QB/T 5231-2018
基本信息
标准号: QB/T 5231-2018
中文名称:安全锤
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:1291320
相关标签: 安全
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5231-2018.Safety hammer.
1范围
QB/T 5231规定了安全锤的产品分类、要求、试验方法、检验规则和包装、标志、运输与贮存。
QB/T 5231适用于车辆发生紧急事故或灾害时,用于以击碎玻璃、割断安全带等方式进行辅助逃生的手持式安全锤。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注8期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 699优质碳素结构钢
GB/T 2828.1计数抽样检验程序 第1部分: 按接收质量限(AQL) 检索的逐批检验抽样计划
GBT 2829周期检验计 数抽样程序及表(适用于对过程稳定性的检验)
GB/T 3077合金结构钢
GB/T 4340.1金属材料维氏硬度试验试验方法
GB/T5305手工具包装、 标志、运输与贮存
GB/T 6060.2表面粗糙度比较样块 磨车镗铣插及刨加工表面
GB/T6461金属基体上金属和其它无机覆盖层经腐蚀试验后的试样和试件的评级
GB 9656汽车安全玻璃
GB/T 10125人造气氛腐蚀试验 盐雾试验
GB 14166机动车乘 员用安全带、约束系统、儿童约束系统ISOFIX儿童约束系统
GB/T 18376.1硬质合金牌号 第1部分: 切削工具用硬质合金牌号
3产品分类
3.1型式
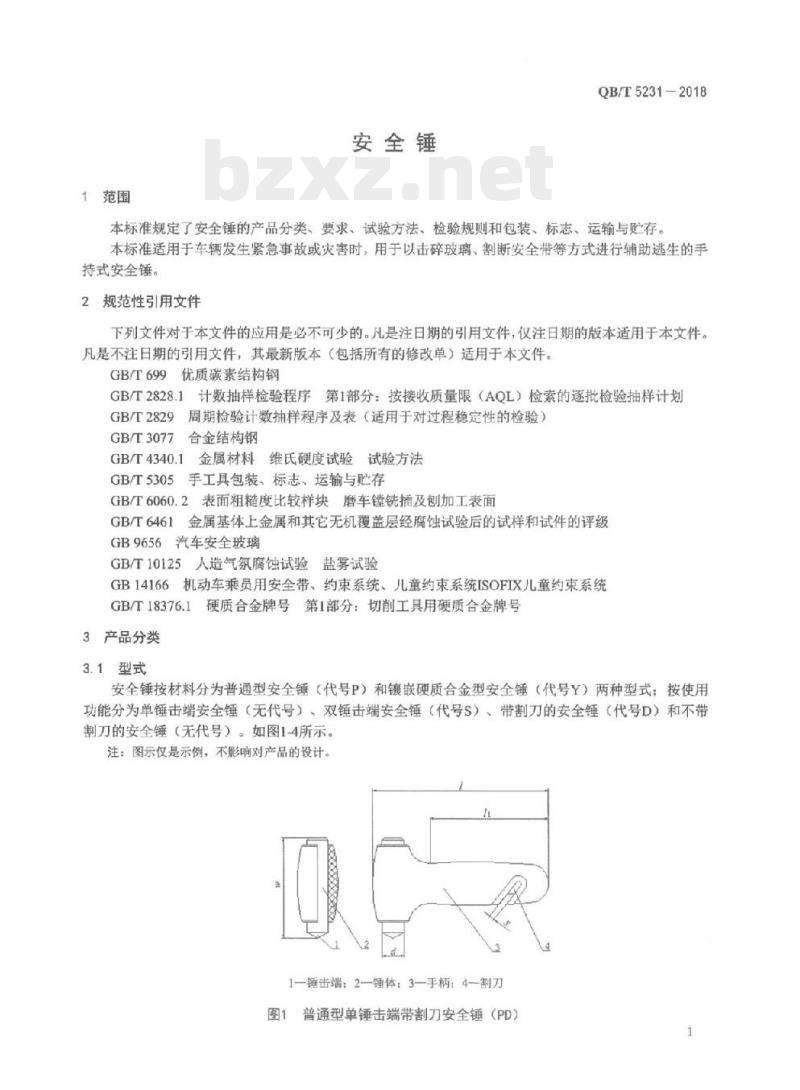
安全锤按材料分为普通型安全锤(代号P)和镶嵌硬质合金型安全锤(代号Y)两种型式;按使用功能分为单锤击端安全锤(无代号)、双锤击端安全锤(代号S)、带割刀的安全锤(代号D)和不带割刀的安全锤(无代号)。如图1-4所示。
注:图示仅是示例,不影响对产品的设计。
1范围
QB/T 5231规定了安全锤的产品分类、要求、试验方法、检验规则和包装、标志、运输与贮存。
