QB 1726. 1727-1993 1993 感光材料
基本信息
标准号: QB 1726. 1727-1993 1993 感光材料
中文名称:QB/T 1725. 1728~1731-
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:7299704
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB 1726. 1727-1993 QB/T 1725. 1728~1731-1993.
1主题内容与适用范围
QB/T 1725规定了332型工业X射线胶片的技术要求、试验方法、检验规则、包装、标志及贮存运输要求。
QB/T 1725适用于供工业上对钢、铁、铝等金属及其合金材料的焊缝、铸件等进行无损探伤检验用的X射线胶片。
QB/T 1725不适用于医用X射线胶片。
2引用标准
CB 9582工业X线胶片 感光 度和平均斜率的测定方法X 线测定法
GB6843感光材料涂层喀点测定方法
3产品分类
3.1 产品规格散页片
3.2 产品型号332型(型号分类方法见附录A )
4技术要求
4.1照相性能 和物理性能:
在本标准规定的冲洗加工条件下,胶片的照相性能和物理性能应符合表1规定指标。
6.3验收 检验
接收单位--般凭合格证验收。
接收单位如果进行检验,验收批以出厂乳剂号计算,每批胶片从任意-外包箱中至少抽取一盒进行检验。
检验按本标准规定进行。
经检验,如有项目指标不合格,则加倍抽取样品,对不合格项目进行复验,如果复验合格,则该批胶片应予接收,如果复验仍不合格,则该批产品不符合标准。
6.4质量保证
使用部门业已验收的胶片,在正常运输、贮存和使用条件下,在保证期内,确因胶片存在制造质量问题,经鉴定,应予换货或退货。
7标志、包装、运输、贮存.
7.1标志
7.1.1包装盒标志
包装盒内要有产品使用说明书。
包装盒表面要标志出产品名称、生产厂名注册商标、型号、规格、数量、保证期、生产批号等内容。
7.1.2包装 箱标志
每箱内要装有生产厂检验部门签发的产品出厂检验合格证。
包装箱外应标志出产品名称、生产厂名、注册商标、型号、规格、数量、重量、体积、放置方向、堆放高度、储运条件、对辐射能敏感的感光材料运输包装图示标志、保证期及生产批号。
7.2 包装
7.2.1防粘层
胶片之间要衬垫有防粘效果的衬纸。
7.2.2防折层
每定量包装要有防止胶片折痕的卡纸。
7.2.3避光防潮层
每定量包装要有避光和防潮作用的包装袋。
1主题内容与适用范围
QB/T 1725规定了332型工业X射线胶片的技术要求、试验方法、检验规则、包装、标志及贮存运输要求。
QB/T 1725适用于供工业上对钢、铁、铝等金属及其合金材料的焊缝、铸件等进行无损探伤检验用的X射线胶片。
QB/T 1725不适用于医用X射线胶片。
2引用标准
CB 9582工业X线胶片 感光 度和平均斜率的测定方法X 线测定法
GB6843感光材料涂层喀点测定方法
3产品分类
3.1 产品规格散页片
3.2 产品型号332型(型号分类方法见附录A )
4技术要求
4.1照相性能 和物理性能:
在本标准规定的冲洗加工条件下,胶片的照相性能和物理性能应符合表1规定指标。
6.3验收 检验
接收单位--般凭合格证验收。
接收单位如果进行检验,验收批以出厂乳剂号计算,每批胶片从任意-外包箱中至少抽取一盒进行检验。
检验按本标准规定进行。
经检验,如有项目指标不合格,则加倍抽取样品,对不合格项目进行复验,如果复验合格,则该批胶片应予接收,如果复验仍不合格,则该批产品不符合标准。
6.4质量保证
使用部门业已验收的胶片,在正常运输、贮存和使用条件下,在保证期内,确因胶片存在制造质量问题,经鉴定,应予换货或退货。
7标志、包装、运输、贮存.
