QB/T 4294.1 – 2012
基本信息
标准号: QB/T 4294.1 – 2012
中文名称:服装机械直刀式数控裁剪机 第1部分:通用技术条件
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:946466
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 4294.1 - 2012.Garment machinery NC straight knife cutting machine Part 1: General specifications.
1范園
QB/T 4294.1规定了直刀式数控裁剪机的设计、制造、使用的基本要求,内容包括:术语与定义、产品分.类、要求、试验方法、检验规则、产品交付。
QB/T 4294.1适用于输入供电电源交流额定电压单相220V或者三相380V的工业用数控裁剪机(以下简称裁剪机),适用于纺织布、无纺布、人造革、纸张、玻璃纤维、碳纤维制品等织物类材料的裁剪。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注8期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191- 2008 包装储运图示标志
GB/T 1958- 2004 产品几何量 技术规范(GPS)形状和位置公差检测规定
GB/T2828.1- -2003 计数抽样检验程序 第1部分: 按接收质量限(AQL)检索的逐批检验抽样计划
GB 5226.1- -2008 机械安全机械电气设备 第1部分: 通用技术条件
GB/T 12113- 2003 接触电流和保护导 体电流的测量方法
GB 16754- 2008 机械安全急停设计原则
GB/T 16769- 2008金属切削机床噪声声 压级测量方法
QB/ T 1572- 1992缝纫机零件 电镀通用技术条件
QB/ T2505- 2000 缝纫机零件 发黑技术条件
QB/ T2528- 2001 缝纫机涂装技术条件
3术语和定义
下列术语和定义适用于本文件。
3.1数控裁剪机NC cutting machine
自动裁剪机
自动裁床
通过电子计算机控制何服系统,按照CAD图形指令进行裁剪的一种设备。
3.2裁剪机操作系统cuting machine operating system
对裁剪的速度、精度、刀具的运动等通过人机对话的方式进行设置与控制,同时能够显示排料图和裁剪进程的操作系统。
3.3真空吸附系统Inelligent vacuum system
运用交频技术,对真空泵进行变频控制的系统,可以根据裁剪材料的特性调节真空负压、固定裁剪材料。
1范園
QB/T 4294.1规定了直刀式数控裁剪机的设计、制造、使用的基本要求,内容包括:术语与定义、产品分.类、要求、试验方法、检验规则、产品交付。
QB/T 4294.1适用于输入供电电源交流额定电压单相220V或者三相380V的工业用数控裁剪机(以下简称裁剪机),适用于纺织布、无纺布、人造革、纸张、玻璃纤维、碳纤维制品等织物类材料的裁剪。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注8期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191- 2008 包装储运图示标志
GB/T 1958- 2004 产品几何量 技术规范(GPS)形状和位置公差检测规定
GB/T2828.1- -2003 计数抽样检验程序 第1部分: 按接收质量限(AQL)检索的逐批检验抽样计划
GB 5226.1- -2008 机械安全机械电气设备 第1部分: 通用技术条件
GB/T 12113- 2003 接触电流和保护导 体电流的测量方法
GB 16754- 2008 机械安全急停设计原则
GB/T 16769- 2008金属切削机床噪声声 压级测量方法
QB/ T 1572- 1992缝纫机零件 电镀通用技术条件