QB/T 5231适用于车辆发生紧急事故或灾害时,用于以击碎玻璃、割断安全带等方式进行辅助逃生的手持式安全锤。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注8期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 699优质碳素结构钢
GB/T 2828.1计数抽样检验程序 第1部分: 按接收质量限(AQL) 检索的逐批检验抽样计划
GBT 2829周期检验计 数抽样程序及表(适用于对过程稳定性的检验)
GB/T 3077合金结构钢
GB/T 4340.1金属材料维氏硬度试验试验方法
GB/T5305手工具包装、 标志、运输与贮存
GB/T 6060.2表面粗糙度比较样块 磨车镗铣插及刨加工表面
GB/T6461金属基体上金属和其它无机覆盖层经腐蚀试验后的试样和试件的评级
GB 9656汽车安全玻璃
GB/T 10125人造气氛腐蚀试验 盐雾试验
GB 14166机动车乘 员用安全带、约束系统、儿童约束系统ISOFIX儿童约束系统
GB/T 18376.1硬质合金牌号 第1部分: 切削工具用硬质合金牌号
3产品分类
3.1型式
安全锤按材料分为普通型安全锤(代号P)和镶嵌硬质合金型安全锤(代号Y)两种型式;按使用功能分为单锤击端安全锤(无代号)、双锤击端安全锤(代号S)、带割刀的安全锤(代号D)和不带割刀的安全锤(无代号)。如图1-4所示。
注:图示仅是示例,不影响对产品的设计。
标准图片预览

标准内容
ICS25140.30
分类号:J47
备案号:63701-2018
中华人民共和国轻工行业标准
QB/T5231-2018
安全锤
Safety hammer
2018-05-08发布
中华人民共和国工业和信息化部2018-09-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5231-2018
本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由杭州巨星科技股份有限公司、上海市工具工业研究所负责起草,武义欧德汽车用品有限公司、莱茵技术(上海)有限公司、文登威力工具集团有限公司、宁波长城精工实业有限公司、浙江亿洋工具制造有限公司、晋亿物流有限公司、上海康甸实业有限公司等单位参加起草。本标准主要起草人:王伟毅、谷春营、顾青、吕文亮、张立、鞠家平、陈立海、杨春炜、余小敏、陈坚明。
本标准为首次发布。
1范围
安全锤
QB/T5231-2018