7.1标志
7.1.1包装盒标志
包装盒内要有产品使用说明书。
包装盒表面要标志出产品名称、生产厂名注册商标、型号、规格、数量、保证期、生产批号等内容。
7.1.2包装 箱标志
每箱内要装有生产厂检验部门签发的产品出厂检验合格证。
包装箱外应标志出产品名称、生产厂名、注册商标、型号、规格、数量、重量、体积、放置方向、堆放高度、储运条件、对辐射能敏感的感光材料运输包装图示标志、保证期及生产批号。
7.2 包装
7.2.1防粘层
胶片之间要衬垫有防粘效果的衬纸。
7.2.2防折层
每定量包装要有防止胶片折痕的卡纸。
7.2.3避光防潮层
每定量包装要有避光和防潮作用的包装袋。
标准图片预览
标准内容
中华人民共和国行业标准
QB1726、1727-—93
QB/T1725、1729~1731—93bZxz.net
感光材料
1993-04—15发布
1993-12-01实施
中华人民共和国轻工业部发布
QB/T1725—93332型工业X射线胶片QB1726—93散页相纸尺寸·
QB1727—93黑白照相纸·
VB/T17283IS0100/21°黑白照相胶片…2度H4..2%.7然QB/T1729—93ISO100/21°黑白照相胶卷QB/T1730-93氨氛激光传真胶片:QB/T1731-93彩色相纸感光度测定方法·(1)
(15)
(33)
1主题内容与适用范围
中华人民共和国行业标准
332型工业X射线胶片
QB/T1725-93
本标准规定了332型工业X射线胶片的技术要求、试验方法、检验规则、包装、标志及贮存运输要求。
本标准适用于供工业上对钢、铁、铝等金属及其合金材料的焊缝、铸件等进行无损探伤检验用的X射线胶片。
本标准不适用于医用x射线胶片。引用标准
GB9582工业X线胶片感光度和平均斜率的测定方法X线测定法
GB6843
感光材料涂层溶点测定方法
3产品分类
3.1产品规格
3.2产品型号
4技术要求
散页片
332型(型号分类方法见附录A)照相性能和物理性能
在本标准规定的冲洗加工条件下,胶片的照相性能和物理性能应符合表1规定指标。表1
