QB/T 1932-1993
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1932-1993.
5.3.1取含水率不超过15% 的2000 x 500 x 40(mm)木板或其它人造板做锯割试验。
5.3.2在锯觀过程中,逐斷加大进给直至达到规定最大功率的方法做最大功率试验。
5.3.3锯片可倾斜式精 密裁板圆锯机将锯片调整至45 °倾斜位置后按4.6.2条重新试验。
5.4 机床精度检验
机床精度的检验,应符合本标准第4.2条的规定。
6检验规则
机床验收检验分为型式检验和正常生产产品的出厂检验。
6.1型式检验
6.1.1型式检验是为了全面考核机床的质量,因此,型式检验项目为本标准技术要求的全部内容。凡遇下列情况之- -均应进行型式检验。
a.新产品或老产品转厂生产的试制定型鉴定时;
b.机床结构、性能有较大变化时;
c.产品停产三年后,恢复生产时;
d.质量監督机构提出型式检验要求时。
6.1.2型式检验项 目应采取随机抽样法,抽检1台。型式检验如不合格,应加倍抽样进行检验,如仍不合格,则该批产品视为不合格。
6.2出厂 “检验
6.2.1机床出厂前应根据本标准第4.2条规定进行检验。
6.2.2每台机床出厂 前,均需厂检验部[ ]检验合格并签发产品合格证明书方可出厂。
7标志、包装、运输、贮存
7.1标志
标志应符合GB 191 的规定。
7.2包装
包装应符合JB 2759 的规定。
7.3运输
运输和装卸时应小心轻放,严禁倒置。
7.4贮存
产品存放在通风干燥处,严禁长时间存放在露天仓库,产品装配后,防锈有效期为一年。
5.3.1取含水率不超过15% 的2000 x 500 x 40(mm)木板或其它人造板做锯割试验。
5.3.2在锯觀过程中,逐斷加大进给直至达到规定最大功率的方法做最大功率试验。
5.3.3锯片可倾斜式精 密裁板圆锯机将锯片调整至45 °倾斜位置后按4.6.2条重新试验。
5.4 机床精度检验
机床精度的检验,应符合本标准第4.2条的规定。
6检验规则
机床验收检验分为型式检验和正常生产产品的出厂检验。
6.1型式检验
6.1.1型式检验是为了全面考核机床的质量,因此,型式检验项目为本标准技术要求的全部内容。凡遇下列情况之- -均应进行型式检验。
a.新产品或老产品转厂生产的试制定型鉴定时;
b.机床结构、性能有较大变化时;
c.产品停产三年后,恢复生产时;
d.质量監督机构提出型式检验要求时。
6.1.2型式检验项 目应采取随机抽样法,抽检1台。型式检验如不合格,应加倍抽样进行检验,如仍不合格,则该批产品视为不合格。
6.2出厂 “检验
6.2.1机床出厂前应根据本标准第4.2条规定进行检验。
6.2.2每台机床出厂 前,均需厂检验部[ ]检验合格并签发产品合格证明书方可出厂。
7标志、包装、运输、贮存
7.1标志
标志应符合GB 191 的规定。
7.2包装
包装应符合JB 2759 的规定。
7.3运输
运输和装卸时应小心轻放,严禁倒置。
7.4贮存