本标准规定了安全锤的产品分类、要求、试验方法、检验规则和包装、标志、运输与贮存。本标准适用于车辆发生紧急事故或灾害时,用于以击碎玻璃、割断安全带等方式进行辅助逃生的手持式安全锤。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T699优质碳素结构钢
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T2829
合金结构钢
GB/T3077
金属材料维氏硬度试验试验方法GB/T4340.1
GB/T5305手工具包装、标志、运输与贮存GB/T6060.2表面粗糙度比较样块磨车镗铣插及刨加工表面GB/T6461金属基体上金属和其它无机覆盖层经腐蚀试验后的试样和试件的评级GB9656汽车安全玻璃
GB/T10125人造气氛腐蚀试验盐雾试验GB14166机动车乘员用安全带、约束系统、儿童约束系统ISOFIX儿童约束系统GB/T18376.1硬质合金牌号第1部分:切削工具用硬质合金牌号3产品分类
3.1型式
安全锤按材料分为普通型安全锤(代号P)和镶嵌硬质合金型安全锤(代号Y)两种型式;按使用功能分为单锤击端安全锤(无代号)、双锤击端安全锤(代号S)、带割刀的安全锤(代号D)和不带割刀的安全锤(无代号)。如图1-4所示。注:图示仅是示例,不影响对产品的设计。1一锤击端:2一锤体:3一手柄:4一割刀图1普通型单锤击端带割刀安全锤(PD)1
QB/T5231-2018
3.2产品标记
1-锤击端:2-锤体:3一手柄
普通型单锤击端不带割刀安全锤(P)1-锤击端:2-锤体:3—手柄
普通型双锤击端不带割刀安全锤(PS)图3
1一镶嵌硬质合金:2一锤击端:3一锤体:4一割刀:5-手柄图4镶嵌硬质合金型单锤击端带割刀安全锤(YD)安全锤的产品标记由产品名称、标准编号、全长和型式代号组成。示例1:全长为130mm的普通型带割刀的单锤击端安全锤标记为:安全锤QB/T5231-130PD示例2:全长为180mm的普通型不带割刀的单锤击端安全锤标记为:安全锤QB/T5231-180P2
QB/T5231-2018
示例3:全长为160mm的镶嵌硬质合金型双锤击端不带割刀的安全锤标记为:安全锤QB/T5231-160YS示例4:全长为230mm的镶嵌硬质合4要求
基本尺寸
型书制刀的单锤击端安
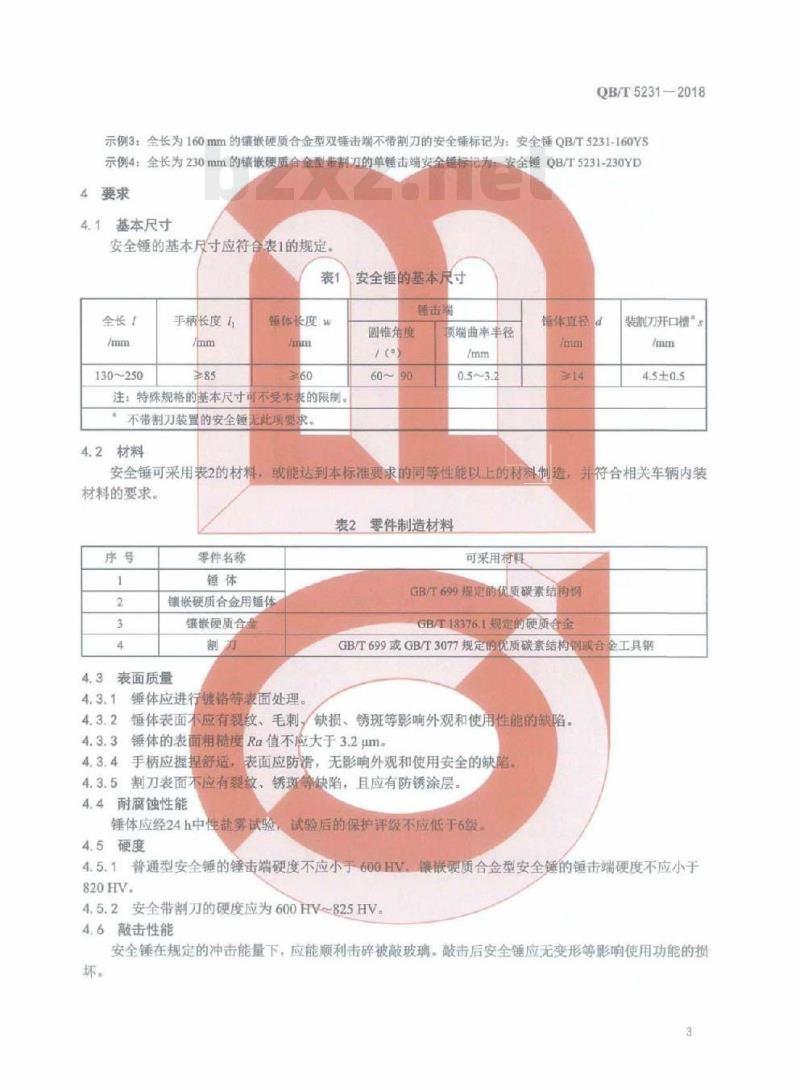
安全锤的基本尺寸应符合表1的规定。表1
全长!
