QB/T 5308-2018
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5308一2018.Edge-finishing agent for leather.
5检验规则
5.1组批
以相同原料、相同工艺、一次性生产的产品为1批,按生产批次取样检验,每批取样不少于500 g.
5.2出厂 检验
5.2.1产品出厂 前应逐批进行检验,检验合格方可出厂。
5.2.2检验项目: 感官、固含量、pH、黏度。
5.2.3合格判定: 检验项目全部合格,判该批产品合格。
5.3型式检验
5.3.1检验时机
有下列情况之一者,应进行型式检验:
a) 产品结构、工艺、材料有重大改变时;
b) 产品长期停产后恢复生产时;
c)国家质量监督机构提 出进行型式检验时;
d)生产正常时, 每半年至少进行1次型式检验。
5.3.2抽样数量
每批产品随机抽取3个~5个包装单位,每个包装取150 g~200 go
5.3.3 合格判定
要求中各项指标全部合格,则判该产品合格。如有项目指标不合格,应重新加倍取样,并对不合格的项目进行复测。复测结果仍不合格,则判该产品不合格。
6标志、包装、运输和贮存
6.1 标志
每件包装上应涂刷或贴有牢固的标志,其内容包括:产品名称、产品标准号、型号、批号、生产日期、保质期、厂名、厂址、商标、净重、防护标识,并加盖生产厂检验合格的标记或附合格证。
6.2 包装
产品应使用清洁、无污染、密封性能好、便于运输的容器包装。
6.3运输和贮存
6.3.1 产品在装运时,应轻装轻卸,不应倒置,避免严重撞击,防止包装容器损坏造成渗漏。
6.3.2 产品应防曝晒,防冻,防雨淋,防潮,远离火源。
6.3.3产品应在通风阴凉的库房存放,贮存温度在5 °C~35 °C,堆置时应离地和墙分别为20 cm以上。
6.3.4 在原包装(原装、封装、原标记完好无异状)内的产品,按规定条件贮存,自生产之日起计,保质期不少于1年。
5检验规则
5.1组批
以相同原料、相同工艺、一次性生产的产品为1批,按生产批次取样检验,每批取样不少于500 g.
5.2出厂 检验
5.2.1产品出厂 前应逐批进行检验,检验合格方可出厂。
5.2.2检验项目: 感官、固含量、pH、黏度。
5.2.3合格判定: 检验项目全部合格,判该批产品合格。
5.3型式检验
5.3.1检验时机
有下列情况之一者,应进行型式检验:
a) 产品结构、工艺、材料有重大改变时;
b) 产品长期停产后恢复生产时;
c)国家质量监督机构提 出进行型式检验时;
d)生产正常时, 每半年至少进行1次型式检验。
5.3.2抽样数量
每批产品随机抽取3个~5个包装单位,每个包装取150 g~200 go
5.3.3 合格判定
要求中各项指标全部合格,则判该产品合格。如有项目指标不合格,应重新加倍取样,并对不合格的项目进行复测。复测结果仍不合格,则判该产品不合格。
6标志、包装、运输和贮存
6.1 标志
每件包装上应涂刷或贴有牢固的标志,其内容包括:产品名称、产品标准号、型号、批号、生产日期、保质期、厂名、厂址、商标、净重、防护标识,并加盖生产厂检验合格的标记或附合格证。
6.2 包装