QB/ T2505- 2000 缝纫机零件 发黑技术条件
QB/ T2528- 2001 缝纫机涂装技术条件
3术语和定义
下列术语和定义适用于本文件。
3.1数控裁剪机NC cutting machine
自动裁剪机
自动裁床
通过电子计算机控制何服系统,按照CAD图形指令进行裁剪的一种设备。
3.2裁剪机操作系统cuting machine operating system
对裁剪的速度、精度、刀具的运动等通过人机对话的方式进行设置与控制,同时能够显示排料图和裁剪进程的操作系统。
3.3真空吸附系统Inelligent vacuum system
运用交频技术,对真空泵进行变频控制的系统,可以根据裁剪材料的特性调节真空负压、固定裁剪材料。
标准图片预览
标准内容
ICS61.080
分类号:Y17
备案号:36695-2012
中华人民共和国轻工行业标准
QB/T4294.1-2012
服装机械
直刀式数控裁剪机
第1部分:通用技术条件
Garment machinery
NC straight knife cutting machine Part 1: General specifications2012-05-24发布
中华人民共和国工业和信息化部2012-11-01实施
QB/T4294《服装机械直刀式数控裁剪机》分为如下几个部分:第1部分:通用技术条件:
第2部分:数控系统技术条件:
第3部分:结构要求:
第4部分:接口系统技术条件;:-第5部分:选择、安装、验收和维修:本部分是QB/T4294《服装机械直刀式数控裁剪机》的第1部分。本标准按照GB/T1.1一2009给出的规则起草。本部分由中国轻工业联合会提出。本部分由全国缝制机械标准化技术委员会(SAC/TC152)归口。QB/T4294.1-2012
本部分起草单位:上海和鹰机电科技股份有限公司、深圳市盈宁创业投资有限公司、上海鲍麦克斯电子科技有限公司、上海市缝纫机研究所。本部分主要起草人:凌军、邓少甫、徐蔚曾、雷杰。QB/T4294.1-2012
服装机械直刀式数控裁剪机第1部分:通用技术条件1范围
本部分规定了直刀式数控裁剪机的设计,制造、使用的基本要求,内容包括:术语与定义、产品分类、要求、试验方法、检验规则、产品交付。本部分适用于输入供电电源交流额定电压单相220V或者三相380V的工业用数控裁剪机(以下简称裁剪机),适用于纺织布、无纺布、人造革、纸张、玻璃纤维、碳纤维制品等织物类材料的裁剪2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T191--2008包装储运图示标志GB/T1958一2004产品几何量技术规范(GPS)形状和位置公差检测规定GB/T2828.1一2003计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB5226.1一2008机械安全机械电气设备第1部分:通用技术条件GB/T12113-2003接触电流和保护导体电流的测量方法GB16754-2008机械安全急停设计原则GB/T16769-2008金属切削机床噪声声压级测量方法QB/T1572—1992缝纫机零件电镀通用技术条件QB/T2505-2000缝纫机零件发黑技术条件QB/T2528-2001缝纫机涂装技术条件3术语和定义
下列术语和定义适用于本文件。3.1
数控裁剪机NC cuttingmachine
自动裁剪机
自动裁床
通过电子计算机控制伺服系统,按照CAD图形指令进行裁剪的一种设备。3.2
裁剪机操作系统 cuttingmachineoperatingsystem对裁剪的速度、精度、刀具的运动等通过人机对话的方式进行设置与控制,同时能够显示排料图和裁剪进程的操作系统。
真空吸附系统Intelligentwacuumsystem运用变频技术,对真空泵进行变频控制的系统,可以根据裁剪材料的特性调节真空负压,固定裁剪材料。
HiiKAoNi KAca
QB/T4294.1-2012