130~250
手柄长度1
锤体长度W
注:特殊规格的基本尺寸可不受本表的限制。不带割刀装置的安全链无此项要求。4.2材料bZxz.net
安全锤的基本尺寸
锤击编
圆锥角度
安全铺QB/T5231-230YD
值体直径
页端曲率半径
装割刀开口槽”
安全锤可采用表2的材料,或能达到本标准要求的同等性能以上的材料制造,并符合相关车辆内装材料的要求
表2零件制造材料
零件名称
银嵌硬质合金用链体
键嵌硬质合
表面质量
锤体应进行镀铬等表面处理。
可采用材料
GB/T699规定的优质碳素结构钢
GB/T18376.1规定的硬质合金
GB/T699或GB/T3077规定的优质碳素结构钢或合金工具钢锤体表面不应有裂纹、毛刺,缺损、锈斑等影响外观和使用性能的缺陷。4.3.2
锤体的表面粗糙度Ra值不应大于3.2μm。4.3.3
4.3.4手柄应握捏舒适,
表面应防滑,无影响外观和使用安全的缺陷。4.3.5割刀表面不应有裂纹、
锈斑等缺陷,且应有防锈涂层,4.4耐腐蚀性能
锤体应经24h中性献试验试验后的保护评级不应低于6级4.5硬度
4.5.1普通型安全锤的锤击端硬度不应小600HV,镶嵌硬质合金型安全锤的链击端硬度不应小于820HV.
4.5.2安全带割刀的硬度应为600HV~825HV4.6敲击性能
安全锤在规定的冲击能量下,应能顺利击碎被敲玻璃。敲击后安全锤应无变形等影响使用功能的损3
QB/T5231-2018
4.7强度
4.7.1手柄强度
安全锤应进行手柄强度试验,试验后手柄不应有断裂等影响使用功能的缺陷。4.7.2敲击强度
安全锤在承受规定的冲击能量后,锤头应无变形和脱落,各连接处应无开裂和松动现象。4.8跌落
安全锤应进行默落试验,试验后锤体,手柄不应有开裂,脱落等影响使用功能的损坏。4.9装配质量
安全锤的链体(割刀)与手柄应装配牢固。锤体(割刀)与手柄不应有移位、松动等影响使用性能的缺陷。
4.10安全带割刀
4.10.1装有安全带割刀的安全锤,4.10.2安全带割刀的刃口应锋利,4.11安装与使用
割刀的安装位置应安全可靠。
应在规定时间内顺利割断安全带安全锤的安装与使用应按照车裁工具的相关规定。5试验方法
5.1基本尺寸
产品的基本尺寸用通用量具检验。5.2材料
材料验证由供应商提供相关材料的质量保证书,有争议时按相应标准检测。5.3表面质量
5.3.1安全锤的表面质量用目测和于成检验。5.3.2表面粗糙度用符合GB/T6060.2的标准样块对照检验5.3.3割刀的表面质量用目测检验5.4耐腐蚀性能
锤体的耐腐蚀性能试验用款雾试验方法按GB/T10125的规定进行,耐腐蚀保护评级按GB/T6461规定。
5.5硬度
5.5.1安全锤锤击端的硬度试验应按GB/T4340.1的规定,在距锤击端项端3mm范国内进行。5.5.2割刀的硬度试验应按GB/T4340.1的规定,在割刀平面上进行5.6敲击性能
如图5所示,将符合CB9656规定的规格为500mm×600mm厚度为5.1mm的单层钢化玻璃加框竖直固定,在距玻璃中心位置,高度为为0.7m处悬挂安全锤,安全锤锤头朝下,自由放下安全锤使其锤击玻璃中心位置,此时玻承受的冲击能量E为5.6J,安全锤的悬挂高度和安全锤质量m的关系参见公式(1),可在安全锤上固定重物,此时公式(1)中m应为安全锤和重物的质量之和,为0.8kg。E=mg
式中:
承受的冲击能,单位为焦耳(J)72
质量,单位为千克(kg):
重力加速度,单位为米每秒的平方(m/s2),或单位为牛顿每千克(约等于10N/kg);悬挂安全锤的高度,单位为米(m)。5.7强度
5.7.1手柄强度
垂直线
可调节摆动