照相性能
物理性能
感光度
平均斜率
灰雾密度
最大密度
4.2胶片尺寸和形状
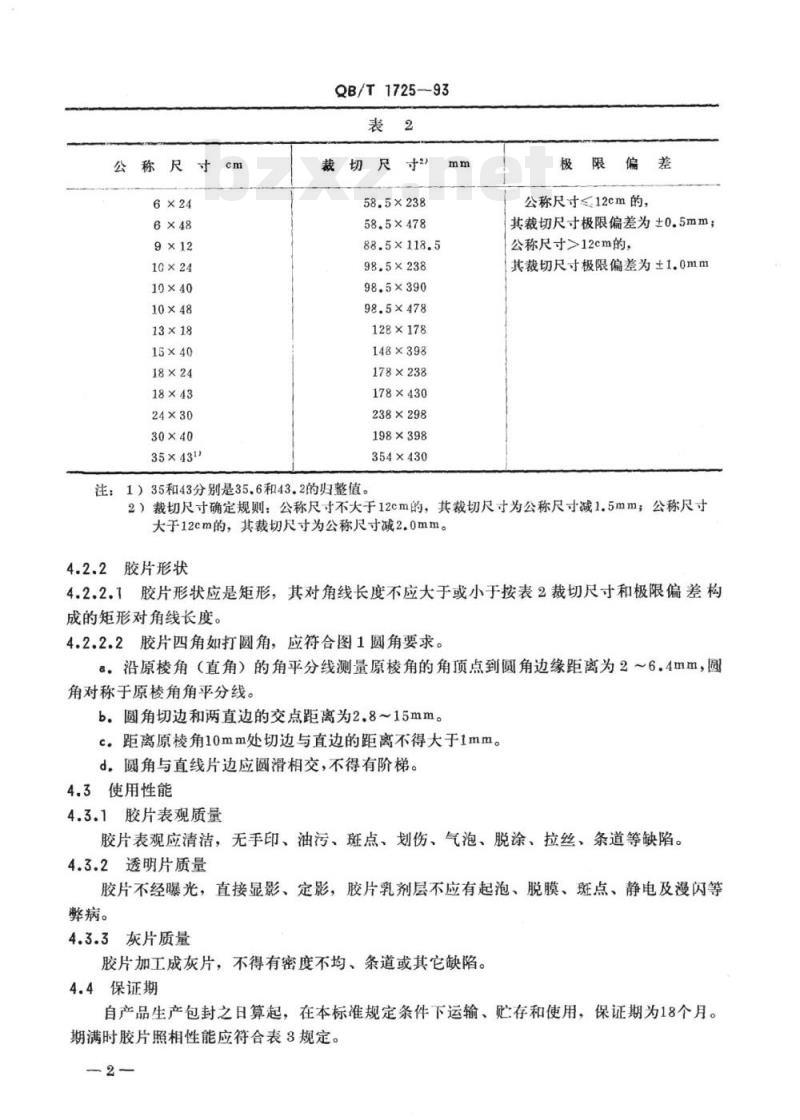
4.2.1胶片公称尺寸和裁切尺寸及其极限偏差应符合表2规定。其它尺寸由供需双方商议。
中华人民共和国轻工业部1993-04-15批准250~400
1993—12-01实施
公称尺
10×24
10×40
10×48
13×18
15×40
18×24
18×43
24×30
30×40
35×431
QB/T1725-93
裁切尺寸
58.5×238
58.5×478
88.5×118.5
98.5×238
98.5×390
98.5×478
128×178
148×398
178×238
178×430
238×298
198×398
354×430
极限偏差
公称尺寸≤12cm的,
其裁切尺寸极限偏差为±0.5mm
公称尺寸>12cm的,
其裁切尺寸极限偏差为±1.0mm
注:1)35和43分别是35.6和43.2的归整值。2)裁切尺寸确定规则:公称尺寸不大于12cm的,其裁切尺寸为公称尺寸减1.5mm;公称尺寸大于12cm的,其裁切尺寸为公称尺寸减2.0mm。4.2.2胶片形状
4.2.2.1胶片形状应是矩形,其对角线长度不应大于或小于按表2裁切尺寸和极限偏差构成的矩形对角线长度。
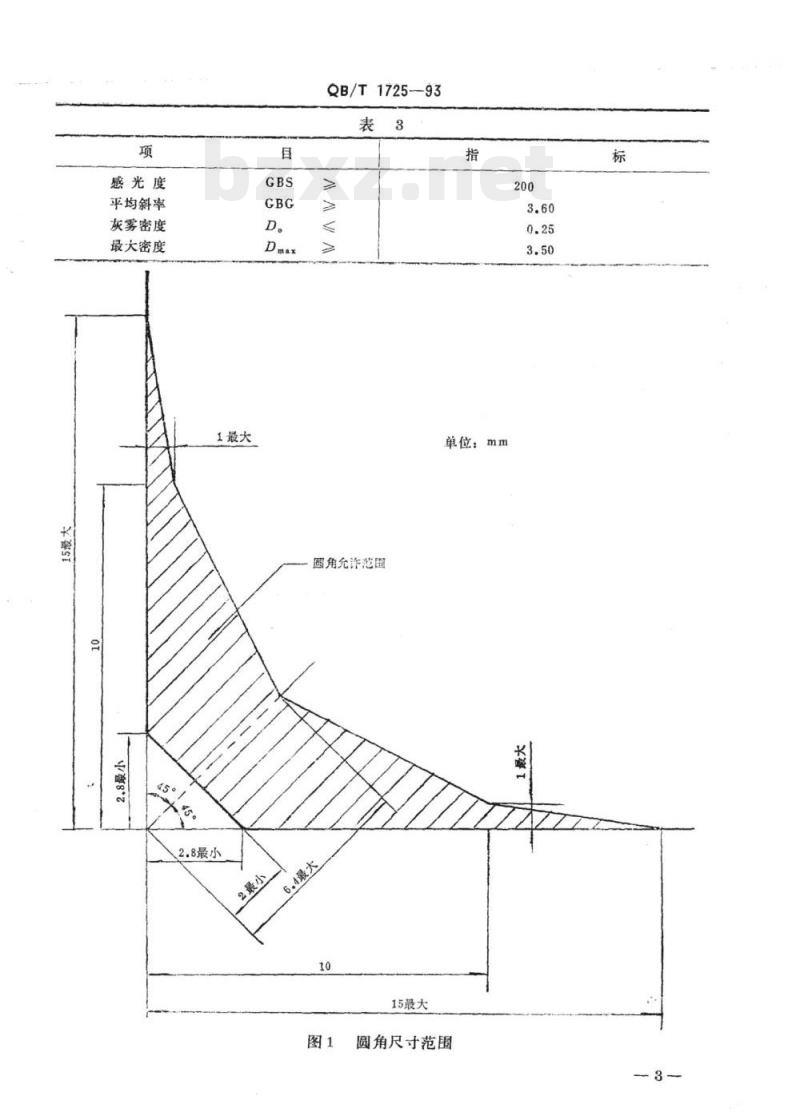
4.2.2.2胶片四角如打圆角,应符合图1圆角要求。a。沿原棱角(直角)的角平分线测量原棱角的角顶点到圆角边缘距离为2~6.4mm,圆角对称于原棱角角平分线。
b.圆角切边和两直边的交点距离为2.8~15mm。c。距离原棱角10mm处切边与直边的距离不得大于1mm。d,圆角与直线片边应圆滑相交,不得有阶梯。4.3使用性能
4.3.1胶片表观质量
胶片表观应清洁,无手印、油污、斑点、划伤、气泡、脱涂、拉丝、条道等缺陷。4.3.2透明片质量
胶片不经曝光,直接显影、定影,胶片乳剂层不应有起泡、脱膜、斑点、静电及漫闪等弊病。
4.3.3灰片质量
