量法、水平仪测量法、数据采集仪(连接百分表测量)法、数据处理法(包括图解和计算)和三坐标测量法等。6.6.2轴线对水平面的垂直度的测量采用重力法、经纬仪法、垂直度测量仪法和三坐标测量法等。6.6.3简体对接后的直线度的测量采用直尺法、重力法、直线法、三坐标测量法和光学准直仪法等。6.6.4筒体板材对接时的纵缝、简体与简体对接时的环缝和筒体与封头对接时的环缝错边量采用直尺测量。
6.6.5所有测量仪器的测量精度不应低于0.02mm/m。检验规则
7.1出厂检验
7.1.1出厂检验项目按5.3、5.4、5.5.1~5.5.4、5.7的规定进行,塔节部分每台产品抽取2节逐项进行检验。
7.1.2出厂检验的全部项目合格即为产品出厂检验合格。7.1.3产品应经制造厂质量检验部门检验合格并附有产品合格证方可出厂7.2型式检验
7.2.1有下列情况之一时,应进行型式检验:8
rrKaeerkca-
新产品或老产品转厂生产的试制定型鉴定;a)
正常生产的产品每2年进行1次:b)
国家质量监督机构提出进行型式检验要求时:用户对产品质量提出重大意见时。d
QB/T5454-2019
7.2.2型式检验项目按5.1~5.7的规定进行,其中5.2、5.5.5、5.5.6、5.5.7、5.6.3、5.7在用户厂进行。7.2.3型式检验的产品应在出厂前检验合格的同一批产品中抽取,按5.6.1、5.6.2要求进行检验。批量大于5台者,抽样两台;批量不大于5台时,抽样1台。7.2.4型式检验的全部项目合格即为型式检验合格。若有不合格项,应重新抽检,若仍不合格,则判定产品型式检验不合格。
8标志、运输包装和购存
8.1标志
8.1.1产品应在基础塔节的正前方固定产品标牌,标牌应符合GB/T13306的规定,内容包括:a)制造厂名;
b)产品名称;
产品型号规格:
产品制造编号:
产品制造日期:
产品重量。
压力容器产品还应包括以下内容:a)
设计压力:
最高工作压力;
设计温度:
最高工作温度;
产品类别:
物料介质;
产品标准:
制造许可证编号。
产品包装标志应符合JB/T4711的规定。8.1.2
8.2运输包装
产品的运输包装质量应符合JB/T4711的规定。随机技术文件应用塑料袋包装,内容包括:8.2.2
产品合格证:
产品使用说明书;
总装图;
安装基础图:
质量证明书;
必要的易损件图样:
装箱单。
8.3购存
产品应存放在通风、干燥、防雨雪的场所。产品安装前存放超6个月应开箱检查,必要时应重新去锈、防腐、油漆、包装。
-rKaeerKca-
QB/T5454—2019
-rKaeerKca-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。