刀控制技术knifecontrollingsystem直刀上下运动与刀转动的控制技术。3.5
有效裁剪面积
available cutting area
裁剪机的最大裁剪范围。
cutting thickness
裁剪摩度
裁剪机能够裁剪经过真空吸附后的材料的厚度。3.7
刚毛垫manebricks
构成裁剪机裁剪台垫的刚性毛刷状物体。3.8
机头head
裁剪头
由刀具、打孔、冲孔、画笔等工具的集成,用于裁剪的机械结构。3.9
平均运行功耗averagerunloss
裁剪机正常运行状况下,每小时所消耗的平均电能。3.10
分解能diociation energy
脉冲当量
执行机构在根据中央控制系统发出的脉冲指令而发生位移的距离和弧度。3.11
性能判据performancecriterion在技术规范内功能或性能发生正常偏离的情况。注1:a类判据指在技术规范内性能和功能正常。注2:b类判据指在技术规范内性能和功能暂时降低或丧失,但能自行恢复。4产品分类和型号命名
4.1分类
产品可按最大裁剪厚度、有效裁度和有效裁剪长度分类。4.2型号命名方法
型号命名可按QB/T2251-1996的规定表示,或者按企业在全国缝制标准化中心备案登记的编制细则表示,也可采用汉语拼音大写字母和阿拉伯数字共8位代号,表示厂家、设备类别、裁剪宽度、厚度及特性等。代号排列和顺序规定如下:2
HiiKAoNi KAca
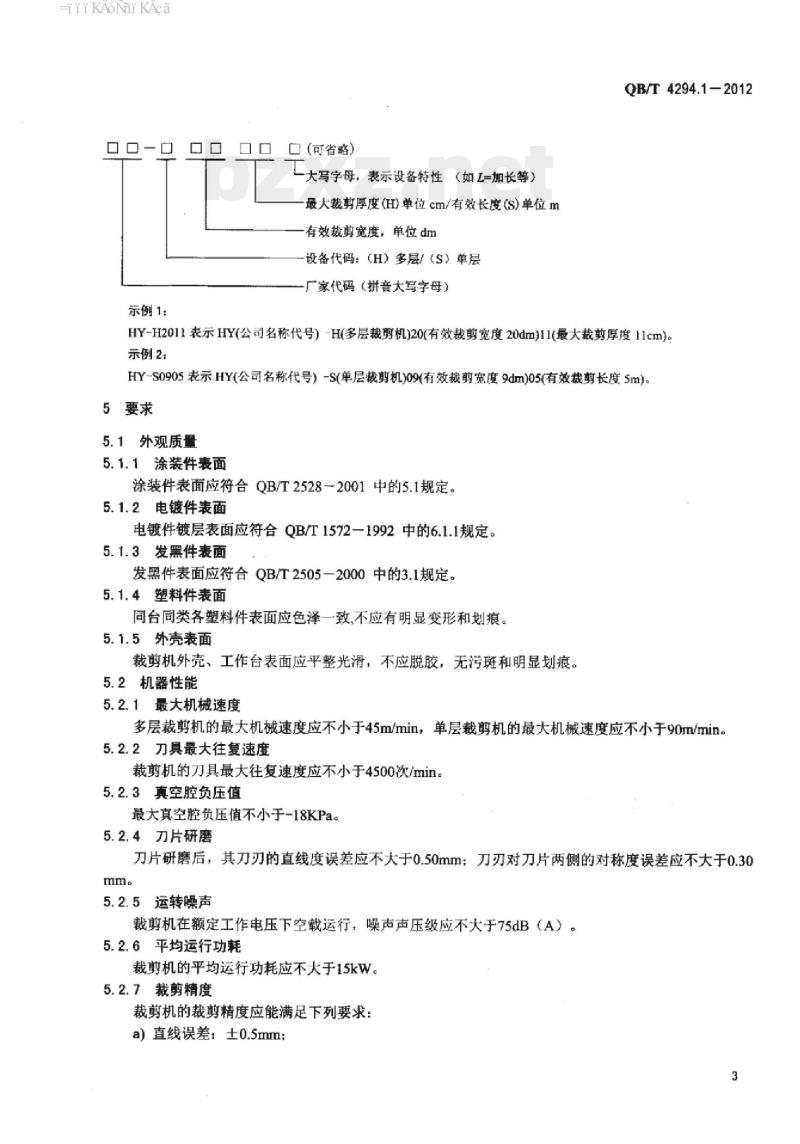
示例1:
口(可省略)
大写字母,表示设备特性(如L=加长等)最大裁剪厚度(H)单位cm/有效长度(s)单位m有效裁剪宽度,单位dm
设备代码:(H)多层/(S)单层厂家代码(拼音大写字母)
QB/T4294.1-2012
HY-H2011表示HY(公司名称代号)-H(多层裁剪机)20(有效裁剪宽度20dm)11(最大裁剪厚度11cm)。示例2:
HY-S0905表示HY(公司名称代号)-S(单层裁剪机)09(有效裁剪宽度9dm)05(有效裁剪长度5m)。5要求
5.1外观质量
5.1.1涂装件表面
涂装件表面应符合QB/T2528一2001中的5.1规定。5.1.2电镀件表面
电镀件镀层表面应符合QB/T1572一1992中的6.1.1规定。5.1.3发黑件表面
发黑件表面应符合QB/T2505一2000中的3.1规定。5.1.4塑料件表面
同台同类各塑料件表面应色泽一致不应有明显变形和划痕。5.1.5外壳表面
裁剪机外壳、工作台表面应平整光滑,不应脱胶,无污斑和明显划痕。5.2机器性能
5.2.1最大机械速度
多层裁剪机的最大机械速度应不小于45m/min,单层裁剪机的最大机械速度应不小于90m/min。5.2.2刀具最大往复速度
裁剪机的刀具最大往复速度应不小于4500次/min。5.2.3真空腔负压值
最大真空腔负压值不小于-18KPa。5.2.4刀片研磨
刀片研磨后,其刀刃的直线度误差应不大于0.50mm:刀刃对刀片两侧的对称度误差应不大于0.30mm。
5.2.5运转噪声
裁剪机在额定工作电压下空载运行,噪声声压级应不大于75dB(A)。5.2.6平均运行功耗
裁剪机的平均运行功耗应不大于15kW。5.2.7裁剪精度
裁剪机的裁剪精度应能满足下列要求:a)直线误差:土0.5mm;
Hii KAoNi KAca
QB/T4294.1-2012
b)圆度误差:土0.5mm;
c)角度误差:土0.5°
5.3安全
5.3.1标志与铭牌
对裁剪机外露的高压、高温和机械等危险部位应有明显的警示标志:外露的电气线路和接插件排列应整齐、牢固:裁剪机内的接线端子排、保险座、保护接地端子应有明确标志:在机头和机身易见部位应标志机器的型号和机器名称。铭牌应字迹清晰、内容正确。5.3.2电柜门
电柜门要有专门锁紧装置,打开柜门必须用钥匙或专用工具,带电部件在其护壳外应有符合GB5226.1一2008中16.2规定的警告标志。5.3.3保护联结电路
电柜内要有保护接地端子,并有PE标志,电源中线N不得与PE端在电柜内部连接。电柜内的保护接线连接应符合GB5226.1-2008中8.2的要求。保护接地电路的连续性要求,应符合表1的要求。表1保护接地电路连续性的检验