胶片加工成灰片,不得有密度不均、条道或其它缺陷。4.4保证期
自产品生产包封之日算起,在本标准规定条件下运输、贮存和使用,保证期为18个月。期满时胶片照相性能应符合表3规定。2-
感光度
平均斜率
灰雾密度
最大密度
1最大
2.8最小
QB/T1725-93
圆角允诈范围
15最大
单位:mm
圆角尺寸范围
5试验方法
QB/T1725—93
照相性能测定
测定原理、使用安全灯、样本环境、曝光方法、密度测定等应执行GB9582的有关规定。
曝光条件:钨靶X射线机
电压:120kV左右
电流:5mA
时间:t=
式中:t—一各段曝光所需时间,s;K——特性曲线横坐标各段所对应的曝光量,Gy;114.5—换算系数,1Gy=114.5R,文——射源的照射量率,R/s。
5.1.1冲洗加工
胶片制造厂应提供冲洗加工工艺和配方。否则,应按本标准推荐的加工工艺和配方要求。加工工艺见表4,显影液配方见表5,停显液配方见表6,定影液配方见表7。表4
水(40~50℃)
对甲氨基酚硫酸盐
无水亚硫酸钠
对苯二酚g
无水碳酸钠g
溴化钾
水加至ml
1)pH=10.2±0.2
加工工艺
23 ± 5
显影液配方1)
加工液配方
自来水
水(40~50℃)
水(40~50℃)
硫代硫酸钠(结晶)
无水亚硫酸钠g
冰乙酸ml
硼酸g
硫酸铝钾g
水加至ml
2)pH=4.0~4.5
QB/T1725--93
停显液配方
定影液配方2)
注:显影液、停显液、定影液中药品均须符合照相级或试剂级标准,水为蒸馏水或去离子水。5.1.2特性曲线
按GB9582规定方法测出的各级密度值绘出特性曲线,如图2所示。5.1.3指标值计算
5.1.3.1感光度
式中:S感光度;
Ks——在特性曲线上,片基密度加灰雾密度加2.0密度点所对应的曝光量,Gy,由(1)式得出的是感光度计算值,按表8归整到最近似标度值,也可从表8中根据1gK。查出归整的标度值。
5.1.3.2平均斜率
1gK,-1gK
式中:G
一平均斜率;
D,片基密度加灰雾密度加1.5的密度;D,—片基密度加灰雾密度加3.5的密度;K.