产品应使用清洁、无污染、密封性能好、便于运输的容器包装。
6.3运输和贮存
6.3.1 产品在装运时,应轻装轻卸,不应倒置,避免严重撞击,防止包装容器损坏造成渗漏。
6.3.2 产品应防曝晒,防冻,防雨淋,防潮,远离火源。
6.3.3产品应在通风阴凉的库房存放,贮存温度在5 °C~35 °C,堆置时应离地和墙分别为20 cm以上。
6.3.4 在原包装(原装、封装、原标记完好无异状)内的产品,按规定条件贮存,自生产之日起计,保质期不少于1年。
标准图片预览

标准内容
ICS59.140.10
分类号:Y45
备案号:67456-2019
中华人民共和国轻工行业标准
QB/T5308-2018
皮革边缘整饰剂
Edge-finishingagentforleather2018-12-21发布
中华人民共和国工业和信息化部2019-07-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国皮革工业标准化技术委员会(SAC/TC252)归口。QB/T5308-2018
本标准起草单位:温州市芬尼斯皮革化工有限公司、浙江芬尼奇工贸有限公司、四川大学、国家皮革制品质量检验中心(广东)、温州市质量技术监督检测院、芬尼奇日化(浙江)有限公司、浙江东化实业有限公司。
本标准主要起草人:蒋大荣、鲍光华、陈立郁、鲍伟俊、刘文涛、陈宗良、戴旭禹、鲍利聪、谢钦贵、雷大鹏、林欧文、辛中印。本标准为首次发布。
1范围
皮革边缘整饰剂
OB/T5308—2018
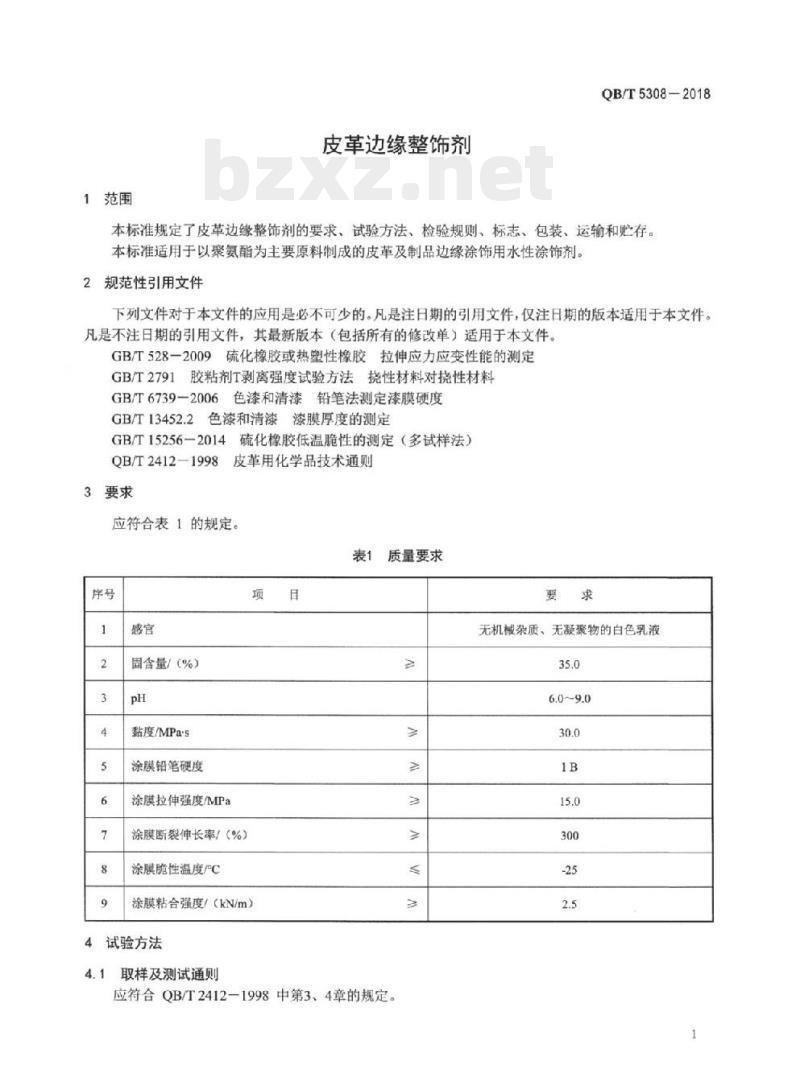
本标准规定了皮革边缘整饰剂的要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于以聚氨酯为主要原料制成的皮革及制品边缘涂饰用水性涂饰剂。规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T528一2009硫化橡胶或热塑性橡胶拉伸应力应变性能的测定GB/T2791胶粘剂T剥离强度试验方法挠性材料对挠性材料GB/T6739-2006色漆和清漆铅笔法测定漆膜硬度GB/T13452.2色漆和清漆漆膜厚度的测定GB/T15256一2014硫化橡胶低温脆性的测定(多试样法)QB/T2412—1998
8皮革用化学品技术通则
应符合表1的规定。
表1质量要求
固含量/(%)
黏度/MPa's
涂膜铅笔硬度
涂膜拉伸强度/MPa
涂膜断裂伸长率/(%)
涂膜脆性温度/°℃
涂膜粘合强度/(kN/m)
试验方法
4.1取样及测试通则
应符合QB/T2412-1998中第3、4章的规定。要求
无机械杂质、无凝聚物的白色乳液35.0
QB/T5308—2018
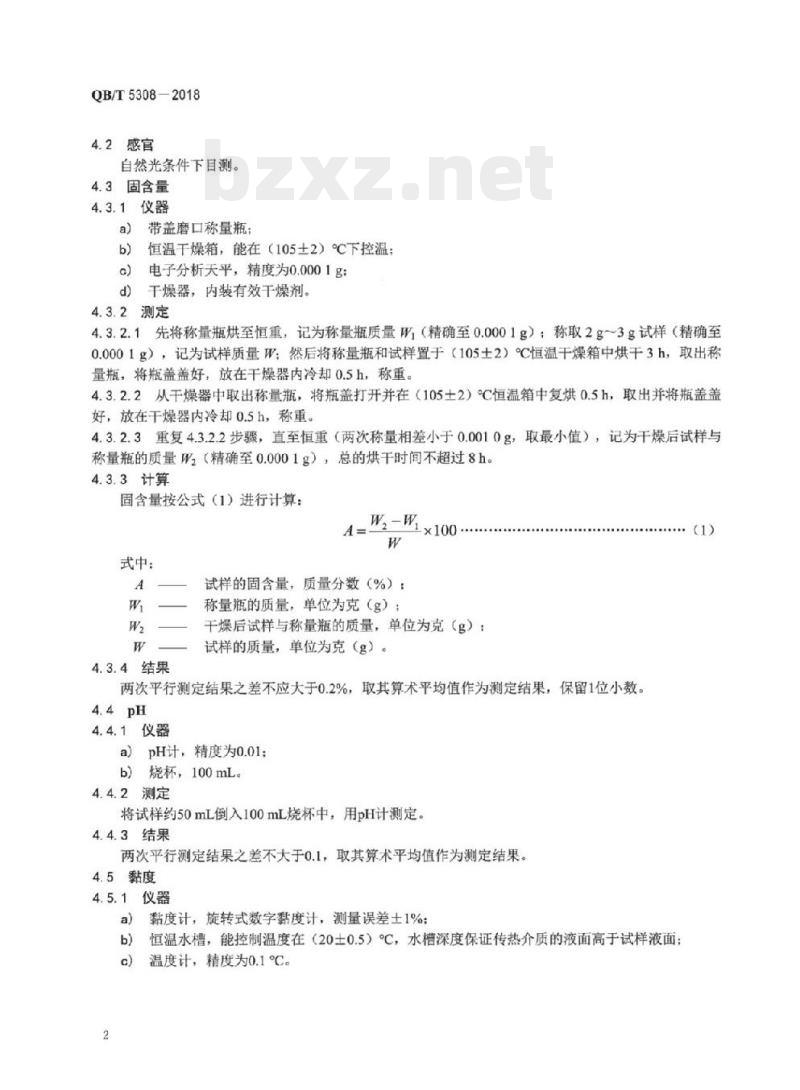
4.2感官
自然光条件下目测。
4.3固含量
4.3.1仪器
带盖磨口称量瓶:
恒温干燥箱,能在(105土2)℃下控温:b)
电子分析天平,精度为0.0001g;d)干燥器,内装有效干燥剂。
4.3.2测定
