QB/T 5153—2017
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5153—2017.Recycled polystyrene extrusion foaming wire-rod.
5.3.2 宽度与厚度的测量
截取长度为200 mm的试样放于测量平台上,用分度值不大于0.02 mm的量具测量,沿试样长度方向等分测量宽度、厚度各3点。共测5个试样,取其偏差最大值。
5.4弯曲度
从3根发泡线材上各截取长度为1 000'"mm的试样一个。把试样的底面或侧面放在三级以上的标准平台上,用分度值不大于0.1 mm的塞尺测量型材底面或侧面和平台之间的最大间隙,取3个试样中最大值作为测试值。
5.5 表观密度
按GB/T 6343-2009的规定进行试验,直接截取足够长的样品进行测量。
5.6简支梁冲击强度(无缺口)
截取一段产品,在制取机上按长度方向裁样,刨去表层后,用芯层加工为(80±2)mm×
(10±0.2) mm× (10±0.2)mm的长方体样条。加工时不改变原始泡孔结构,表面应平整无裂纹,无倒角。按GB/T 1043.1—2008的规定进行试验。
5.7球压痕硬度
从发泡线材上截取长度为(100土5)mm的试样5个,试样可视面应无气泡、机械损伤和杂质。按GB/T 3398.1—2008规定进行试验。
5.8 握钉力
试验用夹具按照GB/T 14018一2009的规定进行制作。试验用螺钉为长度16 mm、外径4.0 mm。打钉位置距试样边缘处应大于15 mm。当试样厚度H不大于16.25 mm时,螺钉拧入深度为0.8H;当试验厚度H大于16.25 mm时,螺钉拧入深度13 mm。拔钉速度为5 mm/min。
计算方法按照GB/T 14018—2009的规定进行。
5.9加热后尺寸变化率
5.9.1试验步骤
从发泡线材上截取长度为(250士5) mm的试样5个,在试样正面画2条间距为200 mm的标线,标线应与纵向轴线垂直,每一标线与试样一端的距离约为25 mm。在标线中部标出与标线垂直相交的测量线。
测量两交点的距离C,精确至0.01 mm,将试样竖放于电热鼓风箱内撒有滑石粉的玻璃上,放置温度(62士1)℃,放置时间(24土0.5)h。然后连同玻璃板取出,冷却至室温,用游标卡尺测量两交点间的距离C,精确至0.01 mm。
5.9.2 结果和标示
每个试样的加热后尺寸变化率C按式(1)计算,取5个试样的算术平均值为试验结果,精确至0.1%;
5.3.2 宽度与厚度的测量
截取长度为200 mm的试样放于测量平台上,用分度值不大于0.02 mm的量具测量,沿试样长度方向等分测量宽度、厚度各3点。共测5个试样,取其偏差最大值。
5.4弯曲度
从3根发泡线材上各截取长度为1 000'"mm的试样一个。把试样的底面或侧面放在三级以上的标准平台上,用分度值不大于0.1 mm的塞尺测量型材底面或侧面和平台之间的最大间隙,取3个试样中最大值作为测试值。
5.5 表观密度
按GB/T 6343-2009的规定进行试验,直接截取足够长的样品进行测量。
5.6简支梁冲击强度(无缺口)
截取一段产品,在制取机上按长度方向裁样,刨去表层后,用芯层加工为(80±2)mm×
