QB/T 5156一2017
基本信息
标准号: QB/T 5156一2017
中文名称:人造革合成革试验方法透气性的测定
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:2192535

标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5156一2017.Test method of artificial leather and synthetic leather-Determination of air permeability.
3.1.3试样制备与调节
距待测样品边缘100 mm以上裁取100 mm×100 mm正方形试样1块,不应有影响试验结果的缺陷。并按照GB/T 2918—1998规定的温度(23±2)℃、相对湿度(50±10)%的标准环境下进行,试样状态调节时间不少于4 h。
3.1.4试验步骤
3.1.4.1妳将按3.1.3的调节试样正面朝上,按照图1主视图顺序组装,确保注水台与透气台对齐。
3.1.4.2夹紧注水台与透气台,并向注水室加入不超过其体积2/3的水,确保不渗漏。
3.1.4.3 通过加压孔对空气腔持续施压,并保持1 min~2 min(不应破坏试验装置的完整性),并观察注水室中有无气泡产生。
3.1.5 结果表示
有气泡产生,试样具有透气性;无气泡产生,则试样不具有透气性。3.2试验方法B:定量法
3.2.1 试验原理
使用测量设备,使试样两侧形成空气压力差,通过测量透过单位面积试样的气体速率来确定透气性能。
3.2.2测量设备和材料
3.2.2.1 定量透气性测定仪
应符合QB/T 2799—2006中4.1的规定。
3.2.2.2三级水
应符合GB/T 6682—2008中4.3的规定。
3.2.2.3秒表
精度0.1 s。
3.2.3试样制备与调节
距待测样品边缘100 mm以上裁取直径为55 mm的圆形试样2块,不应有影响试验结果的缺陷。并按照GB/T 2918—1998规定的温度(23±2)℃、相对湿度(50士10)%的标准环境下进行调节,试样状态调节时间不少于4 h。
3.2.4试验步骤
3.2.4.1气密性检查
关闭水流控制开关和空气控制开关,向玻璃量筒中加水,并密封,然后打开水流控制开关,如果水不从排水管中流出,表明气密性良好。
3.2.4.2空白试验
先不放试样,将水流控制开关和空气控制开关关闭,将符合3.2.2.2要求的(23士2)℃的三级水装满量筒,塞紧磨口塞。打开水流控制开关,再打开空气控制开关,水从排水管处流出,当量筒内水位下降到刻度“0”位时,立即开动秒表,待水位降到刻度“100”(即流完100 mL)时,立即停止秒表,记录所需时间。
空白试验不应少于两次,结果取其算术平均值记为to(s),精确到0.1 s。两次平行测定值之差,不应大于0.5 s,否则重新试验。
对于符合3.2.2.2要求的(23±2)℃的水,流过100 mL所需的时间应为〈20±1) s。若不在此范围,应对符合3.2.2.1的透气测定仪进行调节。