被测保护导线支路最小有效截面积/mm1.0
5.3.4泄漏电流
裁剪机对地的泄漏电流应不大于3.5mA。5.3.5绝缘电阻
最大的实测电压降(对应测试电流为10A的值)N3.3
在电源输入端和保护接地端之间施加DC500V时,常态测得的绝缘电阻应大于50M2。5.3.6耐电压强度
电源输入端和保护接地端之间应能承受1kV(50Hz)、试验时间为30s的耐压试验,漏电流10mA,试验中应不击穿、无飞弧。
5.3.7断电保护
电源的偶然中断与恢复不应导致安全事故。5.3.8连接和布线
裁剪机的连接与布线应符合下述要求:所有连接,尤其是保护接地电路的连接应可靠,没有意外松脱的危险:连接方法应与被连接导线的截面积及导线的性质相适应:只要可能就应将保护导线靠近有关负载的导线安装,以便减少回路阻抗布线通道与导线绝缘接触的锐角、焊渣、毛刺应清除,过孔处应加护口防护:没有封闭通道保护的电线、电缆在敷设时应使用PVC绝缘套管或绝缘缠绕带保护。5.3.9安全防护罩
裁剪机机头应有安全防护罩。
5.4控制功能
5.4.1调整与补正
HiiKAoNi KAca
应能够对裁剪机进行调整与补正。5.4.2轴控制
QB/T4294.1-2012
应能够对裁剪机各轴电机的分解能、加速度、补正位置进行设定、控制的功能。5.4.3刀控制
裁剪机应具有直刀上下运动与刀转动的控制功能,以达到对于不同的裁剪材料采用不同的上下运动速度与转动角度、速度的要求。5.4.4真空系统控制
裁剪机应具有变频技术,对真空泵进行变频控制,以达到根据裁剪材料的特性调节真空负压、固定裁剪材料的目的。
5.4.5故障诊断
裁剪机应具有下列故障诊断功能:手动诊断:通过对手动开关的操作,来诊断相应部位的故障;一自动诊断:在裁剪机操作系统中能自动检测故障部位,显示故障代码。5.4.6裁剪日报
裁剪机应能设定参数和进行工作量统计,并输出报表。5.4.7刀片更换提醒
裁剪机操作系统应能及时发出更换刀片的提示。5.4.8排料图参数记忆设置
裁剪机应具有存储排料图及其所使用过的参数的设置。5.4.9裁剪参数设直
裁剪机应能对不同的裁剪材料和不同的排料图所使用的裁剪参数进行设置。5.4.10自动磨刀
裁剪机应能对于不同的裁剪材料,根据所设定的磨刀间隔进行自动磨刀。5.4.11断电记忆
裁剪机对因故障或急停而中断裁剪,在恢复裁剪时能按中断前的状态继续裁剪。5.4.12急停装置
裁剪应在方便操作且醒目的位置安装急停装置。按下急停按钮,裁剪机应停止运行:在急停装置复位前,通过其他启动装置应不能启动裁剪机。急停装置应符合GB16754一2008中4.4的规定。6试验方法
6.1外观
可采用目测方法检验或按照相应标准要求试验。6.2机器性能
6.2.1最大机械速度
试验前,清洁裁剪机,再以最大的机械速度运行10min。试验时,启动裁剪机(空载)以最大速度运行1.5m,对照裁剪机自动记录的时间。连续测试3次取其平均值,按照公式(1)计算结果,即可得到该裁剪机的最大机械速度。S
式中:
v—最大机械速度,单位为米每分(m/min):S—移动距离,单位为米(m):单位时间,单位为分(min)。
HTi KAoNi KAca
QB/T4294.1-2012
6.2.2刀具最大往复速度
试验时,裁剪机以最大速度运行,使用频闪仪测量刀具上下运行的速度,连续测试3次取其平均值。6.2.3真空腔负压值
按照下列方法测试,负压值应符合5.2.3要求:将自动裁剪机上表面刚毛部位覆盖塑料薄膜,起密封作用:将真空泵变频器调至最高档,开启真空泵抽气,同时将真空测试仪的一端置入真空腔,保持稳定抽气1分钟:分别在四角各测3次,读取数字,取平均值。6.2.4刀片研磨
更换新刀片,启动裁剪机对新刀片进行400次研磨:刀刃的直线度参照GB/T1958一2004表A.2中代号1-1的方法测量。刀刃对刀片两侧的对称度用轮廓仪或类似仪器测量。6.2.5运转噪声
启动裁剪机机头在空载下按照直径1000mm圆周在裁剪机中心位置运行,其测试方法按GB/T16769一2008规定的要求进行。