(10±0.2) mm× (10±0.2)mm的长方体样条。加工时不改变原始泡孔结构,表面应平整无裂纹,无倒角。按GB/T 1043.1—2008的规定进行试验。
5.7球压痕硬度
从发泡线材上截取长度为(100土5)mm的试样5个,试样可视面应无气泡、机械损伤和杂质。按GB/T 3398.1—2008规定进行试验。
5.8 握钉力
试验用夹具按照GB/T 14018一2009的规定进行制作。试验用螺钉为长度16 mm、外径4.0 mm。打钉位置距试样边缘处应大于15 mm。当试样厚度H不大于16.25 mm时,螺钉拧入深度为0.8H;当试验厚度H大于16.25 mm时,螺钉拧入深度13 mm。拔钉速度为5 mm/min。
计算方法按照GB/T 14018—2009的规定进行。
5.9加热后尺寸变化率
5.9.1试验步骤
从发泡线材上截取长度为(250士5) mm的试样5个,在试样正面画2条间距为200 mm的标线,标线应与纵向轴线垂直,每一标线与试样一端的距离约为25 mm。在标线中部标出与标线垂直相交的测量线。
测量两交点的距离C,精确至0.01 mm,将试样竖放于电热鼓风箱内撒有滑石粉的玻璃上,放置温度(62士1)℃,放置时间(24土0.5)h。然后连同玻璃板取出,冷却至室温,用游标卡尺测量两交点间的距离C,精确至0.01 mm。
5.9.2 结果和标示
每个试样的加热后尺寸变化率C按式(1)计算,取5个试样的算术平均值为试验结果,精确至0.1%;
标准图片预览
标准内容
ICS83.140.99www.bzxz.net
分类号:Y28
备案号:59714-2017
中华人民共和国轻工行业标准
QB/T5153-2017
再生聚苯乙烯挤出发泡线材
Recycled polystyrene extrusion foaming wire-rod2017-07-07发布
中华人民共和国工业和信息化部发布
2018-01-01实施
本标准按GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国塑料制品标准化技术委员会(SAC/TC48)归口。QB/T5153-2017
本标准起草单位:上海英科实业有限公司、山东英科环保再生资源股份有限公司、山东临沂路盛装饰材料有限公司、广州市嘉来艺工艺品有限公司、上海雅弗框业有限公司、上海鸿赛包装制品有限公司、金华市宇翔相框材料厂、上海高等应用技术研究中心、上海应用技术大学、惠州市欣欣文画有限公司、上海续途检测技术有限公司。
本标准主要起草人:李志杰、刘方毅、金喆、刘长安、李东、姚俊、季健、刘祥、欧阳春发、张英强、罗京科、王青青、姜欣新、张淋图。本标准为首次发布。
1范围
再生聚苯乙烯挤出发泡线材
QB/T5153—2017
本标准规定了再生聚苯乙烯挤出发泡线材(行业俗称PS线条)的分类、标识、要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于由再生聚苯乙烯通过低发泡挤出工艺生产的装饰线材产品,如用于画框、相框、镜框、墙角线、顶角线、窗线、门套线等产品的制作。