QB/T 2400-2018
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 2400-2018.Metal case backs for watches.
1范围
QB/T 2400规定了手表用金属后盖(以下简称“后盖”)的分类及部位名称、要求、试验方法、检验规则及标志、包装、运输、贮存。
QB/T 2400适用于安装在表壳上的金属后盖,其他类型的后盖亦可参照使用。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注8期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 196普通螺纹基本尺寸
GB/T 197普通螺纹公差
GB/T 2828.1计数抽样 检验程序第1部分: 按接收质量限(AQL)检索的逐批检验抽样计划
GB/T 2829周 期检验计数抽样程序及表(适用于对过程稳定性的检验)
GB/T 10111随机数的产生及 其在产品质量抽样检验中的应用程序
QB/T 2661-2013手表壳
QB/T 4775表壳体及其附件 人工汗耐腐蚀性能试验方法
QB/T4781手表外观件的外观检验条件
EN 1811长期直接与皮肤接触的物品以及插入人体刺穿部位的所有组件的镍释放量参考试验方法( Reference test method for release of nickel from all post assemblies which are inserted into pierced parts of the human body and articles intended to come into direct and prolonged contact with the skin)
3分类及 部位名称
后盖按结构分为:
一包珠揿后 盖:配合位横截面形状类似半圆形、与表壳通过过盈实现配合的后盖。其部位名称如
图1所示:
-螺纹后盖:与表壳通过螺纹实现配合的后盖。其部位名称如图2所示:
米位揿后盖:配合位形状类似米粒、与表壳通过过盈实现配合的后盖,其部位名称如图3所示;
-螺钉后盖: 与表壳通过螺钉实现配合的后盖。其部位名称如图4所示。
4要求
4.1尺寸和极限偏差
4.1.1包珠揿后盖
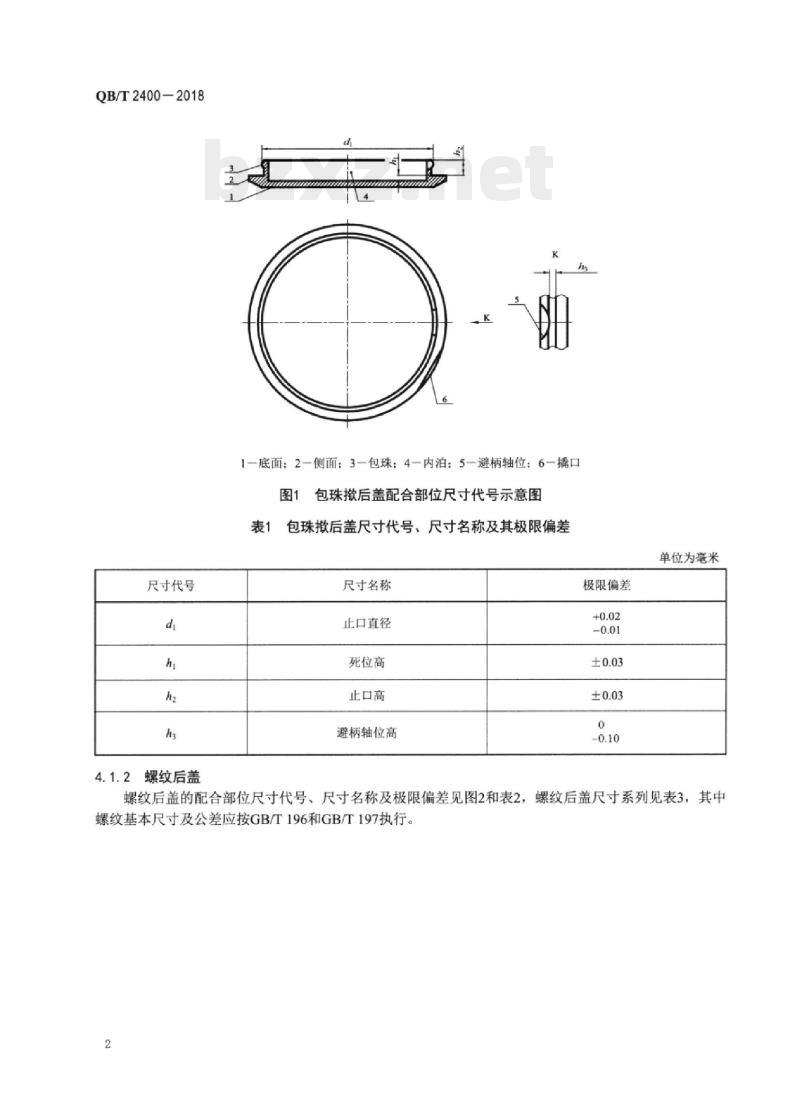
包珠揿后盖的配合部位尺寸代号、尺寸名称及极限偏差见图1和表1.