3.2.4.3试样试验
将按3.2.3调节后的试样正面朝上放在空气测试室内,拧紧盖帽,按3.2.4.2步骤进行操作,记录流完100 mL水所需时间。
3.1.3试样制备与调节
距待测样品边缘100 mm以上裁取100 mm×100 mm正方形试样1块,不应有影响试验结果的缺陷。并按照GB/T 2918—1998规定的温度(23±2)℃、相对湿度(50±10)%的标准环境下进行,试样状态调节时间不少于4 h。
3.1.4试验步骤
3.1.4.1妳将按3.1.3的调节试样正面朝上,按照图1主视图顺序组装,确保注水台与透气台对齐。
3.1.4.2夹紧注水台与透气台,并向注水室加入不超过其体积2/3的水,确保不渗漏。
3.1.4.3 通过加压孔对空气腔持续施压,并保持1 min~2 min(不应破坏试验装置的完整性),并观察注水室中有无气泡产生。
3.1.5 结果表示
有气泡产生,试样具有透气性;无气泡产生,则试样不具有透气性。3.2试验方法B:定量法
3.2.1 试验原理
使用测量设备,使试样两侧形成空气压力差,通过测量透过单位面积试样的气体速率来确定透气性能。
3.2.2测量设备和材料
3.2.2.1 定量透气性测定仪
应符合QB/T 2799—2006中4.1的规定。
3.2.2.2三级水
应符合GB/T 6682—2008中4.3的规定。
3.2.2.3秒表
精度0.1 s。
3.2.3试样制备与调节
距待测样品边缘100 mm以上裁取直径为55 mm的圆形试样2块,不应有影响试验结果的缺陷。并按照GB/T 2918—1998规定的温度(23±2)℃、相对湿度(50士10)%的标准环境下进行调节,试样状态调节时间不少于4 h。
3.2.4试验步骤
3.2.4.1气密性检查
关闭水流控制开关和空气控制开关,向玻璃量筒中加水,并密封,然后打开水流控制开关,如果水不从排水管中流出,表明气密性良好。
3.2.4.2空白试验
先不放试样,将水流控制开关和空气控制开关关闭,将符合3.2.2.2要求的(23士2)℃的三级水装满量筒,塞紧磨口塞。打开水流控制开关,再打开空气控制开关,水从排水管处流出,当量筒内水位下降到刻度“0”位时,立即开动秒表,待水位降到刻度“100”(即流完100 mL)时,立即停止秒表,记录所需时间。
空白试验不应少于两次,结果取其算术平均值记为to(s),精确到0.1 s。两次平行测定值之差,不应大于0.5 s,否则重新试验。
对于符合3.2.2.2要求的(23±2)℃的水,流过100 mL所需的时间应为〈20±1) s。若不在此范围,应对符合3.2.2.1的透气测定仪进行调节。
3.2.4.3试样试验
将按3.2.3调节后的试样正面朝上放在空气测试室内,拧紧盖帽,按3.2.4.2步骤进行操作,记录流完100 mL水所需时间。
标准图片预览
标准内容
ICS59.080.40
分类号:Y47
备案号:59717-2017
中华人民共和国轻工行业标准
QB/T5156-2017