产品存放在通风干燥处,严禁长时间存放在露天仓库,产品装配后,防锈有效期为一年。
标准图片预览


标准内容
主题内容与适用范围
中华人民共和国行业标准此内容来自标准下载网
精密裁板圆锯机
QB/T1932—93
本标准规定了家具机械精密裁板圆锯机的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于锯片不可倾斜和锯片可倾斜式精密裁板圆锯机(以下简称机床)。引用标准
包装储运图示标志
GB3324木家具
GB3766
机床润滑系统
GB5226
机床电器设备通用技术条件
QB/T1527
QB/T1931
家具机械通用技术条件
家具机械型号编制方法
ZBJ65015木工机床噪声声(压)级测量方法JB2759
机电产品包装通用技术条件
JB2855
机床涂漆技术条件
JB4171
木工机床精度检验通则
3产品分类
机床的型号应符合QB/T1931的规定。4技术要求
机床应符合本标准的规定,并按经规定程序批准的图样和技术文件制造。4.1主参数
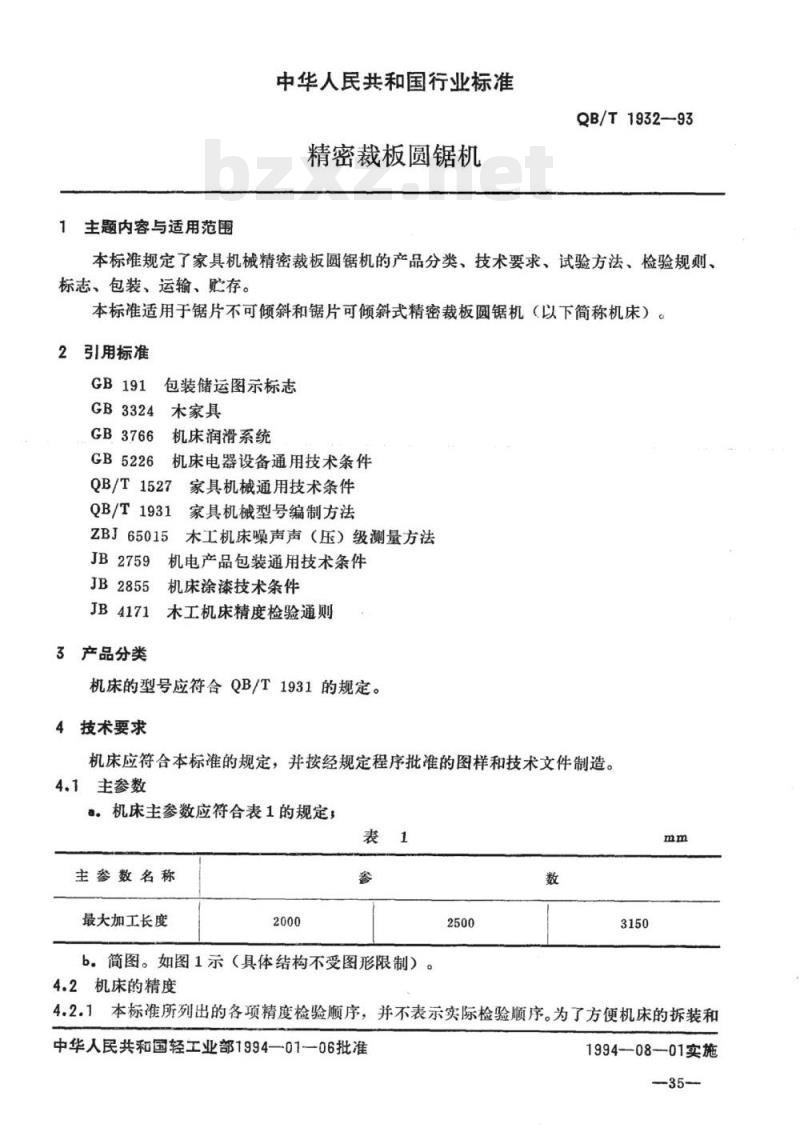
a。机床主参数应符合表1的规定,表1
主参数名称
最大加工长度
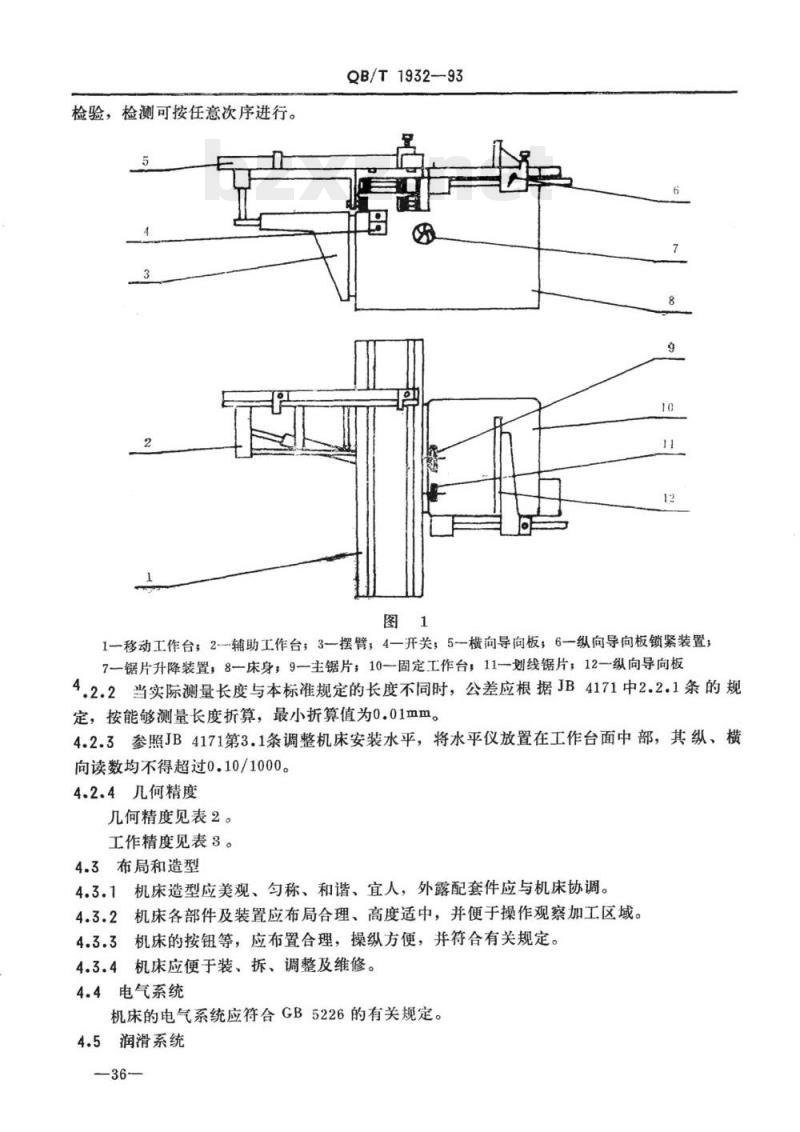
b。简图。如图1示(具体结构不受图形限制)。4.2机床的精度
4.2.1本标准所列出的各项精度检验顺序,并不表示实际检验顺序。为了方便机床的拆装和中华人民共和国轻工业部19940106批准1994—08--01实施
检验,检测可按任意次序进行。QB/T1932-93
1一移动工作台;2-辅助工作台;3一摆臂,4—开关;5一横向导向板,6一纵向导向板锁紧装置;7一锯片升降装置,8一床身,9一主锯片;10一固定工作台,11一划线锯片;12一纵向导向板4.2.2当实际测量长度与本标准规定的长度不同时,公差应根据JB4171中2.2.1条的规定,按能够测量长度折算,最小折算值为0.01mm。4.2.3参照JB4171第3.1条调整机床安装水平,将水平仪放置在工作台面中部,其纵、横向读数均不得超过0.10/1000。
4.2.4几何精度
几何精度见表2。
工作精度见表8。
4.3布局和造型
4.3.1机床造型应美观、勾称、和谐、宜人,外露配套件应与机床协调。机床各部件及装置应布局合理、高度适中,并便于操作观察加工区域。4.3.2
机床的按钮等,应布置合理,操纵方便,并符合有关规定。4.3.3
机床应便于装、拆、调整及维修。4.3.4
4.4电气系统
机床的电气系统应符合GB5226的有关规定。4.5润滑系统
QB/T1932-93
机床的润滑系统应符合GB3766的有关规定。4.6安全卫生
机床运转时不应有不正常的尖叫声和冲击声,在空运转条件下,机床噪声声压级不得超过80dB(A)。
4.7加工和装配
4.7.1机床上各种零件材料的牌号和机械性能应符合相应标准的规定。4.7.2铸件质量应符合QB/T1527第4.2条的规定。4.7.3焊接件质量应符合QB/T1527第4.4条的规定。4.7.4冷作件各平面应平整,不应翘曲,各棱边应平直。4.7.5机械加工件质量应符合QB/T1527第4.5条的规定。4.7.6机床装配质量应符合QB/T1527第4.8条的规定。4.8外观质量