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T1043.1-2008塑料简支梁冲击性能的测定第1部分:非仪器化冲击试验GB/T2828.1一2012计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T2918一1998塑料试样状态调节和试验的标准环境GB/T3398.1一2008塑料硬度测定第1部分:球压痕法GB/T6343一2009泡沫塑料及橡胶表观密度的测定GB/T14018一2009木材握钉力试验方法GB18580室内装饰装修材料人造板及其制品中甲醛释放限量GB18584室内装饰装修材料木家具中有害物质限量3分类和标识
3.1分类
按照产品用途分两类,见表1。
表1按用途分类
装饰线条
产品用途代号
3.1.2按产品横截面积大小分为3类,见表2。表2按横截面积分类
3.2标识
发泡线材按如下方式进行标记:横截面积大小分类代号
画框、相框、镜框等
墙角线、顶角线、窗线、门套线等单位为平方毫米
横截面积
5001500
QB/T5153-2017
横截面积
横截面积大小分类代号
产品用途代号
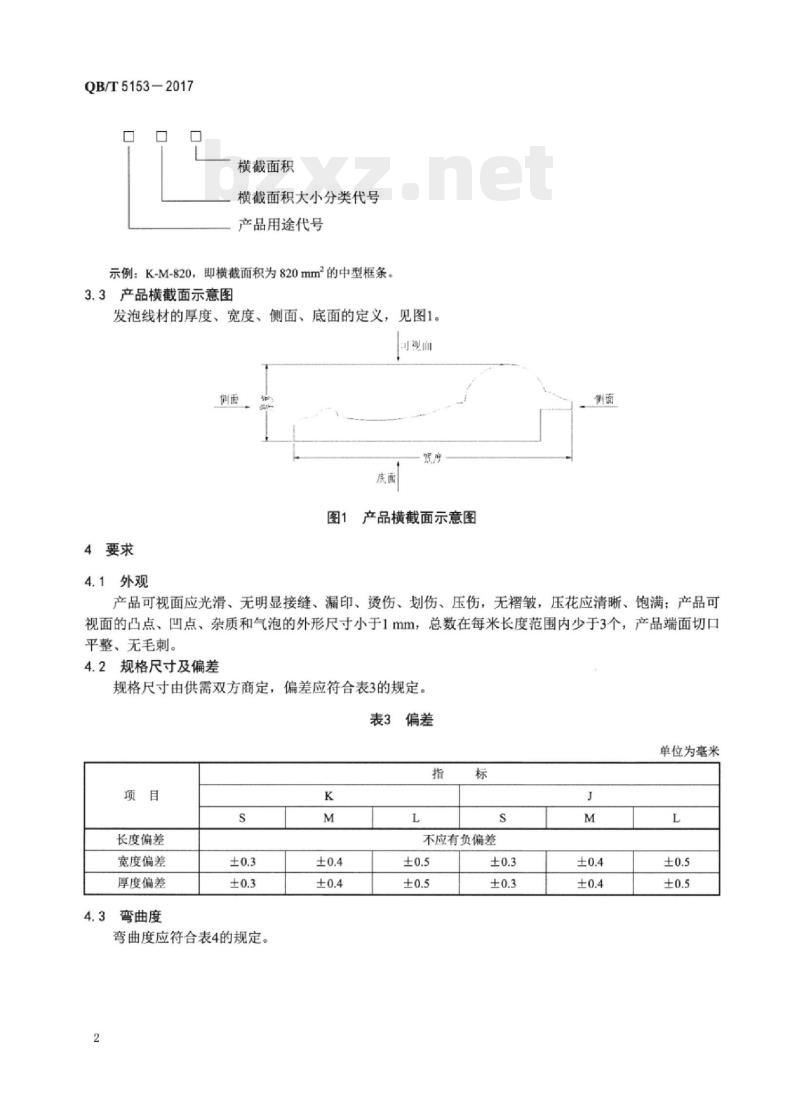
示例:K-M-820,即横截面积为820mm2的中型框条。3.3产品横截面示意图
发泡线材的厚度、宽度、侧面、底面的定义,见图1。面
图1产品横截面示意图
4要求
4.1外观
产品可视面应光滑、无明显接缝、漏印、烫伤、划伤、压伤,无褶皱,压花应清晰、饱满:产品可视面的凸点、凹点、杂质和气泡的外形尺寸小于1mm,总数在每米长度范围内少于3个,产品端面切口平整、无毛刺。
4.2规格尺寸及偏差
规格尺寸由供需双方商定,偏差应符合表3的规定。表3偏差
单位为毫米
长度偏差
宽度偏差
厚度偏差
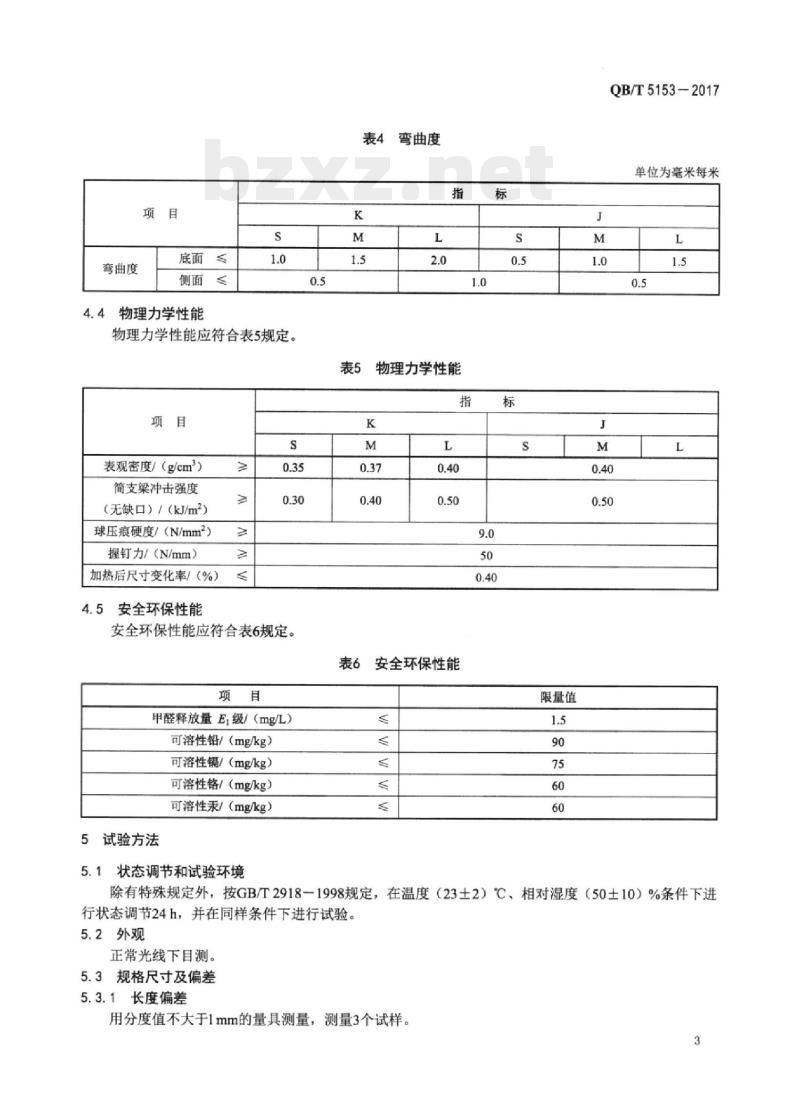
4.3弯曲度
弯曲度应符合表4的规定。
不应有负偏差
弯曲度
物理力学性能
物理力学性能应符合表5规定。
表观密度/(g/cm2)
简支梁冲击强度
(无缺口)/(kJ/m2)
球压痕硬度/(N/mm2)
握钉力/(N/mm)
加热后尺寸变化率/(%)
安全环保性能
安全环保性能应符合表6规定。
甲醛释放量E级/(mg/L)
可溶性铅/(mg/kg)
可溶性镉/(mg/kg)
可溶性铬/(mg/kg)
可溶性汞/(mg/kg)
5试验方法
5.1状态调节和试验环境
弯曲度
物理力学性能
表5牛
安全环保性能
限量值
QB/T5153—2017
单位为毫米每米
除有特殊规定外,按GB/T2918一1998规定,在温度(23土2)℃、相对湿度(50土10)%条件下进行状态调节24h,并在同样条件下进行试验。5.2外观
正常光线下目测。
5.3规格尺寸及偏差
5.3.1长度偏差
用分度值不大于1mm的量具测量,测量3个试样。3
QB/T51532017
5.3.2宽度与厚度的测量
截取长度为200mm的试样放于测量平台上,用分度值不大于0.02mm的量具测量,沿试样长度方向等分测量宽度、厚度各3点。共测5个试样,取其偏差最大值。5.4弯曲度
从3根发泡线材上各截取长度为1000*°mm的试样一个。把试样的底面或侧面放在三级以上的标准平台上,用分度值不大于0.1mm的塞尺测量型材底面或侧面和平台之间的最大间隙,取3个试样中最大值作为测试值。