1范围
QB/T 2400规定了手表用金属后盖(以下简称“后盖”)的分类及部位名称、要求、试验方法、检验规则及标志、包装、运输、贮存。
QB/T 2400适用于安装在表壳上的金属后盖,其他类型的后盖亦可参照使用。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注8期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 196普通螺纹基本尺寸
GB/T 197普通螺纹公差
GB/T 2828.1计数抽样 检验程序第1部分: 按接收质量限(AQL)检索的逐批检验抽样计划
GB/T 2829周 期检验计数抽样程序及表(适用于对过程稳定性的检验)
GB/T 10111随机数的产生及 其在产品质量抽样检验中的应用程序
QB/T 2661-2013手表壳
QB/T 4775表壳体及其附件 人工汗耐腐蚀性能试验方法
QB/T4781手表外观件的外观检验条件
EN 1811长期直接与皮肤接触的物品以及插入人体刺穿部位的所有组件的镍释放量参考试验方法( Reference test method for release of nickel from all post assemblies which are inserted into pierced parts of the human body and articles intended to come into direct and prolonged contact with the skin)
3分类及 部位名称
后盖按结构分为:
一包珠揿后 盖:配合位横截面形状类似半圆形、与表壳通过过盈实现配合的后盖。其部位名称如
图1所示:
-螺纹后盖:与表壳通过螺纹实现配合的后盖。其部位名称如图2所示:
米位揿后盖:配合位形状类似米粒、与表壳通过过盈实现配合的后盖,其部位名称如图3所示;
-螺钉后盖: 与表壳通过螺钉实现配合的后盖。其部位名称如图4所示。
4要求
4.1尺寸和极限偏差
4.1.1包珠揿后盖
包珠揿后盖的配合部位尺寸代号、尺寸名称及极限偏差见图1和表1.
标准图片预览
标准内容
ICS39.040.10
分类号:Y11
备案号:65144-2018
中华人民共和国轻工行业标准
QB/T2400-2018
代替QB/T2400—1998
手表用金属后盖
Metal case backs for watches2018-07-04发布
中华人民共和国工业和信息化部2019-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准是对QB/T2400一1998《带螺纹的手表后盖尺寸系列》的修订。本标准与QB/T2400一1998相比,除编辑性修改外,主要技术变化如下:修改了标准名称:
删除了正多边形后盖相关内容:QB/T2400-2018
将“槽口型后盖”修改为“螺纹后盖”,并增加了“包珠后盖”、“米位后盖”、“螺钉后盖”尺寸和极限偏差的要求和试验方法(见4.1和5.2):增加了手表后盖玻璃的结合牢度、外观、耐腐蚀性能、表面覆盖层、镍释放量的要求和试验方法(见4.2~4.6和5.3~5.7):增加了手表后盖的检验规则、标志、包装、运输、贮存(见第6章和第7章)。本标准由中国轻工业联合会提出。本标准由全国钟表标准化技术委员会(SAC/TC160)归口。本标准主要起草单位:深圳市飞亚达精密计时制造有限公司、东莞均益精密五金制品有限公司、珠海罗西尼表业有限公司、深圳市雷诺表业有限公司、漳州市恒丽电子有限公司、天王电子(深圳)有限公司、依波精品(深圳)有限公司。本标准主要起草人:荆江波、徐金翠、熊汉生、范黎、郭新刚、龚翔、刘进永、兰付胜、邵跃明、蓝丽萍、李育忠、张克来、钟飞、杨丽。本标准所代替标准的历次版本发布情况为:QB/T2400-1998。