单层钢化玻璃
图5敲击性能试验
QB/T52312018
安全锤的手柄强度试验如图6所示,将安全锤固定在专用夹具上,在距手柄尾端缓慢、平稳加载到25N·m时保持60s,然后卸载。
图6手柄强度试验
5.7.2敲击强度
如图5所示,将符合GB9656规定的规格为500mm×600mm,厚度为5.1mm的单层钢化玻璃加框竖直固定,在距玻璃中心位置,高度h为0.7m处悬挂安全锤,安全锤锤头朝下,自由放下安全锤使其锤击玻璃中心位置,此时玻璃承受的冲击能量E为28J。安全锤的悬挂高度h和安全锤质量m的关系参见公式(1),可在安全锤上固定重物,此时公式(1)中m应为安全锤和重物的质量之和,为4kg。5.8跌落
在室温(23土5)℃条件下,将安全锤平置从距混凝土地面高1m处,自由落体试验3次。QB/T5231—2018
5.9装配质量
安全锤的的装配性能用手感和目测检验。5.10安全带割刀
5.10.1安全锤装割刀槽的开口s,用Φ5.6mm的实验触指检验,不应接触到刀刃。5.10.2带割刀的安全锤,应在5s内顺利割断安全带。安全带应符合GB14166的要求。5.11安装与使用
安全锤应有安装与使用的说明。6检验规则
6.1出厂检验
6.1.1产品应检验合格后方可出厂,并附有产品合格证。6.1.2产品的检验应按GB/T2828.1规定的二次抽样方案逐项进行。6.1.3产品检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表3的规定。6.1.4产品检验中发现的不合格品及进行试验破坏后的样本,制造厂应予调换。6.1.5
经检验拒收产品,可由制造厂重新分类修整后,再提交验收。表3检验抽样方案
6.2型式检验
不合格分类
6.2.1有下列情况之一者应进行型式检验:a)
产品定型投产时:
检验项目
敲击性能
安全带割刀
基本尺寸
表面质量
装配质量
接收质量限(AQL)
正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;出厂检验结果与上次型式检验有较大差异时;正式生产过程中,每年进行1次:产品停产1年以上,恢复生产时:用户或第三方有特殊要求时。
型式检验在出厂检验合格的产品中的某个批或若干批随机抽取。6.2.2
6.2.3型式检验按GB/T2829的规定进行,采用判别水平IⅢI,一次抽样方案6.2.4型式检验的项目、不合格类别、不合格质量水平(RQL)按表4规定。6.2.5型式检验不合格处置方法参照GB/T2829的规定进行,或协议双方协商确定。6
检验水平
不合格分类
标志、包装、运输、贮存
7.1标志
7.1.1产品标志
检验项目
敲击性能
型式检验抽样方案
样本量
安全带割刀
耐腐蚀性能
基本尺寸
表面质量
装配质量
不合格质量水平
QB/T5231-2018
合格判定数
不合格判定数
在产品上应有固定清晰的产品标志,标志内容应包括产品的规格和制造厂商的名称或商标。7.1.2包装标志
产品的包装标志应符合GB/T5305的规定。包装
产品的包装上应有产品标记,产品的包装应按GB/T5305的规定进行。7.3运输与贮存
产品的运输与贮存按GB/T5305的规定进行。中华人民共和
轻工行业标准
安全锤
QB/T5231-2018
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)85119832/38网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区月坛北小街6号院邮政编码:100037
电话:(010)68049923