一产生D,密度值所需的曝光量,Gy;一产生D,密度值所需的曝光量,Gy。(2)
由(2)式得出的是平均斜率计算值,并按表9归整到最近似的标度值,也可从表9中直5
QB/T1725--93
接根据1gK,-1gK,查出归整的标度值。D
平均斜率
感光度点
片基密度+灰雾密度
感光度和平均斜率特性曲线示意图1
1gK2-1gK,
QB/T1725—93
5.1.3.3灰雾密度
QB/T1725—93
取未曝光试片经显影、定影加工后产生的光学密度值与未显影只定影试片的密度值之差表示。
5.1.3.4最大密度
以特性曲线上最高点的密度值表示。5.2熔点测定
按GB6843规定方法进行测定。
5.3尺寸检验
胶片尺寸用精度为0.5mm的钢板尺测量,圆角用标板测量。5.4使用性能
5.4.1胶片表观质量检验
从未开封样品中取两张胶片,放在白光下立即目视检查。其表观质量应符合4.3.1条的规定。
5.4.2透明片质量检验
从未开封样品中取两张胶片,不经曝光,直接显影、定影,制得透明片,目视检查透明片,其质量应符合4.3.2条的规定。5.4.3灰片质量检验
从未开封样品中取两张胶片,采用低能标准射线均勾曝光后,正常冲洗至密度为1.5土0.2,在强光灯下,目视检查灰片,其质量应符合4.3.3条的规定。6检验规则
6.1出厂检验
本品应由生产厂质量检验部门按表10规定的检验批量和检验频率进行检验,合格方可出厂。
几何尺寸
6.2型式检验
每乳剂号为一批
每乳剂号为一批
每乳剂号为一批
每台设备,每班为一批
每轴测一次
每批测一次
每轴测一次
每轴每种规格测二次
本品有下列情况之一时,应进行型式检验。型式检验应包括本标准规定的全部项目,必要时可增加检测项目。
a。产品结构、原材料、工艺有较大改变时;b。产品长期停产后,恢复生产时;-8-
QB/T1725—93
c.长期正常生产每年至少进行一次,d。出厂检验结果与上次型式检验结果有较大差异时;e。国家质量监督机构提出型式检验的要求时。6.3验收检验
接收单位一般凭合格证验收。
接收单位如果进行检验,验收批以出厂乳剂号计算,每批胶片从任意一外包箱中至少抽取一盒进行检验。
检验按本标准规定进行。
经检验,如有项目指标不合格,则加倍抽取样品,对不合格项目进行复验,如果复验合格,则该批胶片应予接收,如果复验仍不合格,则该批产品不符合标准。6.4质量保证
使用部门业已验收的胶片,在正常运输、贮存和使用条件下,在保证期内,确因胶片存在制造质量问题,经鉴定,应予换货或退货。7标志、包装、运输、贮存
7.1标志
7.1.1包装盒标志
包装盒内要有产品使用说明书。包装盒表面要标志出产品名称、生产厂名、注册商标、型号、规格、数量、保证期、生产批号等内容。
7.1.2包装箱标志
每箱内要装有生产厂检验部门签发的产品出厂检验合格证。包装箱外应标志出产品名称、生产厂名、注册商标、型号、规格、数量、重量、体积、放置方向、堆放高度、储运条件、对辐射能敏感的感光材料运输包装图示标志、保证期及生产批号。
7.2包装
7.2.1防粘层
胶片之间要衬垫有防粘效果的衬纸。7.2.2防折层