人造革合成革试验方法
透气性的测定
Test method of artificial leather and synthetic leather-Determination of air permeability2017-07-07发布
中华人民共和国工业和信息化部发布
2018-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国塑料制品标准化技术委员会(SAC/TC48)归口。本标准主要起草单位:安徽安利材料科技股份有限公司。QB/T5156-2017
本标准参与起草单位:浙江禾欣新材料有限公司、昆山阿基里斯人造皮有限公司、上海华峰超纤材料股份有限公司、昆山协孚新材料股份有限公司、山东同大海岛新材料股份有限公司、无锡双象超纤材料股份有限公司、昆山华富新材料股份有限公司、苏州华伦皮塑有限公司、苏州世名科技股份有限公司、福建华阳超纤有限公司。
本标准主要起草人:贾义松、赵富胜、黄万里、陈茂祥、刘兵、管丽红、梁晓畅、徐一刻、王晓静、赵建明。
本标准为首次发布。
1范围
人造革合成革试验方法透气性的测定QB/T5156-2017
本标准规定了人造革与合成革透气性的定性测定方法(A法)、定量测定方法(B法)及其结果表示。
本标准适用于各种人造革与合成革透气性的试验方法。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T2918一1998塑料试样状态调节和实验的标准环境GB/T6682一2008分析实验室用水规格和试验方法QB/T2799-2006皮革透气性测定方法3试验方法
3.1试验方法A:定性法
3.1.1原理
使用试验装置,使试样两侧形成压力差,通过观察装置中液体水有无气泡现象来判定其有无透气性能。
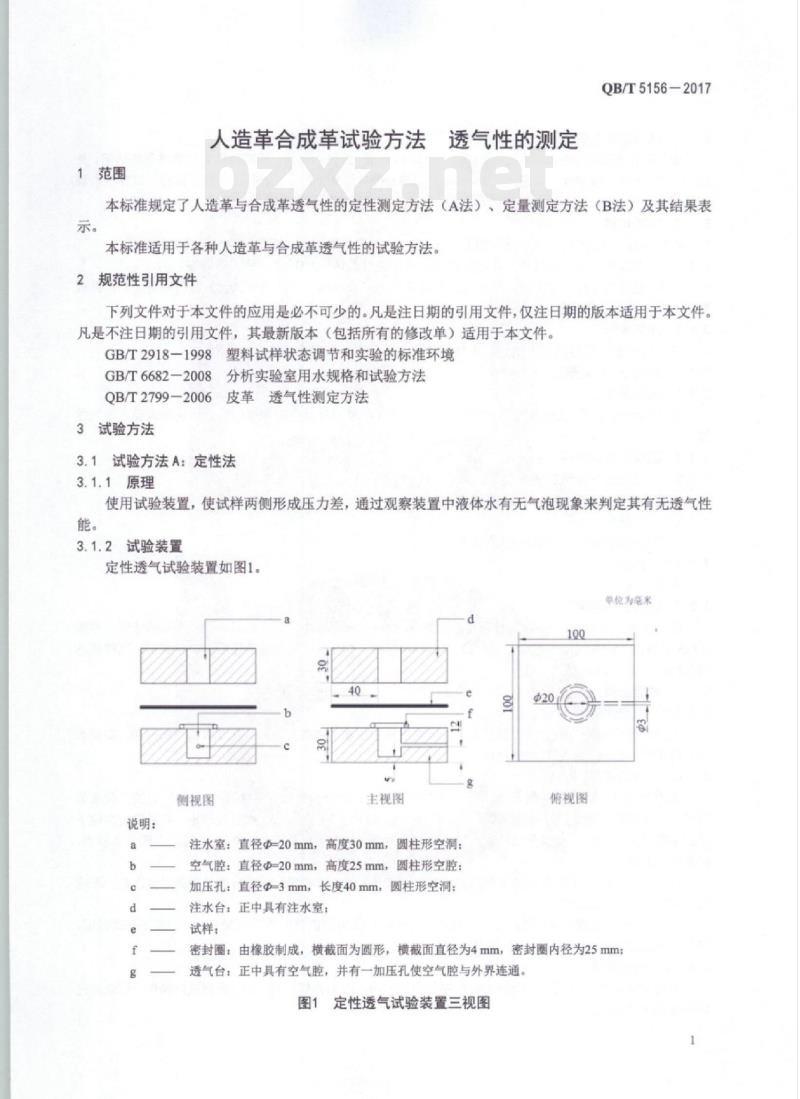
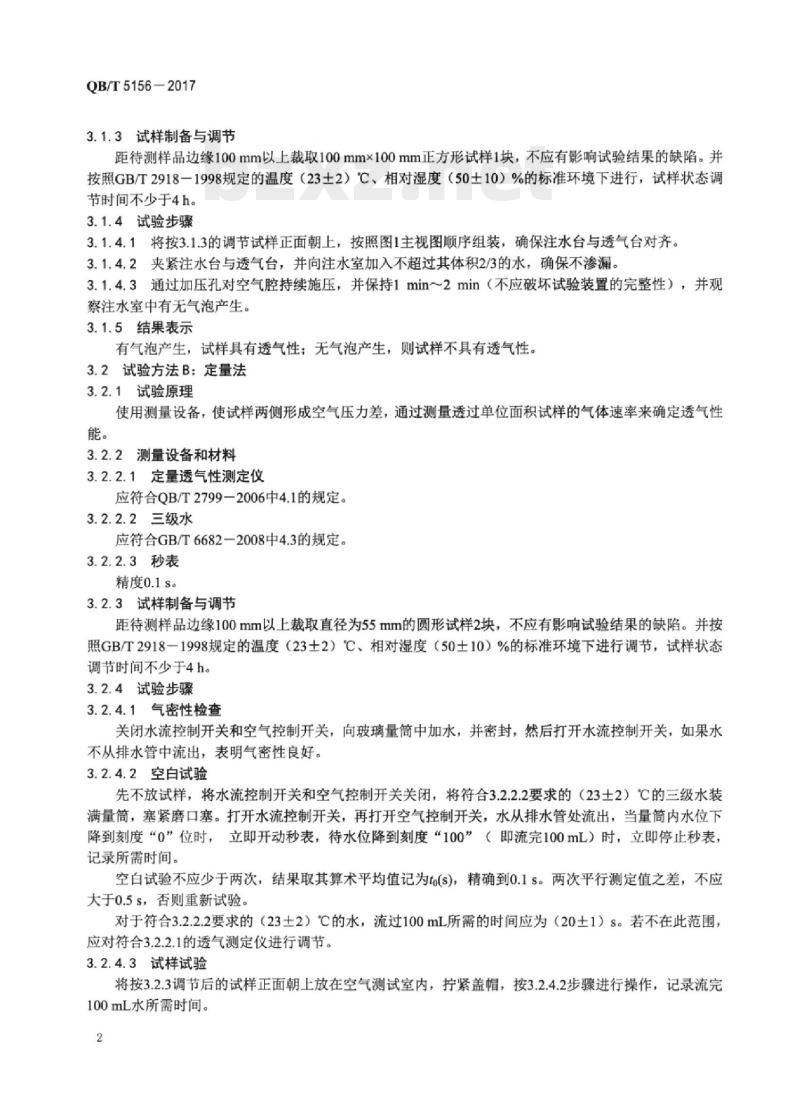
3.1.2试验装置
定性透气试验装置如图1。
单位为毫米
侧视图
说明:
主视图
注水室:直径-20mm,高度30mm,圆柱形空洞:空气腔:直径Φ=20mm,高度25mm,圆柱形空腔加压孔:直径@-3mm,长度40mm,圆柱形空洞;注水台:正中具有注水室
试样:
俯视图
密封圈:由橡胶制成,横截面为圆形,横截面直径为4mm,密封圈内径为25mm透气台:正中具有空气腔,并有一加压孔使空气腔与外界连通。图1
定性透气试验装置三视图
QB/T5156—2017
3.1.3试样制备与调节
距待测样品边缘100mm以上裁取100mmx100mm正方形试样1块,不应有影响试验结果的缺陷。并按照GB/T2918一1998规定的温度(23土2)℃、相对湿度(50土10)%的标准环境下进行,试样状态调节时间不少于4h。
3.1.4试验步骤