1范围
手表用金属后盖
QB/T2400-2018
本标准规定了手表用金属后盖(以下简称“后盖”)的分类及部位名称、要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于安装在表壳上的金属后盖,其他类型的后盖亦可参照使用。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T196普通螺纹基本尺寸
GB/T197普通螺纹公差
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T2829
随机数的产生及其在产品质量抽样检验中的应用程序GB/T10111
QB/T2661-2013手表壳
QB/T4775表壳体及其附件人工汗耐腐蚀性能试验方法QB/T4781手表外观件的外观检验条件EN1811长期直接与皮肤接触的物品以及插入人体刺穿部位的所有组件的镍释放量参考试验方法(Reference test method for release of nickel from all post assemblies which are inserted into pierced parts ofthe human body and articles intended to come into direct and prolonged contact with the skin)3分类及部位名称
后盖按结构分为:
包珠撤后盖:配合位横截面形状类似半圆形、与表壳通过过盈实现配合的后盖。其部位名称如图1所示:
螺纹后盖:与表壳通过螺纹实现配合的后盖。其部位名称如图2所示:一米位后盖:配合位形状类似米粒、与表壳通过过盈实现配合的后盖,其部位名称如图3所示:一螺钉后盖:与表壳通过螺钉实现配合的后盖。其部位名称如图4所示。4要求
4.1尺寸和极限偏差
4.1.1包珠后盖
包珠撤后盖的配合部位尺寸代号、尺寸名称及极限偏差见图1和表1。1
QB/T2400-2018
尺寸代号
4.1.2螺纹后盖
1一底面;2一侧面:3-包珠:4一内泊:5一避柄轴位;6-撬口图1包珠撤后盖配合部位尺寸代号示意图表1
包珠撤后盖尺寸代号、尺寸名称及其极限偏差尺寸名称
止口直径
死位高
止口高
避柄轴位高
极限偏差
单位为毫米
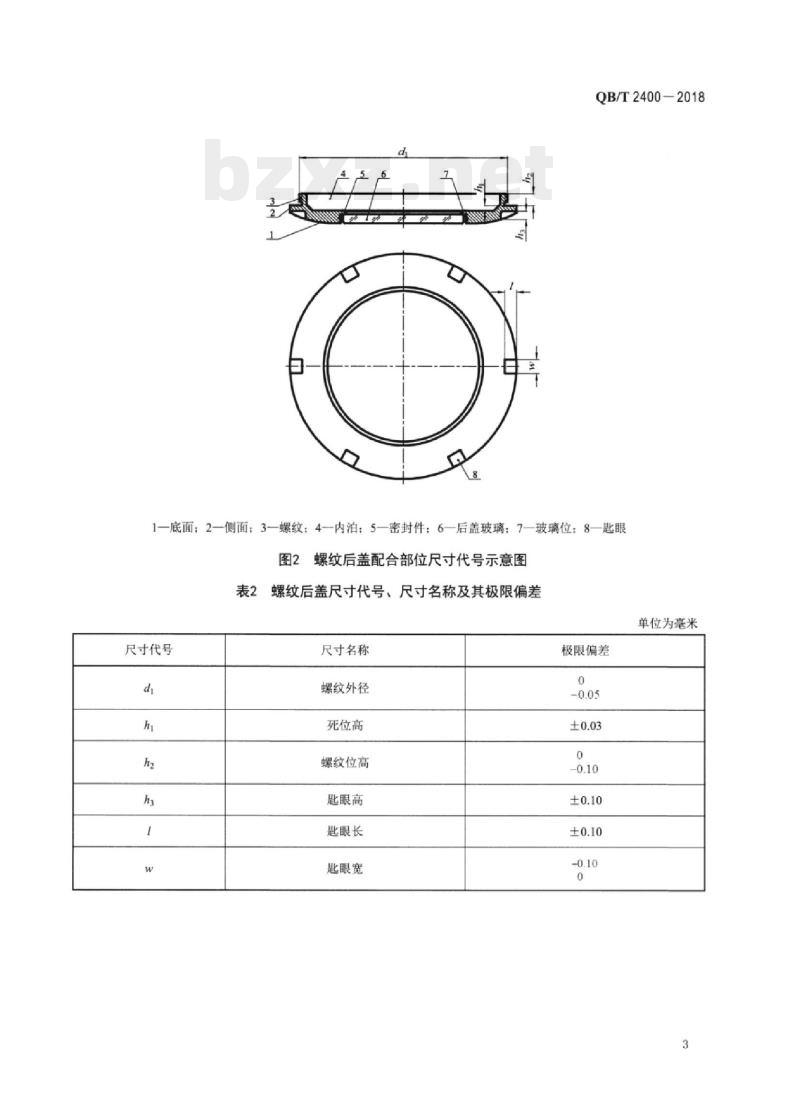
螺纹后盖的配合部位尺寸代号、尺寸名称及极限偏差见图2和表2,螺纹后盖尺寸系列见表3,其中螺纹基本尺寸及公差应按GB/T196和GB/T197执行。2
QB/T2400-2018
1—底面:2—侧面:3一螺纹:4一内泊:5—密封件:6—后盖玻璃:7—玻璃位:8—匙眼图2螺纹后盖配合部位尺寸代号示意图表2
螺纹后盖尺寸代号,尺寸名称及其极限偏差单位为毫米
尺寸代号
尺寸名称
螺纹外径
死位高wwW.bzxz.Net
螺纹位高
匙眼高
匙眼长
匙眼宽
极限偏差
QB/T2400-2018
米位后盖
表3螺纹后盖尺寸系列
米位掀后盖的配合部位尺寸代号、尺寸名称及极限偏差见图3和表4。4
单位为毫米
尺寸代号
4.1.4螺钉后盖