每定量包装要有防止胶片折痕的卡纸。7.2.3避光防潮层
每定量包装要有避光和防潮作用的包装袋。7.2.4包装盒
每定量包装要装在能起防护作用的包装盒内,盒外要有胶片生产时封装标记。7.2.5包装箱
定量盒数的胶片应装在能起防护作用的包装箱内,箱外应有封箱标志。7.3运输
装卸产品时应小心轻放,运输途中应有遮盖物,严防雨淋、日晒和剧烈震动,严禁与射9
线源同车运输。
QB/T1725—93
胶片应置于干燥通风、阴凉的仓库中,贮存条件为温度25℃以下,相对湿度65%以下。存放时不允许倒置,堆放高度不超过5箱,并要求离地0.3m,离墙0.3m存放。要隔离热源、放射源,严禁与酸碱或其它有害气体、化学药品同室存放。10
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
QB1726、1727-—93
QB/T1725、1729~1731—93bZxz.net
感光材料
1993-04—15发布
1993-12-01实施
中华人民共和国轻工业部发布
QB/T1725—93332型工业X射线胶片QB1726—93散页相纸尺寸·
QB1727—93黑白照相纸·
VB/T17283IS0100/21°黑白照相胶片…2度H4..2%.7然QB/T1729—93ISO100/21°黑白照相胶卷QB/T1730-93氨氛激光传真胶片:QB/T1731-93彩色相纸感光度测定方法·(1)
(15)
(33)
1主题内容与适用范围
中华人民共和国行业标准
332型工业X射线胶片
QB/T1725-93
本标准规定了332型工业X射线胶片的技术要求、试验方法、检验规则、包装、标志及贮存运输要求。
本标准适用于供工业上对钢、铁、铝等金属及其合金材料的焊缝、铸件等进行无损探伤检验用的X射线胶片。
本标准不适用于医用x射线胶片。引用标准
GB9582工业X线胶片感光度和平均斜率的测定方法X线测定法
GB6843
感光材料涂层溶点测定方法
3产品分类
3.1产品规格
3.2产品型号
4技术要求
散页片
332型(型号分类方法见附录A)照相性能和物理性能
在本标准规定的冲洗加工条件下,胶片的照相性能和物理性能应符合表1规定指标。表1
照相性能
物理性能
感光度
平均斜率
灰雾密度
最大密度
4.2胶片尺寸和形状
4.2.1胶片公称尺寸和裁切尺寸及其极限偏差应符合表2规定。其它尺寸由供需双方商议。
中华人民共和国轻工业部1993-04-15批准250~400
1993—12-01实施
公称尺
10×24
10×40
10×48
13×18
15×40
18×24
18×43
24×30
30×40
35×431
QB/T1725-93
裁切尺寸
58.5×238
58.5×478
88.5×118.5
98.5×238
98.5×390
98.5×478
128×178
148×398
178×238
178×430
238×298
198×398
354×430
极限偏差
公称尺寸≤12cm的,
其裁切尺寸极限偏差为±0.5mm
公称尺寸>12cm的,
其裁切尺寸极限偏差为±1.0mm