4.3.2.1先将称量瓶烘至恒重,记为称量瓶质量W(精确至0.0001g):称取2g~3g试样(精确至0.0001g),记为试样质量W;然后将称量瓶和试样置于(105土2)C恒温干燥箱中烘干3h,取出称量瓶,将瓶盖盖好,放在干燥器内冷却0.5h,称重。4.3.2.2从干燥器中取出称量瓶,将瓶盖打开并在(105土2)C恒温箱中复烘0.5h,取出并将瓶盖盖好,放在干燥器内冷却0.5h,称重。4.3.2.3重复4.3.2.2步骤,直至恒重(两次称量相差小于0.0010g,取最小值),记为干燥后试样与称量瓶的质量W2(精确至0.0001g),总的烘干时间不超过8h。4.3.3计算
固含量按公式(1)进行计算:
式中:
4.3.4结果
试样的固含量,质量分数(%):称量瓶的质量,单位为克(g):干燥后试样与称量瓶的质量,单位为克(g):试样的质量,单位为克(g)。
两次平行测定结果之差不应大于0.2%,取其算术平均值作为测定结果,保留1位小数。4.4pH
4.4.1仪器
a)pH计,精度为0.01;
b)烧杯,100mL。
4.4.2测定
将试样约50mL倒入100mL烧杯中,用pH计测定。4.4.3结果
两次平行测定结果之差不大于0.1,取其算术平均值作为测定结果。4.5黏度
4.5.1仪器
a)黏度计,旋转式数字黏度计,测量误差士1%:恒温水槽,能控制温度在(20士0.5)℃C,水槽深度保证传热介质的液面高于试样液面:b)
温度计,精度为0.1℃。
(1)
4.5.2测定
QB/T5308-2018
将试样放入已恒定在(20士0.5)的恒温水槽中,待试样的温度恒定在(20土0.5)℃C时,选择1号转子,转速6r/min,测定试样的黏度,结果以(MPas)表示。4.5.3结果
两次平行测定结果之差不大于其算术平均值的5%,取该算术平均值作为测定结果。4.6涂膜制备和空气调节
4.6.1仪器
a)水平尺;
千分表:
模板,聚四氟乙烯板,规格120mm×120mmx5mm可调水平台,面积600mm×400mm;恒温干燥箱,能在
(80±)℃下控温bZxz.net
干燥器,内装有效干爆燥剂
涂膜制备
用水平尺将可调水平台调至水平把洗净后的模板置于水平台上。将边缘整饰剂乳液稀释到固含量25%后,称取(35土2)g试样倒在模板上,用玻离棒将乳液平推至模板边缘,使其分布均匀,室温干燥。当乳液成膜呈透明状时,将其放入恒温干燥箱中,在(80土1)9C条件下干燥4h,取出后放入干燥器中。待模板冷却后,将膜取下备用。涂膜应均匀平整,不应有气泡、裂纹等缺陷。4.6.3空气调节
试验前,涂膜试样应在温度(20土2)℃、相对湿度(65士5)%下调节至少4h。涂膜厚度按GB/T13452.2中的规定采用千分表方法进行测定,涂膜厚度应为(0.5土0.2)mm。4.7涂膜铅笔硬度
按GB/T6739一2006进行检验,基材为普通玻璃板,铅笔为中华牌101绘图笔,4.8涂膜拉伸强度
4.8.1原理
拉伸强度系试样拉伸至断裂过程的最大拉伸应力。4.8.2仪器
哑铃状试样用裁刀,
尺寸应符合GB/T528—2009中2型规定拉力机,
厚度仪,
速度应均匀且能根据需要进行调节,读数范围应在满负荷范围的15%~85%之间:测量范围为0mm10mm,分度值为0.01mm,测量面直径为(10±0.1)mm,压脚与试样接触时产生的负荷为(100±5)g。4.8.3测定