3.1.4.1将按3.1.3的调节试样正面朝上,按照图1主视图顺序组装,确保注水台与透气台对齐3.1.4.2夹紧注水台与透气台,并向注水室加入不超过其体积2/3的水,确保不渗漏3.1.4.3通过加压孔对空气腔持续施压,并保持1min~2min(不应破坏试验装置的完整性),并观察注水室中有无气泡产生。
3.1.5结果表示
有气泡产生,试样具有透气性;无气泡产生,则试样不具有透气性。3.2试验方法B:定量法
3.2.1试验原理
使用测量设备,使试样两侧形成空气压力差,通过测量透过单位面积试样的气体速率来确定透气性能。
3.2.2测量设备和材料
3.2.2.1定量透气性测定仪
应符合QB/T2799-2006中4.1的规定。3.2.2.2三级水
应符合GB/T6682一2008中4.3的规定。3.2.2.3秒表
精度0.1s。
3.2.3试样制备与调节
距待测样品边缘100mm以上裁取直径为55mm的圆形试样2块,不应有影响试验结果的缺陷。并按照GB/T2918一1998规定的温度(23土2)℃、相对湿度(50土10)%的标准环境下进行调节,试样状态调节时间不少于4h。
3.2.4试验步骤
3.2.4.1气密性检查
关闭水流控制开关和空气控制开关,向玻璃量筒中加水,并密封,然后打开水流控制开关,如果水不从排水管中流出,表明气密性良好。3.2.4.2空白试验
先不放试样,将水流控制开关和空气控制开关关闭,将符合3.2.2.2要求的(23土2)℃C的三级水装满量筒,塞紧磨口塞。打开水流控制开关,再打开空气控制开关,水从排水管处流出,当量筒内水位下降到刻度“0”位时,立即开动秒表,待水位降到刻度“100”(即流完100mL)时,立即停止秒表,记录所需时间。
空白试验不应少于两次,结果取其算术平均值记为to(s),精确到0.1s。两次平行测定值之差,不应大于0.5s,否则重新试验。
对于符合3.2.2.2要求的(23土2)℃的水,流过100mL所需的时间应为(20土1)S。若不在此范围应对符合3.2.2.1的透气测定仪进行调节。3.2.4.3试样试验
将按3.2.3调节后的试样正面朝上放在空气测试室内,拧紧盖帽,按3.2.4.2步骤进行操作,记录流完100mL水所需时间。
QB/T5156-2017
每块试样平行测定两次,结果取其算术平均值记为t(s),精确到o.1s。两次平行测定值之差,不应大于0.5s,否则重新试验。下载标准就来标准下载网
3.2.5结果表示
透气度以试样单位面积上1h所透过空气的毫升数K表示,数值以毫升每平方厘米每小时[mL/(cmh)]表示,按公式(1)计算:100×3600
S(t-to)
式中:
量筒的体积,单位为毫升(mL):时间单位换算:
试样的面积,单位为平方厘米(cm2):试样透过100mL空气所需要的时间,单位为秒(s):空白试验所需的时间,单位为秒(s)。试验结果取2块试样的算术平均值,精确到0.1s。4
试验报告
试验报告至少应包括以下内容:a)本标准编号及试验方法:
试样名称、编号、类型、生产日期:b)
试验结果:
试验中出现的异常情况:
试验人员、日期;
其他情况。
(1)
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y47