1一撬口:2一侧面:3一米位:4一内泊:5一底面:6一避柄轴位图3米位后盖配合部位尺寸代号示意图表4米位撤后盖尺寸代号、尺寸名称及其极限偏差尺寸名称
死位高
止口高
避柄轴位高
密封件位高
米位高
含米位止口长
止口宽
螺钉后盖的配合部位尺寸代号、尺寸名称及极限偏差见图4和表5。QB/T2400-2018
单位为毫米
极限偏差
QB/T2400-2018
1一侧面:2一止口:3—内泊:4一底面:5—避柄轴位;6—螺钉孔:7—沉头孔图4螺钉后盖配合部位尺寸代号示意图表5螺钉后盖尺寸代号、尺寸名称及其极限偏差尺寸代号
4.2后盖玻璃的结合牢度
尺寸名称
死位高
止口高
避柄轴位高
密封件位高
止口长
螺钉孔间距长
止口对角长
止口宽
螺钉孔间距宽
极限偏差
单位为毫米
当后盖玻璃位外形直径大于22mm(或玻璃面积大于380mm2)时,承受40N外推静载荷:当后盖玻璃位外形直径不大于22mm(或玻璃面积不大于380mm2)时,承受20N外推静载荷。经过静载荷测试后,表玻璃不应有可见位移或脱离。4.3外观
后盖外观应符合表6的规定。
粗糙度
图案和文字
4.4耐腐蚀性能
表6后盖外观要求
QB/T2400—2018
应清洁,后盖外表面不应有QB/T2661一2013附录B中所列的有关后盖的各种缺陷:外观造型、型面应规则、清晰
抛光后盖底面和侧面的表面粗糙度Ra不应大于0.2μm图案、文字应线条清晰,不应有断线、断划现象后盖经耐腐蚀性能试验后,外露表面不应出现目视可见的腐蚀点、腐蚀沉积物及盐析。4.5表面覆盖层
4.5.1附着力
后盖经附着力试验后,覆盖层表面不应有龟裂、起泡及分离、脱落等现象。4.5.2耐磨损性能
具有覆盖层的后盖经受相当于模拟手表佩戴一年的耐磨损性能试验后,覆盖层表面应无露底现象棱边可有宽度不大于0.2mm的露底,表面凸起位置可有直径不大于1mm的露底。4.6镍释放量
后盖的镍释放量要求应符合EN1811的规定。5试验方法
5.1试验条件
5.1.1试验环境
除有特殊要求外,试验的环境温度为18℃~25℃,在整个测试过程中温度波动不大于2℃,相对湿度不大于70%。
5.1.2试验仪器
后盖试验用仪器设备及最大充许误差见表7。表7试验仪器、量具
仪器、量具
投影仪
推力计
5.2尺寸和极限偏差
后盖配合尺寸用卡尺或投影仪测量。5.3后盖玻璃的结合牢度
分辨率
最大允许误差
放大倍数误差不大于0.08%
按4.2中的规定用推力计,对后盖玻璃向脱离后盖的方向施加静载荷并保持5s。5.4外观
在QB/T4781给出的条件下进行外观检查,必要时也可借助3×放大镜检查。5.5耐腐蚀性能
按QB/T4775规定的方法试验。
QB/T2400-2018
5.6表面覆盖层
5.6.1附着力
用直尺及一把带有尖角的硬质钢划刀在测试区域划一个2mmx2mm的正方形,施加足够的压力使划刀一次就能划破镀层达到基体材料。将不留残胶的、黏接强度在2.9N/cm~3.3N/cm的胶带粘于后盖镀层上,粘接过程中应避免产生气泡。10s后,以垂直于镀层表面的方向快速将胶带撕开。试验后在5.1.1规定的条件下检查样本镀层表面及胶带面是否有镀层脱落的痕迹,必要时使用3×放大镜检查。5.6.2耐磨损性能
按QB/T2661一2013附录C规定的方法试验。5.7镍释放量
按EN1811规定的方法测试。
6检验规则
6.1抽样
为保证样本具有好的代表性,样本的抽取应是随机的,可按照GB/T10111的规定进行。6.2出厂检验