4.8.3.1在制成的涂膜上,
依次用裁刀切取5个亚铃状试样,并编号,在试样中间标出20mm距离平行线,每条标线应与试样中心等距4.8.3.2用厚度仪测量试样标线内不同位置的厚度,测量点不应少于3处,取其平均值。4.8.3.3将试样垂直夹在拉力机的上、下夹持器间,拉伸速度为(500土50)mm/mi,启动开关,记录断裂时的负荷值。
4.8.4计算
拉伸强度按公式(2)进行计算:X=
QB/T5308-2018
式中:
X试样拉伸强度,单位为兆帕(MPa);F一试样拉断时的负荷值,单位为牛顿(N);一试样断点的横截面积,单位为平方毫米(mm2)。S
试验结果去除5个测量值中的最大值和最小值,取其余3个测量值的算术平均值作为试验结果。4.9涂膜断裂伸长率
4.9.1原理
断裂伸长率是试样在拉力机上被拉断时的伸长与原长度的比值,用百分率表示。4.9.2试样
断裂伸长率在测定拉伸强度的过程中测定,不必另外取样。4.9.3测定
在测定涂膜拉伸强度的过程中,试样拉伸时,随时测量两个标线间距,当试样断裂时,两个标线间距为试样断裂时的长度。
4.9.4计算
断裂伸长率按公式(3)进行计算:式中:
试样断裂伸长率,百分率(%):x100
试样断裂时标线间距离,单位为毫米(mm):原试样标线间距离,单位为毫米(mm)(3)
试验结果去除5个测量值中的最大值和最小值,取其余3个测量值的算术平均值作为试验结果。4.10涂膜脆性温度
4.10.1原理
脆性温度系试样在规定的低温条件下受冲击,不产生破坏的最低温度。4.10.2仪器和材料
脆性温度测定仪,由电器箱、低温箱、变速箱、搅拌器、样品夹和冲击头组成,仪器应符合GB/T15256-2014第4章规定:
低温温度计,分度值为1℃,最低温度-50℃;传热介质,工业酒精或聚硅酮类(室温下具有5mm2/s运动黏度):致冷剂,液氮或干冰。
4.10.3测定
4.10.3.1制样的规格与要求:
规格:长25mm~40mm,宽(6±1)mm,厚(0.6±0.2)mm的条形试样:要求:表面光滑,无外来杂质及缺陷。4.10.3.2将传热介质加入低温槽中,启动搅拌,缓慢加入致冷剂,并将介质调至技术要求中规定的温度。
4.10.3.3把裁好的5片试样(作为一组)固定在样品夹上,浸入低温槽的介质中,计时3min后,记录温度,对试样施加一次冲击。每次冲击应使用新试样。4.10.3.4取出试样,一组试样中有3个以上(含)不发生破坏,视为合格。反之,一组试样中有3个以上(含)发生破坏,视为不合格。确定样品是否破坏按GB/T15256一2014中7.1.1.4的规定进行。4.10.3.5脆性温度的测定按GB/T15256—2014的规定进行。4
4.11涂膜粘合强度
按GB/T2791进行检验
5检验规则
5.1组批
QB/T5308-2018
以相同原料、相同工艺、一次性生产的产品为1批,按生产批次取样检验,每批取样不少于500g5.2出厂检验
5.2.1产品出厂前应遂批进行检验,检验合格方可出厂5.2.2检验项目:感官、固含量、pH、黏度。5.2.3合格判定:检验项目全部合格,判该批产品合格。5.3型式检验