版权所有
侵权必究
书号:155019·5185
印数:1-200册
定价:25.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:J47
备案号:63701-2018
中华人民共和国轻工行业标准
QB/T5231-2018
安全锤
Safety hammer
2018-05-08发布
中华人民共和国工业和信息化部2018-09-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5231-2018
本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由杭州巨星科技股份有限公司、上海市工具工业研究所负责起草,武义欧德汽车用品有限公司、莱茵技术(上海)有限公司、文登威力工具集团有限公司、宁波长城精工实业有限公司、浙江亿洋工具制造有限公司、晋亿物流有限公司、上海康甸实业有限公司等单位参加起草。本标准主要起草人:王伟毅、谷春营、顾青、吕文亮、张立、鞠家平、陈立海、杨春炜、余小敏、陈坚明。
本标准为首次发布。
1范围
安全锤
QB/T5231-2018
本标准规定了安全锤的产品分类、要求、试验方法、检验规则和包装、标志、运输与贮存。本标准适用于车辆发生紧急事故或灾害时,用于以击碎玻璃、割断安全带等方式进行辅助逃生的手持式安全锤。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T699优质碳素结构钢
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T2829
合金结构钢
GB/T3077
金属材料维氏硬度试验试验方法GB/T4340.1
GB/T5305手工具包装、标志、运输与贮存GB/T6060.2表面粗糙度比较样块磨车镗铣插及刨加工表面GB/T6461金属基体上金属和其它无机覆盖层经腐蚀试验后的试样和试件的评级GB9656汽车安全玻璃
GB/T10125人造气氛腐蚀试验盐雾试验GB14166机动车乘员用安全带、约束系统、儿童约束系统ISOFIX儿童约束系统GB/T18376.1硬质合金牌号第1部分:切削工具用硬质合金牌号3产品分类
3.1型式
安全锤按材料分为普通型安全锤(代号P)和镶嵌硬质合金型安全锤(代号Y)两种型式;按使用功能分为单锤击端安全锤(无代号)、双锤击端安全锤(代号S)、带割刀的安全锤(代号D)和不带割刀的安全锤(无代号)。如图1-4所示。注:图示仅是示例,不影响对产品的设计。1一锤击端:2一锤体:3一手柄:4一割刀图1普通型单锤击端带割刀安全锤(PD)1
QB/T5231-2018
3.2产品标记
1-锤击端:2-锤体:3一手柄
普通型单锤击端不带割刀安全锤(P)1-锤击端:2-锤体:3—手柄
普通型双锤击端不带割刀安全锤(PS)图3
1一镶嵌硬质合金:2一锤击端:3一锤体:4一割刀:5-手柄图4镶嵌硬质合金型单锤击端带割刀安全锤(YD)安全锤的产品标记由产品名称、标准编号、全长和型式代号组成。示例1:全长为130mm的普通型带割刀的单锤击端安全锤标记为:安全锤QB/T5231-130PD示例2:全长为180mm的普通型不带割刀的单锤击端安全锤标记为:安全锤QB/T5231-180P2
QB/T5231-2018
示例3:全长为160mm的镶嵌硬质合金型双锤击端不带割刀的安全锤标记为:安全锤QB/T5231-160YS示例4:全长为230mm的镶嵌硬质合4要求
基本尺寸
型书制刀的单锤击端安
安全锤的基本尺寸应符合表1的规定。表1
全长!