4.8.1机床外观表面,不应有图样未规定的凸起、凹陷、粗糙不平和其它损伤。4.8.2机床的防护罩应平整、匀称,不应翘曲凹陷。4.8.3机床零、部件外露结合面的边缘应整齐、匀称,不应有明显的错位。4.8.4外露的焊缝应修整平直、均匀。4.8.5机床零件未加工的表面,应涂以油漆。机床的涂漆应符合JB2855的规定。5试验方法
5.1外观检验
5.1.1型号检验
机床型号按本标准第3章检验。
5.1.2参数检验
机床参数按本标准第4.1条检验。5.1.3布局和造型
机床的布局和造型按本标准第4.3条评定。5.1.4外观质量
机床各部位的外观质量按本标准第4.8条检验。5.2机床的空运转试验
5.2.1动作试验
压板起动、停止10次,应灵活、可靠。5.2.2电气系统的检验
检验机床的电气系统工作情况,应符合GB5226的规定。5.2.3润滑系统的检验
润滑系统的工作情况,应符合GB3766的规定。5.2.4噪声检验
按ZBJ65015规定的方法测量机床噪声的声压级,测量结果不得超过第4.6条的规定。5.3机床的负荷试验
QB/T1932—93
5.3.1取含水率不超过15%的2000×500×40(mm)木板或其它人造板做锯割试验。5.3.2在锯割过程中,逐渐加大进给直至达到规定最大功率的方法做最大功率试验。5.3.3锯片可倾斜式精密裁板圆锯机将锯片调整至45°倾斜位置后按4.6.2条重新试验。5.4机床精度检验
机床精度的检验,应符合本标准第4.2条的规定。6检验规则
机床验收检验分为型式检验和正常生产产品的出厂检验。6.1型式检验
6.1.1型式检验是为了全面考核机床的质量,因此,型式检验项目为本标准技术要求的全部内容。凡遇下列情况之一均应进行型式检验。a。新产品或老产品转厂生产的试制定型鉴定时;b。机床结构、性能有较大变化时;c。产品停产三年后,恢复生产时;d。质量监督机构提出型式检验要求时。6.1.2型式检验项目应采取随机抽样法,抽检1台。型式检验如不合格,应加倍抽样进行检验,如仍不合格,则该批产品视为不合格。6.2出厂检验
6.2.1机床出厂前应根据本标准第4.2条规定进行检验。6.2.2每台机床出厂前,均需厂检验部门检验合格并签发产品合格证明书方可出厂。7标志、包装、运输、贮存
7.1标志
标志应符合GB191的规定。
7.2包装
包装应符合JB2759的规定。
7.3运输
运输和装卸时应小心轻放,严禁倒置。7.4贮存
产品存放在通风干燥处,严禁长时间存放在露天仓库,产品装配后,防锈有效期为一年。
-38—
QB/T1932—93
'3'2'1'2'
2'2'2'1'2*
—39-
QB/T1932-93
000000
QB/T1932—93
QB/T1932—93
—42—
QB/T1932—93
“081
“081
QB/T1932-—93
2.2·8斤
QB/T1932—93
01~0:00T