5.3.1检验时机
有下列情况之一者,应进行型式检验:a)产品结构、工艺、材料有重大改变时;产品长期停产后恢复生产时;
国家质量监督机构提出进行型式检验时:生产正常时,每半年至少进行1次型式检验d)
5.3.2抽样数量
每批产品随机抽取3个~5个包装单位,每个包装取150g200g5.3.3合格判定
要求中各项指标全部合格,则判该产品合格。如有项目指标不合格,应重新加倍取样,并对不合格的项目进行复测。复测结果仍不合格,则判该产品不合格。6标志、包装、运输和购存
6.1标志
每件包装上应涂刷或贴有牢固的标志,其内容包括:产品名称、产品标准号、型号、批号、生产日期、保质期、厂名、厂址、商标、净重、防护标识,并加盖生产厂检验合格的标记或附合格证。6.2包装
产品应使用清洁、无污染、密封性能好、便于运输的容器包装。6.3运输和贮存
6.3.1产品在装运时,应轻装轻卸,不应倒置,避免严重撞击,防止包装容器损坏造成渗漏6.3.2产品应防曝晒,防冻,防雨淋,防潮,远离火源。6.3.3产品应在通风阴凉的库房存放,贮存温度在5℃~35C,堆置时应离地和墙分别为20cm以上。6.3.4在原包装(原装、封装、原标记完好无异状)内的产品,按规定条件贮存,自生产之日起计,保质期不少于1年。
中华人民共和
轻工行业标准
皮革边缘整饰剂
QB/T5308-2018
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)85119832/38网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区月坛北小街6号院邮政编码:100037
电话:(010)68049923
版权所有
侵权必究
书号:155019·5282
定价:25.00元
印数:1-200册
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y45
备案号:67456-2019
中华人民共和国轻工行业标准
QB/T5308-2018
皮革边缘整饰剂
Edge-finishingagentforleather2018-12-21发布
中华人民共和国工业和信息化部2019-07-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国皮革工业标准化技术委员会(SAC/TC252)归口。QB/T5308-2018
本标准起草单位:温州市芬尼斯皮革化工有限公司、浙江芬尼奇工贸有限公司、四川大学、国家皮革制品质量检验中心(广东)、温州市质量技术监督检测院、芬尼奇日化(浙江)有限公司、浙江东化实业有限公司。
本标准主要起草人:蒋大荣、鲍光华、陈立郁、鲍伟俊、刘文涛、陈宗良、戴旭禹、鲍利聪、谢钦贵、雷大鹏、林欧文、辛中印。本标准为首次发布。
1范围
皮革边缘整饰剂
OB/T5308—2018