6.2.6平均运行功耗
试验时,接上功率电表,启动裁剪机空载运行5min后,记录功率电表初始值,再按照下列方法进行试验。
取最大裁剪厚度2/3的面料(纱支118D/96F40DSP,克重205GR/SQM),平铺在裁剪台上:对面料进行不间断裁剪,实际平均裁剪速度不低于8m/min,裁剪30min;记录裁剪时间中所消耗的电力,按照公式(2)计算设备平均功耗。P
式中:
P—设备平均功耗,单位为瓦(W):W
一功率电表单位时间消耗的电力,单位为瓦时(W·h):测试时间,单位为小时(h)。
6.2.7裁剪精度
裁剪机的裁剪精度按照下列方法试验:(2)
a)直线误差试验时,裁剪机按照边长500mm正方形的要求,输入数据,试裁样纸,以707mm为标准,用精度为0.5mm钢直尺测量样纸2个对角线长度;b)圆度误差试验时,裁剪机按照R50mm的要求,输入数据,试裁样纸,然后沿图1所示虚线三次对折,用精度为0.5mm钢直尺测量样纸最大半径;图1裁剪圆度测试图
iiKAoNiKAca
QB/T4294.1-2012
c)角度误差试验时,裁剪机按照图2要求,输入数据,试裁样纸,用量角器测量样纸3个角度。675
图2裁剪角度测试图
6.3安全
6.3.1标志与铭牌
目测判定。
6.3.2电柜门
锁紧装置与警示标志可用目测判定。6.3.3保护联结电路
接地端子与电柜中的连接目测判定,保护接地电路的连续性要求,用接地电阻检测仪按GB5226.1一2008中18.2.2的规定,用24V独立电源对裁剪机进行测试,测试电流10A,应符合5.3.3要求。6.3.4泄漏电流
试验时,交流电源进线侧应有隔离变压器,用泄漏电流测试仪或精度误差不大于±5%的交流电流表,接入产品,以额定电压的1.06倍、额定转速、空载状态下运转,按GB/T12113一2003中5.4.1图6的电路装置进行测量,取其中的最大值作为被测产品的泄漏电流值。如不使用隔离变压器,产品应放置在绝缘工作台面或者与地面间有绝缘材料。6.3.5绝缘电阻
将裁剪机的电源开关置于接通位置(不要接入电网),按GB5226.1-2008中18.3要求进行绝缘电阻的测试,试验结果应符合5.3.5的要求。6.3.6耐电压强度
将裁剪机的电源开关置于接通位置(不要接入电网),按GB5226.12008中18.4要求进行,额定电压小于50V的电子电路不应进行耐压试验,试验结果应符合5.3.6的要求。6.3.7断电保护
启动裁剪机,按照额定速度工作5min,然后切断电源1min后重新通电(裁剪机的电源开关一直保持接通状态),裁剪机的机械机构不能自动运行。6.3.8连接和布线
目视检查裁剪机的内外部(包括控制柜),保护导线截面积用外径干分卡测量。6.3.9安全防护罩
目测判定。
6.4控制功能
6.4.1调整与补正
根据《调整手册》对裁剪机进行调整与补正,在控制面板上目测判定。HiiKAoNiKAca
QB/T4294.12012
6.4.2轴控制
通过控制面板,对各轴电机的分解能、加速度、补正位置进行设定,目测判定能否改变各轴的运动速度与精度方式。
6.4.3刀控制
通过控制面板,调整直刀的上下运动的速度与刀转动的速度、角度,目测判定能否改变刀的上下运动速度与转动角度、速度。
6.4.4真空系统控制
通过修改裁剪机的设定参数改变变频器的频率,在真空压力表上目测判定能否改变真空吸附力。6.4.5故障诊断
裁剪机出现故障时,应能够通过下列方法进行故障诊断:手动诊断:通过对手动开关的操作,目测判定是否能诊断相应部位的故障。自动诊断:通过人为设置故障,目测判定在裁剪机操作系统中是否能自动显示故障代码。6.4.6裁剪日报
试裁剪3个排料图后,目测判定是否能输出,并打印裁剪报表。6.4.7刀片更换提醒
设定更换刀片的宽度,将现有刀片的宽度设置为更换刀片的宽度,目测判定在裁剪时,是否发出更换刀片的提示。
6.4.8排料图参数记忆设置
对3个排料图进行参数设置并进行模拟裁剪,目测判定是否能重新调出该排料图,对比其参数是否与裁剪时所使用的参数一致。
6.4.9裁剪参数设置