注:1)35和43分别是35.6和43.2的归整值。2)裁切尺寸确定规则:公称尺寸不大于12cm的,其裁切尺寸为公称尺寸减1.5mm;公称尺寸大于12cm的,其裁切尺寸为公称尺寸减2.0mm。4.2.2胶片形状
4.2.2.1胶片形状应是矩形,其对角线长度不应大于或小于按表2裁切尺寸和极限偏差构成的矩形对角线长度。
4.2.2.2胶片四角如打圆角,应符合图1圆角要求。a。沿原棱角(直角)的角平分线测量原棱角的角顶点到圆角边缘距离为2~6.4mm,圆角对称于原棱角角平分线。
b.圆角切边和两直边的交点距离为2.8~15mm。c。距离原棱角10mm处切边与直边的距离不得大于1mm。d,圆角与直线片边应圆滑相交,不得有阶梯。4.3使用性能
4.3.1胶片表观质量
胶片表观应清洁,无手印、油污、斑点、划伤、气泡、脱涂、拉丝、条道等缺陷。4.3.2透明片质量
胶片不经曝光,直接显影、定影,胶片乳剂层不应有起泡、脱膜、斑点、静电及漫闪等弊病。
4.3.3灰片质量
胶片加工成灰片,不得有密度不均、条道或其它缺陷。4.4保证期
自产品生产包封之日算起,在本标准规定条件下运输、贮存和使用,保证期为18个月。期满时胶片照相性能应符合表3规定。2-
感光度
平均斜率
灰雾密度
最大密度
1最大
2.8最小
QB/T1725-93
圆角允诈范围
15最大
单位:mm
圆角尺寸范围
5试验方法
QB/T1725—93
照相性能测定
测定原理、使用安全灯、样本环境、曝光方法、密度测定等应执行GB9582的有关规定。
曝光条件:钨靶X射线机
电压:120kV左右
电流:5mA
时间:t=
式中:t—一各段曝光所需时间,s;K——特性曲线横坐标各段所对应的曝光量,Gy;114.5—换算系数,1Gy=114.5R,文——射源的照射量率,R/s。
5.1.1冲洗加工
胶片制造厂应提供冲洗加工工艺和配方。否则,应按本标准推荐的加工工艺和配方要求。加工工艺见表4,显影液配方见表5,停显液配方见表6,定影液配方见表7。表4
水(40~50℃)
对甲氨基酚硫酸盐
无水亚硫酸钠
对苯二酚g
无水碳酸钠g
溴化钾
水加至ml
1)pH=10.2±0.2
加工工艺
23 ± 5
显影液配方1)
加工液配方
自来水
水(40~50℃)
水(40~50℃)
硫代硫酸钠(结晶)
无水亚硫酸钠g
冰乙酸ml
硼酸g
硫酸铝钾g
水加至ml
2)pH=4.0~4.5
QB/T1725--93
停显液配方
定影液配方2)
注:显影液、停显液、定影液中药品均须符合照相级或试剂级标准,水为蒸馏水或去离子水。5.1.2特性曲线
按GB9582规定方法测出的各级密度值绘出特性曲线,如图2所示。5.1.3指标值计算
5.1.3.1感光度
式中:S感光度;
Ks——在特性曲线上,片基密度加灰雾密度加2.0密度点所对应的曝光量,Gy,由(1)式得出的是感光度计算值,按表8归整到最近似标度值,也可从表8中根据1gK。查出归整的标度值。
5.1.3.2平均斜率
1gK,-1gK
式中:G
一平均斜率;
D,片基密度加灰雾密度加1.5的密度;D,—片基密度加灰雾密度加3.5的密度;K.