QB/T1932-93
—46-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国行业标准此内容来自标准下载网
精密裁板圆锯机
QB/T1932—93
本标准规定了家具机械精密裁板圆锯机的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于锯片不可倾斜和锯片可倾斜式精密裁板圆锯机(以下简称机床)。引用标准
包装储运图示标志
GB3324木家具
GB3766
机床润滑系统
GB5226
机床电器设备通用技术条件
QB/T1527
QB/T1931
家具机械通用技术条件
家具机械型号编制方法
ZBJ65015木工机床噪声声(压)级测量方法JB2759
机电产品包装通用技术条件
JB2855
机床涂漆技术条件
JB4171
木工机床精度检验通则
3产品分类
机床的型号应符合QB/T1931的规定。4技术要求
机床应符合本标准的规定,并按经规定程序批准的图样和技术文件制造。4.1主参数
a。机床主参数应符合表1的规定,表1
主参数名称
最大加工长度
b。简图。如图1示(具体结构不受图形限制)。4.2机床的精度
4.2.1本标准所列出的各项精度检验顺序,并不表示实际检验顺序。为了方便机床的拆装和中华人民共和国轻工业部19940106批准1994—08--01实施
检验,检测可按任意次序进行。QB/T1932-93
1一移动工作台;2-辅助工作台;3一摆臂,4—开关;5一横向导向板,6一纵向导向板锁紧装置;7一锯片升降装置,8一床身,9一主锯片;10一固定工作台,11一划线锯片;12一纵向导向板4.2.2当实际测量长度与本标准规定的长度不同时,公差应根据JB4171中2.2.1条的规定,按能够测量长度折算,最小折算值为0.01mm。4.2.3参照JB4171第3.1条调整机床安装水平,将水平仪放置在工作台面中部,其纵、横向读数均不得超过0.10/1000。
4.2.4几何精度
几何精度见表2。
工作精度见表8。
4.3布局和造型
4.3.1机床造型应美观、勾称、和谐、宜人,外露配套件应与机床协调。机床各部件及装置应布局合理、高度适中,并便于操作观察加工区域。4.3.2
机床的按钮等,应布置合理,操纵方便,并符合有关规定。4.3.3
机床应便于装、拆、调整及维修。4.3.4
4.4电气系统
机床的电气系统应符合GB5226的有关规定。4.5润滑系统
QB/T1932-93
机床的润滑系统应符合GB3766的有关规定。4.6安全卫生
机床运转时不应有不正常的尖叫声和冲击声,在空运转条件下,机床噪声声压级不得超过80dB(A)。
4.7加工和装配
4.7.1机床上各种零件材料的牌号和机械性能应符合相应标准的规定。4.7.2铸件质量应符合QB/T1527第4.2条的规定。4.7.3焊接件质量应符合QB/T1527第4.4条的规定。4.7.4冷作件各平面应平整,不应翘曲,各棱边应平直。4.7.5机械加工件质量应符合QB/T1527第4.5条的规定。4.7.6机床装配质量应符合QB/T1527第4.8条的规定。4.8外观质量