6.2.1出厂检验按GB/T2828.1进行,采用正常检验一次抽样方案,其不合格分类、检验项目、检验水平(IL)和接收质量限(AQL)见表8。注:抽样方案仅为推荐使用,可在供需双方未提出抽样方案时采用,也可由供需双方协商确定抽样方案。表8出厂检验
不合格分类
检验项目
尺寸和极限偏差
后盖玻璃的结合牢度
6.2.2批的组成、批量的大小由供需双方商定。要求
检验水平
6.2.3检验的实施、合格判定及检验后的处置按GB/T2828.1的有关规定执行。6.3型式检验
6.3.1型式检验的样本应在出厂检验合格的某个批或若干批中抽取。接收质量限
6.3.2型式检验按GB/T2829进行,采用判别水平(DL)I和一次抽样。其不合格分类、检验项目、样本量(n)及不合格质量水平(RQL)见表9。表9型式检验
不合格分类
检验项目
尺寸和极限偏差
后盖玻璃的结合牢度
耐腐蚀性能
表面覆盖层
样本量
不合格质量水平
合格判定数
不合格判定数
6.3.3检验后合格与否的判定和检验后的处置按GB/T2829的有关规定执行。经型式检验后的样本,无论合格与否均不应作为合格品出厂8
6.3.4型式检验周期一般为1年,发生下列情况之一时应进行型式检验:一新产品投产或老产品转厂生产需要定型鉴定时:产品的设计、结构、工艺、材料有较大改变时:产品停产后又恢复生产时:
国家质量监督机构提出型式检验要求时。6.4镍释放量检验
6.4.1抽样数量
QB/T2400—2018
每批产品中随机抽取3组样品进行检验,样品抽取后密封放置,不进行任何处理。必要时应制作与后盖具有相同基体材料及表面处理工艺的试验样件。注:每组样品数量由送检单位和检测单位协商确定。6.4.2合格判定
6.4.2.1单组判定
如果检验结果符合本标准要求,即判定为合格。如果检验结果未达到本标准要求,应对保存样品进行复检,如果结果仍未达到本标准要求,则判定为不合格。6.4.2.2整批判定
3组被测样品全部合格,则判定整批产品合格。若有1组以上(含1组)不合格,再抽取6组样品进行复验。复验中6组全部合格,则判定该批产品合格,否则判定为不合格。6.4.3检验周期
镍释放量检验的周期同6.3.4。
注:如后盖用的原材料已通过镍释放量检测,且后续生产过程无镍产生,则原材料的镍释放量检验合格报告可作为后盖镍释放量合格的依据。
7标志、包装、运输、贮存
7.1标志
后盖标志由供需双方商定。
7.2包装
7.2.1后盖出厂时应单独分隔包装,经供需双方同意,也可采取其他包装方式。7.2.2后盖包装应附有产品合格证,并注明下列内容:名称、规格:
生产日期或生产批号:
产品数量;
生产厂家:
采用标准编号:
产品合格标记。
7.3运输
后盖在运输过程中应小心轻放,忌高温、受潮、相互挤压,避免受到冲击、强烈震动或化学物质侵蚀。
7.4贮存
后盖应贮存在-5℃~40℃,相对湿度不大于80%的环境中。产品应避免与能产生腐蚀性气体的物品存放在一起。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y11
备案号:65144-2018
中华人民共和国轻工行业标准
QB/T2400-2018
代替QB/T2400—1998
手表用金属后盖
Metal case backs for watches2018-07-04发布
中华人民共和国工业和信息化部2019-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准是对QB/T2400一1998《带螺纹的手表后盖尺寸系列》的修订。本标准与QB/T2400一1998相比,除编辑性修改外,主要技术变化如下:修改了标准名称:
删除了正多边形后盖相关内容:QB/T2400-2018
将“槽口型后盖”修改为“螺纹后盖”,并增加了“包珠后盖”、“米位后盖”、“螺钉后盖”尺寸和极限偏差的要求和试验方法(见4.1和5.2):增加了手表后盖玻璃的结合牢度、外观、耐腐蚀性能、表面覆盖层、镍释放量的要求和试验方法(见4.2~4.6和5.3~5.7):增加了手表后盖的检验规则、标志、包装、运输、贮存(见第6章和第7章)。本标准由中国轻工业联合会提出。本标准由全国钟表标准化技术委员会(SAC/TC160)归口。本标准主要起草单位:深圳市飞亚达精密计时制造有限公司、东莞均益精密五金制品有限公司、珠海罗西尼表业有限公司、深圳市雷诺表业有限公司、漳州市恒丽电子有限公司、天王电子(深圳)有限公司、依波精品(深圳)有限公司。本标准主要起草人:荆江波、徐金翠、熊汉生、范黎、郭新刚、龚翔、刘进永、兰付胜、邵跃明、蓝丽萍、李育忠、张克来、钟飞、杨丽。本标准所代替标准的历次版本发布情况为:QB/T2400-1998。
1范围
手表用金属后盖
QB/T2400-2018
本标准规定了手表用金属后盖(以下简称“后盖”)的分类及部位名称、要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于安装在表壳上的金属后盖,其他类型的后盖亦可参照使用。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T196普通螺纹基本尺寸
GB/T197普通螺纹公差
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T2829
随机数的产生及其在产品质量抽样检验中的应用程序GB/T10111
QB/T2661-2013手表壳
QB/T4775表壳体及其附件人工汗耐腐蚀性能试验方法QB/T4781手表外观件的外观检验条件EN1811长期直接与皮肤接触的物品以及插入人体刺穿部位的所有组件的镍释放量参考试验方法(Reference test method for release of nickel from all post assemblies which are inserted into pierced parts ofthe human body and articles intended to come into direct and prolonged contact with the skin)3分类及部位名称
后盖按结构分为:
包珠撤后盖:配合位横截面形状类似半圆形、与表壳通过过盈实现配合的后盖。其部位名称如图1所示:
螺纹后盖:与表壳通过螺纹实现配合的后盖。其部位名称如图2所示:一米位后盖:配合位形状类似米粒、与表壳通过过盈实现配合的后盖,其部位名称如图3所示:一螺钉后盖:与表壳通过螺钉实现配合的后盖。其部位名称如图4所示。4要求
4.1尺寸和极限偏差
4.1.1包珠后盖
包珠撤后盖的配合部位尺寸代号、尺寸名称及极限偏差见图1和表1。1
QB/T2400-2018
尺寸代号
4.1.2螺纹后盖
1一底面;2一侧面:3-包珠:4一内泊:5一避柄轴位;6-撬口图1包珠撤后盖配合部位尺寸代号示意图表1
包珠撤后盖尺寸代号、尺寸名称及其极限偏差尺寸名称
止口直径
死位高
止口高
避柄轴位高
极限偏差
单位为毫米
螺纹后盖的配合部位尺寸代号、尺寸名称及极限偏差见图2和表2,螺纹后盖尺寸系列见表3,其中螺纹基本尺寸及公差应按GB/T196和GB/T197执行。2