5.5表观密度
按GB/T6343一2009的规定进行试验,直接截取足够长的样品进行测量。5.6简支梁冲击强度(无缺口)
截取一段产品,在制取机上按长度方向裁样,刨去表层后,用芯层加工为(80土2)mm×(10土0.2)mm×(10土0.2)mm的长方体样条。加工时不改变原始泡孔结构,表面应平整无裂纹,无倒角。按GB/T1043.1一2008的规定进行试验。5.7球压痕硬度
从发泡线材上截取长度为(100土5)mm的试样5个,试样可视面应无气泡、机械损伤和杂质。按GB/T3398.1一2008规定进行试验。5.8握钉力
试验用夹具按照GB/T14018一2009的规定进行制作。试验用螺钉为长度16mm、外径@4.0mm。打钉位置距试样边缘处应大于15mm。当试样厚度H不大于16.25mm时,螺钉拧入深度为0.8H;当试验厚度H大于16.25mm时,螺钉拧入深度13mm。拔钉速度为5mm/min。计算方法按照GB/T14018一2009的规定进行。5.9加热后尺寸变化率
5.9.1试验步骤
从发泡线材上截取长度为(250土5)mm的试样5个,在试样正面画2条间距为200mm的标线,标线应与纵向轴线垂直,每一标线与试样一端的距离约为25mm。在标线中部标出与标线垂直相交的测量线。测量两交点的距离G,精确至0.01mm,将试样竖放于电热鼓风箱内撒有滑石粉的玻璃上,放置温度(62土1)℃,放置时间(24土0.5)h。然后连同玻璃板取出,冷却至室温,用游标卡尺测量两交点间的距离C,精确至0.01mm。
5.9.2结果和标示
每个试样的加热后尺寸变化率C按式(1)计算,取5个试样的算术平均值为试验结果,精确至0.1%:C-Cx100% …
式中:
试样的加热后尺寸变化率,%;
试样在试验后的尺寸,单位为毫米(mm):试样在试验前的尺寸,单位为毫米(mm)。5.10安全环保性能
5.10.1甲醛释放量
按GB18580规定的干燥器法进行试验。5.10.2可溶性铅、镉、铬、汞
按GB18584一2001的规定进行试验。4
检验规则
QB/T5153-2017
同一原料、同一工艺、相同规格,连续生产不超过1周,数量不超过10000根为一批6.2抽样
6.2.1外观及尺寸偏差检验
按GB/T2828.1一2012规定,采用正常检查一次抽样方案,取一般检查水平I,合格质量水平AQL6.5见表7。
表7抽样方案
单位为根
批量范围
91~150
151~280
281~500
501~1200
1201~3200
320110000
样本大小
6.2.2弯曲度、物理力学性能、5安全环保性能检验
随机抽取足够样品。
6.3出厂检验
出厂检验项目为4.1、4.2、4.3规定的所有项目。6.4
型式检验
接收数
型式检验项目为第4章规定的所有项目,下列情况之一时,应进行型式检验:新产品或老产品转厂生产的试制定型鉴定:a)
正式生产后,如原材料、工艺有较大改变,可能影响产品性能时:正常生产时,每1年进行1次:
产品停产后3个月,恢复生产时:d)
出厂检验结果与上次型式检验有较大差异时。e)
6.5判定规则
拒收数