备案号:59717-2017
中华人民共和国轻工行业标准
QB/T5156-2017
人造革合成革试验方法
透气性的测定
Test method of artificial leather and synthetic leather-Determination of air permeability2017-07-07发布
中华人民共和国工业和信息化部发布
2018-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国塑料制品标准化技术委员会(SAC/TC48)归口。本标准主要起草单位:安徽安利材料科技股份有限公司。QB/T5156-2017
本标准参与起草单位:浙江禾欣新材料有限公司、昆山阿基里斯人造皮有限公司、上海华峰超纤材料股份有限公司、昆山协孚新材料股份有限公司、山东同大海岛新材料股份有限公司、无锡双象超纤材料股份有限公司、昆山华富新材料股份有限公司、苏州华伦皮塑有限公司、苏州世名科技股份有限公司、福建华阳超纤有限公司。
本标准主要起草人:贾义松、赵富胜、黄万里、陈茂祥、刘兵、管丽红、梁晓畅、徐一刻、王晓静、赵建明。
本标准为首次发布。
1范围
人造革合成革试验方法透气性的测定QB/T5156-2017
本标准规定了人造革与合成革透气性的定性测定方法(A法)、定量测定方法(B法)及其结果表示。
本标准适用于各种人造革与合成革透气性的试验方法。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T2918一1998塑料试样状态调节和实验的标准环境GB/T6682一2008分析实验室用水规格和试验方法QB/T2799-2006皮革透气性测定方法3试验方法
3.1试验方法A:定性法
3.1.1原理
使用试验装置,使试样两侧形成压力差,通过观察装置中液体水有无气泡现象来判定其有无透气性能。
3.1.2试验装置
定性透气试验装置如图1。
单位为毫米
侧视图
说明:
主视图
注水室:直径-20mm,高度30mm,圆柱形空洞:空气腔:直径Φ=20mm,高度25mm,圆柱形空腔加压孔:直径@-3mm,长度40mm,圆柱形空洞;注水台:正中具有注水室
试样:
俯视图
密封圈:由橡胶制成,横截面为圆形,横截面直径为4mm,密封圈内径为25mm透气台:正中具有空气腔,并有一加压孔使空气腔与外界连通。图1
定性透气试验装置三视图
QB/T5156—2017
3.1.3试样制备与调节
距待测样品边缘100mm以上裁取100mmx100mm正方形试样1块,不应有影响试验结果的缺陷。并按照GB/T2918一1998规定的温度(23土2)℃、相对湿度(50土10)%的标准环境下进行,试样状态调节时间不少于4h。
3.1.4试验步骤
3.1.4.1将按3.1.3的调节试样正面朝上,按照图1主视图顺序组装,确保注水台与透气台对齐3.1.4.2夹紧注水台与透气台,并向注水室加入不超过其体积2/3的水,确保不渗漏3.1.4.3通过加压孔对空气腔持续施压,并保持1min~2min(不应破坏试验装置的完整性),并观察注水室中有无气泡产生。