4.8.1机床外观表面,不应有图样未规定的凸起、凹陷、粗糙不平和其它损伤。4.8.2机床的防护罩应平整、匀称,不应翘曲凹陷。4.8.3机床零、部件外露结合面的边缘应整齐、匀称,不应有明显的错位。4.8.4外露的焊缝应修整平直、均匀。4.8.5机床零件未加工的表面,应涂以油漆。机床的涂漆应符合JB2855的规定。5试验方法
5.1外观检验
5.1.1型号检验
机床型号按本标准第3章检验。
5.1.2参数检验
机床参数按本标准第4.1条检验。5.1.3布局和造型
机床的布局和造型按本标准第4.3条评定。5.1.4外观质量
机床各部位的外观质量按本标准第4.8条检验。5.2机床的空运转试验
5.2.1动作试验
压板起动、停止10次,应灵活、可靠。5.2.2电气系统的检验
检验机床的电气系统工作情况,应符合GB5226的规定。5.2.3润滑系统的检验
润滑系统的工作情况,应符合GB3766的规定。5.2.4噪声检验
按ZBJ65015规定的方法测量机床噪声的声压级,测量结果不得超过第4.6条的规定。5.3机床的负荷试验
QB/T1932—93
5.3.1取含水率不超过15%的2000×500×40(mm)木板或其它人造板做锯割试验。5.3.2在锯割过程中,逐渐加大进给直至达到规定最大功率的方法做最大功率试验。5.3.3锯片可倾斜式精密裁板圆锯机将锯片调整至45°倾斜位置后按4.6.2条重新试验。5.4机床精度检验
机床精度的检验,应符合本标准第4.2条的规定。6检验规则
机床验收检验分为型式检验和正常生产产品的出厂检验。6.1型式检验
6.1.1型式检验是为了全面考核机床的质量,因此,型式检验项目为本标准技术要求的全部内容。凡遇下列情况之一均应进行型式检验。a。新产品或老产品转厂生产的试制定型鉴定时;b。机床结构、性能有较大变化时;c。产品停产三年后,恢复生产时;d。质量监督机构提出型式检验要求时。6.1.2型式检验项目应采取随机抽样法,抽检1台。型式检验如不合格,应加倍抽样进行检验,如仍不合格,则该批产品视为不合格。6.2出厂检验
6.2.1机床出厂前应根据本标准第4.2条规定进行检验。6.2.2每台机床出厂前,均需厂检验部门检验合格并签发产品合格证明书方可出厂。7标志、包装、运输、贮存
7.1标志
标志应符合GB191的规定。
7.2包装
包装应符合JB2759的规定。
7.3运输
运输和装卸时应小心轻放,严禁倒置。7.4贮存
产品存放在通风干燥处,严禁长时间存放在露天仓库,产品装配后,防锈有效期为一年。
-38—
QB/T1932—93
'3'2'1'2'
2'2'2'1'2*
—39-
QB/T1932-93
000000
QB/T1932—93
QB/T1932—93
—42—
QB/T1932—93
“081
“081
QB/T1932-—93
2.2·8斤
QB/T1932—93
01~0:00T
QB/T1932-93
—46-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。