一产生D,密度值所需的曝光量,Gy;一产生D,密度值所需的曝光量,Gy。(2)
由(2)式得出的是平均斜率计算值,并按表9归整到最近似的标度值,也可从表9中直5
QB/T1725--93
接根据1gK,-1gK,查出归整的标度值。D
平均斜率
感光度点
片基密度+灰雾密度
感光度和平均斜率特性曲线示意图1
1gK2-1gK,
QB/T1725—93
5.1.3.3灰雾密度
QB/T1725—93
取未曝光试片经显影、定影加工后产生的光学密度值与未显影只定影试片的密度值之差表示。
5.1.3.4最大密度
以特性曲线上最高点的密度值表示。5.2熔点测定
按GB6843规定方法进行测定。
5.3尺寸检验
胶片尺寸用精度为0.5mm的钢板尺测量,圆角用标板测量。5.4使用性能
5.4.1胶片表观质量检验
从未开封样品中取两张胶片,放在白光下立即目视检查。其表观质量应符合4.3.1条的规定。
5.4.2透明片质量检验
从未开封样品中取两张胶片,不经曝光,直接显影、定影,制得透明片,目视检查透明片,其质量应符合4.3.2条的规定。5.4.3灰片质量检验
从未开封样品中取两张胶片,采用低能标准射线均勾曝光后,正常冲洗至密度为1.5土0.2,在强光灯下,目视检查灰片,其质量应符合4.3.3条的规定。6检验规则
6.1出厂检验
本品应由生产厂质量检验部门按表10规定的检验批量和检验频率进行检验,合格方可出厂。
几何尺寸
6.2型式检验
每乳剂号为一批
每乳剂号为一批
每乳剂号为一批
每台设备,每班为一批
每轴测一次
每批测一次
每轴测一次
每轴每种规格测二次
本品有下列情况之一时,应进行型式检验。型式检验应包括本标准规定的全部项目,必要时可增加检测项目。
a。产品结构、原材料、工艺有较大改变时;b。产品长期停产后,恢复生产时;-8-
QB/T1725—93
c.长期正常生产每年至少进行一次,d。出厂检验结果与上次型式检验结果有较大差异时;e。国家质量监督机构提出型式检验的要求时。6.3验收检验
接收单位一般凭合格证验收。
接收单位如果进行检验,验收批以出厂乳剂号计算,每批胶片从任意一外包箱中至少抽取一盒进行检验。
检验按本标准规定进行。
经检验,如有项目指标不合格,则加倍抽取样品,对不合格项目进行复验,如果复验合格,则该批胶片应予接收,如果复验仍不合格,则该批产品不符合标准。6.4质量保证
使用部门业已验收的胶片,在正常运输、贮存和使用条件下,在保证期内,确因胶片存在制造质量问题,经鉴定,应予换货或退货。7标志、包装、运输、贮存
7.1标志
7.1.1包装盒标志
包装盒内要有产品使用说明书。包装盒表面要标志出产品名称、生产厂名、注册商标、型号、规格、数量、保证期、生产批号等内容。
7.1.2包装箱标志
每箱内要装有生产厂检验部门签发的产品出厂检验合格证。包装箱外应标志出产品名称、生产厂名、注册商标、型号、规格、数量、重量、体积、放置方向、堆放高度、储运条件、对辐射能敏感的感光材料运输包装图示标志、保证期及生产批号。
7.2包装
7.2.1防粘层
胶片之间要衬垫有防粘效果的衬纸。7.2.2防折层
每定量包装要有防止胶片折痕的卡纸。7.2.3避光防潮层
每定量包装要有避光和防潮作用的包装袋。7.2.4包装盒
每定量包装要装在能起防护作用的包装盒内,盒外要有胶片生产时封装标记。7.2.5包装箱
定量盒数的胶片应装在能起防护作用的包装箱内,箱外应有封箱标志。7.3运输
装卸产品时应小心轻放,运输途中应有遮盖物,严防雨淋、日晒和剧烈震动,严禁与射9
线源同车运输。
QB/T1725—93
胶片应置于干燥通风、阴凉的仓库中,贮存条件为温度25℃以下,相对湿度65%以下。存放时不允许倒置,堆放高度不超过5箱,并要求离地0.3m,离墙0.3m存放。要隔离热源、放射源,严禁与酸碱或其它有害气体、化学药品同室存放。10
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。