本标准规定了皮革边缘整饰剂的要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于以聚氨酯为主要原料制成的皮革及制品边缘涂饰用水性涂饰剂。规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T528一2009硫化橡胶或热塑性橡胶拉伸应力应变性能的测定GB/T2791胶粘剂T剥离强度试验方法挠性材料对挠性材料GB/T6739-2006色漆和清漆铅笔法测定漆膜硬度GB/T13452.2色漆和清漆漆膜厚度的测定GB/T15256一2014硫化橡胶低温脆性的测定(多试样法)QB/T2412—1998
8皮革用化学品技术通则
应符合表1的规定。
表1质量要求
固含量/(%)
黏度/MPa's
涂膜铅笔硬度
涂膜拉伸强度/MPa
涂膜断裂伸长率/(%)
涂膜脆性温度/°℃
涂膜粘合强度/(kN/m)
试验方法
4.1取样及测试通则
应符合QB/T2412-1998中第3、4章的规定。要求
无机械杂质、无凝聚物的白色乳液35.0
QB/T5308—2018
4.2感官
自然光条件下目测。
4.3固含量
4.3.1仪器
带盖磨口称量瓶:
恒温干燥箱,能在(105土2)℃下控温:b)
电子分析天平,精度为0.0001g;d)干燥器,内装有效干燥剂。
4.3.2测定
4.3.2.1先将称量瓶烘至恒重,记为称量瓶质量W(精确至0.0001g):称取2g~3g试样(精确至0.0001g),记为试样质量W;然后将称量瓶和试样置于(105土2)C恒温干燥箱中烘干3h,取出称量瓶,将瓶盖盖好,放在干燥器内冷却0.5h,称重。4.3.2.2从干燥器中取出称量瓶,将瓶盖打开并在(105土2)C恒温箱中复烘0.5h,取出并将瓶盖盖好,放在干燥器内冷却0.5h,称重。4.3.2.3重复4.3.2.2步骤,直至恒重(两次称量相差小于0.0010g,取最小值),记为干燥后试样与称量瓶的质量W2(精确至0.0001g),总的烘干时间不超过8h。4.3.3计算
固含量按公式(1)进行计算:
式中:
4.3.4结果
试样的固含量,质量分数(%):称量瓶的质量,单位为克(g):干燥后试样与称量瓶的质量,单位为克(g):试样的质量,单位为克(g)。
两次平行测定结果之差不应大于0.2%,取其算术平均值作为测定结果,保留1位小数。4.4pH
4.4.1仪器
a)pH计,精度为0.01;
b)烧杯,100mL。
4.4.2测定
将试样约50mL倒入100mL烧杯中,用pH计测定。4.4.3结果
两次平行测定结果之差不大于0.1,取其算术平均值作为测定结果。4.5黏度
4.5.1仪器
a)黏度计,旋转式数字黏度计,测量误差士1%:恒温水槽,能控制温度在(20士0.5)℃C,水槽深度保证传热介质的液面高于试样液面:b)
温度计,精度为0.1℃。
(1)
4.5.2测定
QB/T5308-2018
将试样放入已恒定在(20士0.5)的恒温水槽中,待试样的温度恒定在(20土0.5)℃C时,选择1号转子,转速6r/min,测定试样的黏度,结果以(MPas)表示。4.5.3结果
两次平行测定结果之差不大于其算术平均值的5%,取该算术平均值作为测定结果。4.6涂膜制备和空气调节
4.6.1仪器
a)水平尺;
千分表:
模板,聚四氟乙烯板,规格120mm×120mmx5mm可调水平台,面积600mm×400mm;恒温干燥箱,能在