外观和规格尺寸偏差的检验结果按表7的规定进行判定,检验全部符合要求,则判该批出厂合格:若有不合格项时,应在同批中另取双倍试样对不合格项进行复检,若仍不合格,则判该批不合格。物理力学性能的检验结果中如有不合格项,则应从该批中抽取双倍试样,对不合格项进行复检,复检仍有不合格项,则判该批为不合格。安全环保性能的检验不合格时,则判该批为不合格。5
QB/T5153-2017
标志、包装、运输和贮存
7.1标志
每个产品包装应有下列标志:产品名称、类别、规格型号、生产批号、标准编号、生产单位名称、合格证等。
7.2包装
产品用泡沫材料包裹,外用瓦楞纸箱包装。其他包装方式由供需双方商定。3运输
运输时应平整码放,避免重压,防晒防雨,轻装轻卸。7.4储存
产品应存放在阴凉、通风的库房内,包装箱应平整堆放,堆高不超过1.5m,距热源1m以外。产品贮存期自生产之日起,不超过3年。6
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y28
备案号:59714-2017
中华人民共和国轻工行业标准
QB/T5153-2017
再生聚苯乙烯挤出发泡线材
Recycled polystyrene extrusion foaming wire-rod2017-07-07发布
中华人民共和国工业和信息化部发布
2018-01-01实施
本标准按GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国塑料制品标准化技术委员会(SAC/TC48)归口。QB/T5153-2017
本标准起草单位:上海英科实业有限公司、山东英科环保再生资源股份有限公司、山东临沂路盛装饰材料有限公司、广州市嘉来艺工艺品有限公司、上海雅弗框业有限公司、上海鸿赛包装制品有限公司、金华市宇翔相框材料厂、上海高等应用技术研究中心、上海应用技术大学、惠州市欣欣文画有限公司、上海续途检测技术有限公司。
本标准主要起草人:李志杰、刘方毅、金喆、刘长安、李东、姚俊、季健、刘祥、欧阳春发、张英强、罗京科、王青青、姜欣新、张淋图。本标准为首次发布。
1范围
再生聚苯乙烯挤出发泡线材
QB/T5153—2017
本标准规定了再生聚苯乙烯挤出发泡线材(行业俗称PS线条)的分类、标识、要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于由再生聚苯乙烯通过低发泡挤出工艺生产的装饰线材产品,如用于画框、相框、镜框、墙角线、顶角线、窗线、门套线等产品的制作。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T1043.1-2008塑料简支梁冲击性能的测定第1部分:非仪器化冲击试验GB/T2828.1一2012计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T2918一1998塑料试样状态调节和试验的标准环境GB/T3398.1一2008塑料硬度测定第1部分:球压痕法GB/T6343一2009泡沫塑料及橡胶表观密度的测定GB/T14018一2009木材握钉力试验方法GB18580室内装饰装修材料人造板及其制品中甲醛释放限量GB18584室内装饰装修材料木家具中有害物质限量3分类和标识
3.1分类
按照产品用途分两类,见表1。
表1按用途分类
装饰线条
产品用途代号