对同一个排料图,试调裁剪机是否能设定不同的吸附压力、裁剪速度、刀上下速度等裁剪参数,裁剪机能否按照所参数进行裁剪,目测判定。6.4.10自动磨刀
设定磨刀间隔,目测判定是否会按照所设定的磨刀间隔进行自动磨刀。6.4.11断电记忆
试裁剪过程中使用急停开关中断裁剪,5min后恢复裁剪时,目测判定是否能按中断前的状态继续裁剪。
6.4.12急停装置
在运行过程中,按下急停按钮,检查裁剪机是否停止运行;在急停装置复位前,通过操作面板启动裁剪机,检查裁剪机是否意外启动,试验3次,目测判定。目测检查急停装置的颜色、形状及结构。7检验规则
7.1检验分类
裁剪机的检验分为出厂检验和型式检验两种,制造厂应在产品生产中按照本标准的规定进行检验。7.1.1出厂检验
已定型生产的载剪机,出厂前每台都应通过出厂检验项目的检验,并附有检验合格证。7.1.2型式检验
有下列情况之一,需对产品进行全面考核,应进行型式检验:新产品设计确认前或老产品转厂生产的鉴定:-正式生产后,如设计、工艺有较大改变,可能影响产品性能时;一正常生产1年,应周期性进行1次检验:产品停产1年后,恢复生产时;
一出厂检验结果与上次型式检验有较大差异时;一国家、地方质量监督机构提出进行型式检验的要求时。7.1.3不合格分类与检验分类
不合格分类与检验分类见表2。
7.2出厂检验规则
7.2.1样本抽取
样本应从生产提交的合格批中随机抽取。7.2.2抽样方案
QB/T4294.1—2012
出厂检验的正常检验一次抽样方案按照GB/T2828.1一2003规定,见表3,出厂检验项目及不合格分类按表2规定。
7.2.3批的可接收判定
根据样本检查的结果,若在样本中发现的A类的不合格品数和B、C类的不合格数,分别小于或等于对应的接收数(Ac),则判该检查批是可接收的。若在样本中发现的A类的不合格品数和B、C类的不合格数有一类大于或等于对应的不接收数(Re),则判该检查批是不可接收的。表2不合格分类与检验分类
外观质量
机器性能
检验项目
涂装件表面
电镀件表面
发黑件表面
塑料件表面
外壳表面
最大机械速度
刀具最大往复速度
真空腔负压值
刀片研磨
运转噪声bzxZ.net
平均运行功耗
裁剪精度
标志与铭牌
电柜门
保护联结电路
泄漏电流
绝缘电阻
耐电压强度
断电保护
连接和布线
安全防护罩
试验方法
不合格分类
检验分类
QB/T4294.1-2012
检验项目
调整与补正
轴控制
刀控制
真空系统控制
故障诊断
控制功能
裁剪日报
刀片更换提醒
表2(续)
排料图参数记忆设
裁剪参数设置
自动磨刀
断电记忆
急停装置
试验方法
出厂检验抽样方案
检验水平
抽样方案
不合格分类
样本单位检验项目
接收质量限(AQL)
样本量字码
样本量
注1:样本单位为每台裁剪机。
注2:A类的Ac、Re以不合格品计,B、C类的Ac、Re以不合格数计。注3:表中箭头的使用方法见GB/T2828.1-2003中的10.3。不接收批的处置
不接收批的处置应按GB/T2828.1一2003中的7.2规定执行。不接收批的再提交
不接收批的再提交应按GB/T2828.1一2003中的7.6规定执行。7.3型式检验规则
7.3.1样本的抽取
不合格分类
一般水平11
正常检验一次抽样
检验分类
样本应从本周期制造的,并经检验合格的某个批或若干批中随机抽取4台,其中2台作为试验样机另两台作为试验备机。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y17
备案号:36695-2012
中华人民共和国轻工行业标准
QB/T4294.1-2012
服装机械
直刀式数控裁剪机
第1部分:通用技术条件
Garment machinery
NC straight knife cutting machine Part 1: General specifications2012-05-24发布
中华人民共和国工业和信息化部2012-11-01实施
QB/T4294《服装机械直刀式数控裁剪机》分为如下几个部分:第1部分:通用技术条件:
第2部分:数控系统技术条件:
第3部分:结构要求:
第4部分:接口系统技术条件;:-第5部分:选择、安装、验收和维修:本部分是QB/T4294《服装机械直刀式数控裁剪机》的第1部分。本标准按照GB/T1.1一2009给出的规则起草。本部分由中国轻工业联合会提出。本部分由全国缝制机械标准化技术委员会(SAC/TC152)归口。QB/T4294.1-2012
本部分起草单位:上海和鹰机电科技股份有限公司、深圳市盈宁创业投资有限公司、上海鲍麦克斯电子科技有限公司、上海市缝纫机研究所。本部分主要起草人:凌军、邓少甫、徐蔚曾、雷杰。QB/T4294.1-2012
服装机械直刀式数控裁剪机第1部分:通用技术条件1范围
本部分规定了直刀式数控裁剪机的设计,制造、使用的基本要求,内容包括:术语与定义、产品分类、要求、试验方法、检验规则、产品交付。本部分适用于输入供电电源交流额定电压单相220V或者三相380V的工业用数控裁剪机(以下简称裁剪机),适用于纺织布、无纺布、人造革、纸张、玻璃纤维、碳纤维制品等织物类材料的裁剪2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T191--2008包装储运图示标志GB/T1958一2004产品几何量技术规范(GPS)形状和位置公差检测规定GB/T2828.1一2003计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB5226.1一2008机械安全机械电气设备第1部分:通用技术条件GB/T12113-2003接触电流和保护导体电流的测量方法GB16754-2008机械安全急停设计原则GB/T16769-2008金属切削机床噪声声压级测量方法QB/T1572—1992缝纫机零件电镀通用技术条件QB/T2505-2000缝纫机零件发黑技术条件QB/T2528-2001缝纫机涂装技术条件3术语和定义
下列术语和定义适用于本文件。3.1
数控裁剪机NC cuttingmachine
自动裁剪机
自动裁床
通过电子计算机控制伺服系统,按照CAD图形指令进行裁剪的一种设备。3.2
裁剪机操作系统 cuttingmachineoperatingsystem对裁剪的速度、精度、刀具的运动等通过人机对话的方式进行设置与控制,同时能够显示排料图和裁剪进程的操作系统。
真空吸附系统Intelligentwacuumsystem运用变频技术,对真空泵进行变频控制的系统,可以根据裁剪材料的特性调节真空负压,固定裁剪材料。
HiiKAoNi KAca
QB/T4294.1-2012
刀控制技术knifecontrollingsystem直刀上下运动与刀转动的控制技术。3.5
有效裁剪面积
available cutting area
裁剪机的最大裁剪范围。
cutting thickness
裁剪摩度
裁剪机能够裁剪经过真空吸附后的材料的厚度。3.7
刚毛垫manebricks
构成裁剪机裁剪台垫的刚性毛刷状物体。3.8
机头head
裁剪头
由刀具、打孔、冲孔、画笔等工具的集成,用于裁剪的机械结构。3.9
平均运行功耗averagerunloss
裁剪机正常运行状况下,每小时所消耗的平均电能。3.10
分解能diociation energy
脉冲当量
执行机构在根据中央控制系统发出的脉冲指令而发生位移的距离和弧度。3.11
性能判据performancecriterion在技术规范内功能或性能发生正常偏离的情况。注1:a类判据指在技术规范内性能和功能正常。注2:b类判据指在技术规范内性能和功能暂时降低或丧失,但能自行恢复。4产品分类和型号命名
4.1分类
产品可按最大裁剪厚度、有效裁度和有效裁剪长度分类。4.2型号命名方法
型号命名可按QB/T2251-1996的规定表示,或者按企业在全国缝制标准化中心备案登记的编制细则表示,也可采用汉语拼音大写字母和阿拉伯数字共8位代号,表示厂家、设备类别、裁剪宽度、厚度及特性等。代号排列和顺序规定如下:2
HiiKAoNi KAca
示例1:
口(可省略)
大写字母,表示设备特性(如L=加长等)最大裁剪厚度(H)单位cm/有效长度(s)单位m有效裁剪宽度,单位dm