(80±)℃下控温bZxz.net
干燥器,内装有效干爆燥剂
涂膜制备
用水平尺将可调水平台调至水平把洗净后的模板置于水平台上。将边缘整饰剂乳液稀释到固含量25%后,称取(35土2)g试样倒在模板上,用玻离棒将乳液平推至模板边缘,使其分布均匀,室温干燥。当乳液成膜呈透明状时,将其放入恒温干燥箱中,在(80土1)9C条件下干燥4h,取出后放入干燥器中。待模板冷却后,将膜取下备用。涂膜应均匀平整,不应有气泡、裂纹等缺陷。4.6.3空气调节
试验前,涂膜试样应在温度(20土2)℃、相对湿度(65士5)%下调节至少4h。涂膜厚度按GB/T13452.2中的规定采用千分表方法进行测定,涂膜厚度应为(0.5土0.2)mm。4.7涂膜铅笔硬度
按GB/T6739一2006进行检验,基材为普通玻璃板,铅笔为中华牌101绘图笔,4.8涂膜拉伸强度
4.8.1原理
拉伸强度系试样拉伸至断裂过程的最大拉伸应力。4.8.2仪器
哑铃状试样用裁刀,
尺寸应符合GB/T528—2009中2型规定拉力机,
厚度仪,
速度应均匀且能根据需要进行调节,读数范围应在满负荷范围的15%~85%之间:测量范围为0mm10mm,分度值为0.01mm,测量面直径为(10±0.1)mm,压脚与试样接触时产生的负荷为(100±5)g。4.8.3测定
4.8.3.1在制成的涂膜上,
依次用裁刀切取5个亚铃状试样,并编号,在试样中间标出20mm距离平行线,每条标线应与试样中心等距4.8.3.2用厚度仪测量试样标线内不同位置的厚度,测量点不应少于3处,取其平均值。4.8.3.3将试样垂直夹在拉力机的上、下夹持器间,拉伸速度为(500土50)mm/mi,启动开关,记录断裂时的负荷值。
4.8.4计算
拉伸强度按公式(2)进行计算:X=
QB/T5308-2018
式中:
X试样拉伸强度,单位为兆帕(MPa);F一试样拉断时的负荷值,单位为牛顿(N);一试样断点的横截面积,单位为平方毫米(mm2)。S
试验结果去除5个测量值中的最大值和最小值,取其余3个测量值的算术平均值作为试验结果。4.9涂膜断裂伸长率
4.9.1原理
断裂伸长率是试样在拉力机上被拉断时的伸长与原长度的比值,用百分率表示。4.9.2试样
断裂伸长率在测定拉伸强度的过程中测定,不必另外取样。4.9.3测定
在测定涂膜拉伸强度的过程中,试样拉伸时,随时测量两个标线间距,当试样断裂时,两个标线间距为试样断裂时的长度。
4.9.4计算
断裂伸长率按公式(3)进行计算:式中:
试样断裂伸长率,百分率(%):x100
试样断裂时标线间距离,单位为毫米(mm):原试样标线间距离,单位为毫米(mm)(3)
试验结果去除5个测量值中的最大值和最小值,取其余3个测量值的算术平均值作为试验结果。4.10涂膜脆性温度
4.10.1原理
脆性温度系试样在规定的低温条件下受冲击,不产生破坏的最低温度。4.10.2仪器和材料
脆性温度测定仪,由电器箱、低温箱、变速箱、搅拌器、样品夹和冲击头组成,仪器应符合GB/T15256-2014第4章规定:
低温温度计,分度值为1℃,最低温度-50℃;传热介质,工业酒精或聚硅酮类(室温下具有5mm2/s运动黏度):致冷剂,液氮或干冰。
4.10.3测定