130~250
手柄长度1
锤体长度W
注:特殊规格的基本尺寸可不受本表的限制。不带割刀装置的安全链无此项要求。4.2材料bZxz.net
安全锤的基本尺寸
锤击编
圆锥角度
安全铺QB/T5231-230YD
值体直径
页端曲率半径
装割刀开口槽”
安全锤可采用表2的材料,或能达到本标准要求的同等性能以上的材料制造,并符合相关车辆内装材料的要求
表2零件制造材料
零件名称
银嵌硬质合金用链体
键嵌硬质合
表面质量
锤体应进行镀铬等表面处理。
可采用材料
GB/T699规定的优质碳素结构钢
GB/T18376.1规定的硬质合金
GB/T699或GB/T3077规定的优质碳素结构钢或合金工具钢锤体表面不应有裂纹、毛刺,缺损、锈斑等影响外观和使用性能的缺陷。4.3.2
锤体的表面粗糙度Ra值不应大于3.2μm。4.3.3
4.3.4手柄应握捏舒适,
表面应防滑,无影响外观和使用安全的缺陷。4.3.5割刀表面不应有裂纹、
锈斑等缺陷,且应有防锈涂层,4.4耐腐蚀性能
锤体应经24h中性献试验试验后的保护评级不应低于6级4.5硬度
4.5.1普通型安全锤的锤击端硬度不应小600HV,镶嵌硬质合金型安全锤的链击端硬度不应小于820HV.
4.5.2安全带割刀的硬度应为600HV~825HV4.6敲击性能
安全锤在规定的冲击能量下,应能顺利击碎被敲玻璃。敲击后安全锤应无变形等影响使用功能的损3
QB/T5231-2018
4.7强度
4.7.1手柄强度
安全锤应进行手柄强度试验,试验后手柄不应有断裂等影响使用功能的缺陷。4.7.2敲击强度
安全锤在承受规定的冲击能量后,锤头应无变形和脱落,各连接处应无开裂和松动现象。4.8跌落
安全锤应进行默落试验,试验后锤体,手柄不应有开裂,脱落等影响使用功能的损坏。4.9装配质量
安全锤的链体(割刀)与手柄应装配牢固。锤体(割刀)与手柄不应有移位、松动等影响使用性能的缺陷。
4.10安全带割刀
4.10.1装有安全带割刀的安全锤,4.10.2安全带割刀的刃口应锋利,4.11安装与使用
割刀的安装位置应安全可靠。
应在规定时间内顺利割断安全带安全锤的安装与使用应按照车裁工具的相关规定。5试验方法
5.1基本尺寸
产品的基本尺寸用通用量具检验。5.2材料
材料验证由供应商提供相关材料的质量保证书,有争议时按相应标准检测。5.3表面质量
5.3.1安全锤的表面质量用目测和于成检验。5.3.2表面粗糙度用符合GB/T6060.2的标准样块对照检验5.3.3割刀的表面质量用目测检验5.4耐腐蚀性能
锤体的耐腐蚀性能试验用款雾试验方法按GB/T10125的规定进行,耐腐蚀保护评级按GB/T6461规定。
5.5硬度
5.5.1安全锤锤击端的硬度试验应按GB/T4340.1的规定,在距锤击端项端3mm范国内进行。5.5.2割刀的硬度试验应按GB/T4340.1的规定,在割刀平面上进行5.6敲击性能
如图5所示,将符合CB9656规定的规格为500mm×600mm厚度为5.1mm的单层钢化玻璃加框竖直固定,在距玻璃中心位置,高度为为0.7m处悬挂安全锤,安全锤锤头朝下,自由放下安全锤使其锤击玻璃中心位置,此时玻承受的冲击能量E为5.6J,安全锤的悬挂高度和安全锤质量m的关系参见公式(1),可在安全锤上固定重物,此时公式(1)中m应为安全锤和重物的质量之和,为0.8kg。E=mg
式中:
承受的冲击能,单位为焦耳(J)72
质量,单位为千克(kg):
重力加速度,单位为米每秒的平方(m/s2),或单位为牛顿每千克(约等于10N/kg);悬挂安全锤的高度,单位为米(m)。5.7强度
5.7.1手柄强度
垂直线
可调节摆动
单层钢化玻璃
图5敲击性能试验
QB/T52312018