3.1.2按产品横截面积大小分为3类,见表2。表2按横截面积分类
3.2标识
发泡线材按如下方式进行标记:横截面积大小分类代号
画框、相框、镜框等
墙角线、顶角线、窗线、门套线等单位为平方毫米
横截面积
5001500
QB/T5153-2017
横截面积
横截面积大小分类代号
产品用途代号
示例:K-M-820,即横截面积为820mm2的中型框条。3.3产品横截面示意图
发泡线材的厚度、宽度、侧面、底面的定义,见图1。面
图1产品横截面示意图
4要求
4.1外观
产品可视面应光滑、无明显接缝、漏印、烫伤、划伤、压伤,无褶皱,压花应清晰、饱满:产品可视面的凸点、凹点、杂质和气泡的外形尺寸小于1mm,总数在每米长度范围内少于3个,产品端面切口平整、无毛刺。
4.2规格尺寸及偏差
规格尺寸由供需双方商定,偏差应符合表3的规定。表3偏差
单位为毫米
长度偏差
宽度偏差
厚度偏差
4.3弯曲度
弯曲度应符合表4的规定。
不应有负偏差
弯曲度
物理力学性能
物理力学性能应符合表5规定。
表观密度/(g/cm2)
简支梁冲击强度
(无缺口)/(kJ/m2)
球压痕硬度/(N/mm2)
握钉力/(N/mm)
加热后尺寸变化率/(%)
安全环保性能
安全环保性能应符合表6规定。
甲醛释放量E级/(mg/L)
可溶性铅/(mg/kg)
可溶性镉/(mg/kg)
可溶性铬/(mg/kg)
可溶性汞/(mg/kg)
5试验方法
5.1状态调节和试验环境
弯曲度
物理力学性能
表5牛
安全环保性能
限量值
QB/T5153—2017
单位为毫米每米
除有特殊规定外,按GB/T2918一1998规定,在温度(23土2)℃、相对湿度(50土10)%条件下进行状态调节24h,并在同样条件下进行试验。5.2外观
正常光线下目测。
5.3规格尺寸及偏差
5.3.1长度偏差
用分度值不大于1mm的量具测量,测量3个试样。3
QB/T51532017
5.3.2宽度与厚度的测量
截取长度为200mm的试样放于测量平台上,用分度值不大于0.02mm的量具测量,沿试样长度方向等分测量宽度、厚度各3点。共测5个试样,取其偏差最大值。5.4弯曲度
从3根发泡线材上各截取长度为1000*°mm的试样一个。把试样的底面或侧面放在三级以上的标准平台上,用分度值不大于0.1mm的塞尺测量型材底面或侧面和平台之间的最大间隙,取3个试样中最大值作为测试值。
5.5表观密度
按GB/T6343一2009的规定进行试验,直接截取足够长的样品进行测量。5.6简支梁冲击强度(无缺口)
截取一段产品,在制取机上按长度方向裁样,刨去表层后,用芯层加工为(80土2)mm×(10土0.2)mm×(10土0.2)mm的长方体样条。加工时不改变原始泡孔结构,表面应平整无裂纹,无倒角。按GB/T1043.1一2008的规定进行试验。5.7球压痕硬度
从发泡线材上截取长度为(100土5)mm的试样5个,试样可视面应无气泡、机械损伤和杂质。按GB/T3398.1一2008规定进行试验。5.8握钉力
试验用夹具按照GB/T14018一2009的规定进行制作。试验用螺钉为长度16mm、外径@4.0mm。打钉位置距试样边缘处应大于15mm。当试样厚度H不大于16.25mm时,螺钉拧入深度为0.8H;当试验厚度H大于16.25mm时,螺钉拧入深度13mm。拔钉速度为5mm/min。计算方法按照GB/T14018一2009的规定进行。5.9加热后尺寸变化率