QB/T2400-2018
1—底面:2—侧面:3一螺纹:4一内泊:5—密封件:6—后盖玻璃:7—玻璃位:8—匙眼图2螺纹后盖配合部位尺寸代号示意图表2
螺纹后盖尺寸代号,尺寸名称及其极限偏差单位为毫米
尺寸代号
尺寸名称
螺纹外径
死位高wwW.bzxz.Net
螺纹位高
匙眼高
匙眼长
匙眼宽
极限偏差
QB/T2400-2018
米位后盖
表3螺纹后盖尺寸系列
米位掀后盖的配合部位尺寸代号、尺寸名称及极限偏差见图3和表4。4
单位为毫米
尺寸代号
4.1.4螺钉后盖
1一撬口:2一侧面:3一米位:4一内泊:5一底面:6一避柄轴位图3米位后盖配合部位尺寸代号示意图表4米位撤后盖尺寸代号、尺寸名称及其极限偏差尺寸名称
死位高
止口高
避柄轴位高
密封件位高
米位高
含米位止口长
止口宽
螺钉后盖的配合部位尺寸代号、尺寸名称及极限偏差见图4和表5。QB/T2400-2018
单位为毫米
极限偏差
QB/T2400-2018
1一侧面:2一止口:3—内泊:4一底面:5—避柄轴位;6—螺钉孔:7—沉头孔图4螺钉后盖配合部位尺寸代号示意图表5螺钉后盖尺寸代号、尺寸名称及其极限偏差尺寸代号
4.2后盖玻璃的结合牢度
尺寸名称
死位高
止口高
避柄轴位高
密封件位高
止口长
螺钉孔间距长
止口对角长
止口宽
螺钉孔间距宽
极限偏差
单位为毫米
当后盖玻璃位外形直径大于22mm(或玻璃面积大于380mm2)时,承受40N外推静载荷:当后盖玻璃位外形直径不大于22mm(或玻璃面积不大于380mm2)时,承受20N外推静载荷。经过静载荷测试后,表玻璃不应有可见位移或脱离。4.3外观
后盖外观应符合表6的规定。
粗糙度
图案和文字
4.4耐腐蚀性能
表6后盖外观要求
QB/T2400—2018
应清洁,后盖外表面不应有QB/T2661一2013附录B中所列的有关后盖的各种缺陷:外观造型、型面应规则、清晰
抛光后盖底面和侧面的表面粗糙度Ra不应大于0.2μm图案、文字应线条清晰,不应有断线、断划现象后盖经耐腐蚀性能试验后,外露表面不应出现目视可见的腐蚀点、腐蚀沉积物及盐析。4.5表面覆盖层
4.5.1附着力
后盖经附着力试验后,覆盖层表面不应有龟裂、起泡及分离、脱落等现象。4.5.2耐磨损性能
具有覆盖层的后盖经受相当于模拟手表佩戴一年的耐磨损性能试验后,覆盖层表面应无露底现象棱边可有宽度不大于0.2mm的露底,表面凸起位置可有直径不大于1mm的露底。4.6镍释放量
后盖的镍释放量要求应符合EN1811的规定。5试验方法
5.1试验条件
5.1.1试验环境
除有特殊要求外,试验的环境温度为18℃~25℃,在整个测试过程中温度波动不大于2℃,相对湿度不大于70%。
5.1.2试验仪器
后盖试验用仪器设备及最大充许误差见表7。表7试验仪器、量具
仪器、量具
投影仪
推力计
5.2尺寸和极限偏差
后盖配合尺寸用卡尺或投影仪测量。5.3后盖玻璃的结合牢度
分辨率
最大允许误差
放大倍数误差不大于0.08%
按4.2中的规定用推力计,对后盖玻璃向脱离后盖的方向施加静载荷并保持5s。5.4外观
在QB/T4781给出的条件下进行外观检查,必要时也可借助3×放大镜检查。5.5耐腐蚀性能
按QB/T4775规定的方法试验。
QB/T2400-2018
5.6表面覆盖层
5.6.1附着力
用直尺及一把带有尖角的硬质钢划刀在测试区域划一个2mmx2mm的正方形,施加足够的压力使划刀一次就能划破镀层达到基体材料。将不留残胶的、黏接强度在2.9N/cm~3.3N/cm的胶带粘于后盖镀层上,粘接过程中应避免产生气泡。10s后,以垂直于镀层表面的方向快速将胶带撕开。试验后在5.1.1规定的条件下检查样本镀层表面及胶带面是否有镀层脱落的痕迹,必要时使用3×放大镜检查。5.6.2耐磨损性能