4.10.3.1制样的规格与要求:
规格:长25mm~40mm,宽(6±1)mm,厚(0.6±0.2)mm的条形试样:要求:表面光滑,无外来杂质及缺陷。4.10.3.2将传热介质加入低温槽中,启动搅拌,缓慢加入致冷剂,并将介质调至技术要求中规定的温度。
4.10.3.3把裁好的5片试样(作为一组)固定在样品夹上,浸入低温槽的介质中,计时3min后,记录温度,对试样施加一次冲击。每次冲击应使用新试样。4.10.3.4取出试样,一组试样中有3个以上(含)不发生破坏,视为合格。反之,一组试样中有3个以上(含)发生破坏,视为不合格。确定样品是否破坏按GB/T15256一2014中7.1.1.4的规定进行。4.10.3.5脆性温度的测定按GB/T15256—2014的规定进行。4
4.11涂膜粘合强度
按GB/T2791进行检验
5检验规则
5.1组批
QB/T5308-2018
以相同原料、相同工艺、一次性生产的产品为1批,按生产批次取样检验,每批取样不少于500g5.2出厂检验
5.2.1产品出厂前应遂批进行检验,检验合格方可出厂5.2.2检验项目:感官、固含量、pH、黏度。5.2.3合格判定:检验项目全部合格,判该批产品合格。5.3型式检验
5.3.1检验时机
有下列情况之一者,应进行型式检验:a)产品结构、工艺、材料有重大改变时;产品长期停产后恢复生产时;
国家质量监督机构提出进行型式检验时:生产正常时,每半年至少进行1次型式检验d)
5.3.2抽样数量
每批产品随机抽取3个~5个包装单位,每个包装取150g200g5.3.3合格判定
要求中各项指标全部合格,则判该产品合格。如有项目指标不合格,应重新加倍取样,并对不合格的项目进行复测。复测结果仍不合格,则判该产品不合格。6标志、包装、运输和购存
6.1标志
每件包装上应涂刷或贴有牢固的标志,其内容包括:产品名称、产品标准号、型号、批号、生产日期、保质期、厂名、厂址、商标、净重、防护标识,并加盖生产厂检验合格的标记或附合格证。6.2包装
产品应使用清洁、无污染、密封性能好、便于运输的容器包装。6.3运输和贮存
6.3.1产品在装运时,应轻装轻卸,不应倒置,避免严重撞击,防止包装容器损坏造成渗漏6.3.2产品应防曝晒,防冻,防雨淋,防潮,远离火源。6.3.3产品应在通风阴凉的库房存放,贮存温度在5℃~35C,堆置时应离地和墙分别为20cm以上。6.3.4在原包装(原装、封装、原标记完好无异状)内的产品,按规定条件贮存,自生产之日起计,保质期不少于1年。
中华人民共和
轻工行业标准
皮革边缘整饰剂
QB/T5308-2018
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)85119832/38网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区月坛北小街6号院邮政编码:100037
电话:(010)68049923
版权所有
侵权必究
书号:155019·5282
定价:25.00元
印数:1-200册
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。