5.9.1试验步骤
从发泡线材上截取长度为(250土5)mm的试样5个,在试样正面画2条间距为200mm的标线,标线应与纵向轴线垂直,每一标线与试样一端的距离约为25mm。在标线中部标出与标线垂直相交的测量线。测量两交点的距离G,精确至0.01mm,将试样竖放于电热鼓风箱内撒有滑石粉的玻璃上,放置温度(62土1)℃,放置时间(24土0.5)h。然后连同玻璃板取出,冷却至室温,用游标卡尺测量两交点间的距离C,精确至0.01mm。
5.9.2结果和标示
每个试样的加热后尺寸变化率C按式(1)计算,取5个试样的算术平均值为试验结果,精确至0.1%:C-Cx100% …
式中:
试样的加热后尺寸变化率,%;
试样在试验后的尺寸,单位为毫米(mm):试样在试验前的尺寸,单位为毫米(mm)。5.10安全环保性能
5.10.1甲醛释放量
按GB18580规定的干燥器法进行试验。5.10.2可溶性铅、镉、铬、汞
按GB18584一2001的规定进行试验。4
检验规则
QB/T5153-2017
同一原料、同一工艺、相同规格,连续生产不超过1周,数量不超过10000根为一批6.2抽样
6.2.1外观及尺寸偏差检验
按GB/T2828.1一2012规定,采用正常检查一次抽样方案,取一般检查水平I,合格质量水平AQL6.5见表7。
表7抽样方案
单位为根
批量范围
91~150
151~280
281~500
501~1200
1201~3200
320110000
样本大小
6.2.2弯曲度、物理力学性能、5安全环保性能检验
随机抽取足够样品。
6.3出厂检验
出厂检验项目为4.1、4.2、4.3规定的所有项目。6.4
型式检验
接收数
型式检验项目为第4章规定的所有项目,下列情况之一时,应进行型式检验:新产品或老产品转厂生产的试制定型鉴定:a)
正式生产后,如原材料、工艺有较大改变,可能影响产品性能时:正常生产时,每1年进行1次:
产品停产后3个月,恢复生产时:d)
出厂检验结果与上次型式检验有较大差异时。e)
6.5判定规则
拒收数
外观和规格尺寸偏差的检验结果按表7的规定进行判定,检验全部符合要求,则判该批出厂合格:若有不合格项时,应在同批中另取双倍试样对不合格项进行复检,若仍不合格,则判该批不合格。物理力学性能的检验结果中如有不合格项,则应从该批中抽取双倍试样,对不合格项进行复检,复检仍有不合格项,则判该批为不合格。安全环保性能的检验不合格时,则判该批为不合格。5
QB/T5153-2017
标志、包装、运输和贮存
7.1标志
每个产品包装应有下列标志:产品名称、类别、规格型号、生产批号、标准编号、生产单位名称、合格证等。
7.2包装
产品用泡沫材料包裹,外用瓦楞纸箱包装。其他包装方式由供需双方商定。3运输
运输时应平整码放,避免重压,防晒防雨,轻装轻卸。7.4储存
产品应存放在阴凉、通风的库房内,包装箱应平整堆放,堆高不超过1.5m,距热源1m以外。产品贮存期自生产之日起,不超过3年。6
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。