按QB/T2661一2013附录C规定的方法试验。5.7镍释放量
按EN1811规定的方法测试。
6检验规则
6.1抽样
为保证样本具有好的代表性,样本的抽取应是随机的,可按照GB/T10111的规定进行。6.2出厂检验
6.2.1出厂检验按GB/T2828.1进行,采用正常检验一次抽样方案,其不合格分类、检验项目、检验水平(IL)和接收质量限(AQL)见表8。注:抽样方案仅为推荐使用,可在供需双方未提出抽样方案时采用,也可由供需双方协商确定抽样方案。表8出厂检验
不合格分类
检验项目
尺寸和极限偏差
后盖玻璃的结合牢度
6.2.2批的组成、批量的大小由供需双方商定。要求
检验水平
6.2.3检验的实施、合格判定及检验后的处置按GB/T2828.1的有关规定执行。6.3型式检验
6.3.1型式检验的样本应在出厂检验合格的某个批或若干批中抽取。接收质量限
6.3.2型式检验按GB/T2829进行,采用判别水平(DL)I和一次抽样。其不合格分类、检验项目、样本量(n)及不合格质量水平(RQL)见表9。表9型式检验
不合格分类
检验项目
尺寸和极限偏差
后盖玻璃的结合牢度
耐腐蚀性能
表面覆盖层
样本量
不合格质量水平
合格判定数
不合格判定数
6.3.3检验后合格与否的判定和检验后的处置按GB/T2829的有关规定执行。经型式检验后的样本,无论合格与否均不应作为合格品出厂8
6.3.4型式检验周期一般为1年,发生下列情况之一时应进行型式检验:一新产品投产或老产品转厂生产需要定型鉴定时:产品的设计、结构、工艺、材料有较大改变时:产品停产后又恢复生产时:
国家质量监督机构提出型式检验要求时。6.4镍释放量检验
6.4.1抽样数量
QB/T2400—2018
每批产品中随机抽取3组样品进行检验,样品抽取后密封放置,不进行任何处理。必要时应制作与后盖具有相同基体材料及表面处理工艺的试验样件。注:每组样品数量由送检单位和检测单位协商确定。6.4.2合格判定
6.4.2.1单组判定
如果检验结果符合本标准要求,即判定为合格。如果检验结果未达到本标准要求,应对保存样品进行复检,如果结果仍未达到本标准要求,则判定为不合格。6.4.2.2整批判定
3组被测样品全部合格,则判定整批产品合格。若有1组以上(含1组)不合格,再抽取6组样品进行复验。复验中6组全部合格,则判定该批产品合格,否则判定为不合格。6.4.3检验周期
镍释放量检验的周期同6.3.4。
注:如后盖用的原材料已通过镍释放量检测,且后续生产过程无镍产生,则原材料的镍释放量检验合格报告可作为后盖镍释放量合格的依据。
7标志、包装、运输、贮存
7.1标志
后盖标志由供需双方商定。
7.2包装
7.2.1后盖出厂时应单独分隔包装,经供需双方同意,也可采取其他包装方式。7.2.2后盖包装应附有产品合格证,并注明下列内容:名称、规格:
生产日期或生产批号:
产品数量;
生产厂家:
采用标准编号:
产品合格标记。
7.3运输
后盖在运输过程中应小心轻放,忌高温、受潮、相互挤压,避免受到冲击、强烈震动或化学物质侵蚀。
7.4贮存
后盖应贮存在-5℃~40℃,相对湿度不大于80%的环境中。产品应避免与能产生腐蚀性气体的物品存放在一起。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。