安全锤的手柄强度试验如图6所示,将安全锤固定在专用夹具上,在距手柄尾端缓慢、平稳加载到25N·m时保持60s,然后卸载。
图6手柄强度试验
5.7.2敲击强度
如图5所示,将符合GB9656规定的规格为500mm×600mm,厚度为5.1mm的单层钢化玻璃加框竖直固定,在距玻璃中心位置,高度h为0.7m处悬挂安全锤,安全锤锤头朝下,自由放下安全锤使其锤击玻璃中心位置,此时玻璃承受的冲击能量E为28J。安全锤的悬挂高度h和安全锤质量m的关系参见公式(1),可在安全锤上固定重物,此时公式(1)中m应为安全锤和重物的质量之和,为4kg。5.8跌落
在室温(23土5)℃条件下,将安全锤平置从距混凝土地面高1m处,自由落体试验3次。QB/T5231—2018
5.9装配质量
安全锤的的装配性能用手感和目测检验。5.10安全带割刀
5.10.1安全锤装割刀槽的开口s,用Φ5.6mm的实验触指检验,不应接触到刀刃。5.10.2带割刀的安全锤,应在5s内顺利割断安全带。安全带应符合GB14166的要求。5.11安装与使用
安全锤应有安装与使用的说明。6检验规则
6.1出厂检验
6.1.1产品应检验合格后方可出厂,并附有产品合格证。6.1.2产品的检验应按GB/T2828.1规定的二次抽样方案逐项进行。6.1.3产品检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表3的规定。6.1.4产品检验中发现的不合格品及进行试验破坏后的样本,制造厂应予调换。6.1.5
经检验拒收产品,可由制造厂重新分类修整后,再提交验收。表3检验抽样方案
6.2型式检验
不合格分类
6.2.1有下列情况之一者应进行型式检验:a)
产品定型投产时:
检验项目
敲击性能
安全带割刀
基本尺寸
表面质量
装配质量
接收质量限(AQL)
正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;出厂检验结果与上次型式检验有较大差异时;正式生产过程中,每年进行1次:产品停产1年以上,恢复生产时:用户或第三方有特殊要求时。
型式检验在出厂检验合格的产品中的某个批或若干批随机抽取。6.2.2
6.2.3型式检验按GB/T2829的规定进行,采用判别水平IⅢI,一次抽样方案6.2.4型式检验的项目、不合格类别、不合格质量水平(RQL)按表4规定。6.2.5型式检验不合格处置方法参照GB/T2829的规定进行,或协议双方协商确定。6
检验水平
不合格分类
标志、包装、运输、贮存
7.1标志
7.1.1产品标志
检验项目
敲击性能
型式检验抽样方案
样本量
安全带割刀
耐腐蚀性能
基本尺寸
表面质量
装配质量
不合格质量水平
QB/T5231-2018
合格判定数
不合格判定数
在产品上应有固定清晰的产品标志,标志内容应包括产品的规格和制造厂商的名称或商标。7.1.2包装标志
产品的包装标志应符合GB/T5305的规定。包装
产品的包装上应有产品标记,产品的包装应按GB/T5305的规定进行。7.3运输与贮存
产品的运输与贮存按GB/T5305的规定进行。中华人民共和
轻工行业标准
安全锤
QB/T5231-2018
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)85119832/38网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区月坛北小街6号院邮政编码:100037
电话:(010)68049923
版权所有
侵权必究
书号:155019·5185
印数:1-200册
定价:25.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。