3.1.5结果表示
有气泡产生,试样具有透气性;无气泡产生,则试样不具有透气性。3.2试验方法B:定量法
3.2.1试验原理
使用测量设备,使试样两侧形成空气压力差,通过测量透过单位面积试样的气体速率来确定透气性能。
3.2.2测量设备和材料
3.2.2.1定量透气性测定仪
应符合QB/T2799-2006中4.1的规定。3.2.2.2三级水
应符合GB/T6682一2008中4.3的规定。3.2.2.3秒表
精度0.1s。
3.2.3试样制备与调节
距待测样品边缘100mm以上裁取直径为55mm的圆形试样2块,不应有影响试验结果的缺陷。并按照GB/T2918一1998规定的温度(23土2)℃、相对湿度(50土10)%的标准环境下进行调节,试样状态调节时间不少于4h。
3.2.4试验步骤
3.2.4.1气密性检查
关闭水流控制开关和空气控制开关,向玻璃量筒中加水,并密封,然后打开水流控制开关,如果水不从排水管中流出,表明气密性良好。3.2.4.2空白试验
先不放试样,将水流控制开关和空气控制开关关闭,将符合3.2.2.2要求的(23土2)℃C的三级水装满量筒,塞紧磨口塞。打开水流控制开关,再打开空气控制开关,水从排水管处流出,当量筒内水位下降到刻度“0”位时,立即开动秒表,待水位降到刻度“100”(即流完100mL)时,立即停止秒表,记录所需时间。
空白试验不应少于两次,结果取其算术平均值记为to(s),精确到0.1s。两次平行测定值之差,不应大于0.5s,否则重新试验。
对于符合3.2.2.2要求的(23土2)℃的水,流过100mL所需的时间应为(20土1)S。若不在此范围应对符合3.2.2.1的透气测定仪进行调节。3.2.4.3试样试验
将按3.2.3调节后的试样正面朝上放在空气测试室内,拧紧盖帽,按3.2.4.2步骤进行操作,记录流完100mL水所需时间。
QB/T5156-2017
每块试样平行测定两次,结果取其算术平均值记为t(s),精确到o.1s。两次平行测定值之差,不应大于0.5s,否则重新试验。下载标准就来标准下载网
3.2.5结果表示
透气度以试样单位面积上1h所透过空气的毫升数K表示,数值以毫升每平方厘米每小时[mL/(cmh)]表示,按公式(1)计算:100×3600
S(t-to)
式中:
量筒的体积,单位为毫升(mL):时间单位换算:
试样的面积,单位为平方厘米(cm2):试样透过100mL空气所需要的时间,单位为秒(s):空白试验所需的时间,单位为秒(s)。试验结果取2块试样的算术平均值,精确到0.1s。4
试验报告
试验报告至少应包括以下内容:a)本标准编号及试验方法:
试样名称、编号、类型、生产日期:b)
试验结果:
试验中出现的异常情况:
试验人员、日期;
其他情况。
(1)
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。