设备代码:(H)多层/(S)单层厂家代码(拼音大写字母)
QB/T4294.1-2012
HY-H2011表示HY(公司名称代号)-H(多层裁剪机)20(有效裁剪宽度20dm)11(最大裁剪厚度11cm)。示例2:
HY-S0905表示HY(公司名称代号)-S(单层裁剪机)09(有效裁剪宽度9dm)05(有效裁剪长度5m)。5要求
5.1外观质量
5.1.1涂装件表面
涂装件表面应符合QB/T2528一2001中的5.1规定。5.1.2电镀件表面
电镀件镀层表面应符合QB/T1572一1992中的6.1.1规定。5.1.3发黑件表面
发黑件表面应符合QB/T2505一2000中的3.1规定。5.1.4塑料件表面
同台同类各塑料件表面应色泽一致不应有明显变形和划痕。5.1.5外壳表面
裁剪机外壳、工作台表面应平整光滑,不应脱胶,无污斑和明显划痕。5.2机器性能
5.2.1最大机械速度
多层裁剪机的最大机械速度应不小于45m/min,单层裁剪机的最大机械速度应不小于90m/min。5.2.2刀具最大往复速度
裁剪机的刀具最大往复速度应不小于4500次/min。5.2.3真空腔负压值
最大真空腔负压值不小于-18KPa。5.2.4刀片研磨
刀片研磨后,其刀刃的直线度误差应不大于0.50mm:刀刃对刀片两侧的对称度误差应不大于0.30mm。
5.2.5运转噪声
裁剪机在额定工作电压下空载运行,噪声声压级应不大于75dB(A)。5.2.6平均运行功耗
裁剪机的平均运行功耗应不大于15kW。5.2.7裁剪精度
裁剪机的裁剪精度应能满足下列要求:a)直线误差:土0.5mm;
Hii KAoNi KAca
QB/T4294.1-2012
b)圆度误差:土0.5mm;
c)角度误差:土0.5°
5.3安全
5.3.1标志与铭牌
对裁剪机外露的高压、高温和机械等危险部位应有明显的警示标志:外露的电气线路和接插件排列应整齐、牢固:裁剪机内的接线端子排、保险座、保护接地端子应有明确标志:在机头和机身易见部位应标志机器的型号和机器名称。铭牌应字迹清晰、内容正确。5.3.2电柜门
电柜门要有专门锁紧装置,打开柜门必须用钥匙或专用工具,带电部件在其护壳外应有符合GB5226.1一2008中16.2规定的警告标志。5.3.3保护联结电路
电柜内要有保护接地端子,并有PE标志,电源中线N不得与PE端在电柜内部连接。电柜内的保护接线连接应符合GB5226.1-2008中8.2的要求。保护接地电路的连续性要求,应符合表1的要求。表1保护接地电路连续性的检验
被测保护导线支路最小有效截面积/mm1.0
5.3.4泄漏电流
裁剪机对地的泄漏电流应不大于3.5mA。5.3.5绝缘电阻
最大的实测电压降(对应测试电流为10A的值)N3.3
在电源输入端和保护接地端之间施加DC500V时,常态测得的绝缘电阻应大于50M2。5.3.6耐电压强度
电源输入端和保护接地端之间应能承受1kV(50Hz)、试验时间为30s的耐压试验,漏电流10mA,试验中应不击穿、无飞弧。
5.3.7断电保护
电源的偶然中断与恢复不应导致安全事故。5.3.8连接和布线
裁剪机的连接与布线应符合下述要求:所有连接,尤其是保护接地电路的连接应可靠,没有意外松脱的危险:连接方法应与被连接导线的截面积及导线的性质相适应:只要可能就应将保护导线靠近有关负载的导线安装,以便减少回路阻抗布线通道与导线绝缘接触的锐角、焊渣、毛刺应清除,过孔处应加护口防护:没有封闭通道保护的电线、电缆在敷设时应使用PVC绝缘套管或绝缘缠绕带保护。5.3.9安全防护罩
裁剪机机头应有安全防护罩。
5.4控制功能
5.4.1调整与补正
HiiKAoNi KAca
应能够对裁剪机进行调整与补正。5.4.2轴控制
QB/T4294.1-2012
应能够对裁剪机各轴电机的分解能、加速度、补正位置进行设定、控制的功能。5.4.3刀控制
裁剪机应具有直刀上下运动与刀转动的控制功能,以达到对于不同的裁剪材料采用不同的上下运动速度与转动角度、速度的要求。5.4.4真空系统控制
裁剪机应具有变频技术,对真空泵进行变频控制,以达到根据裁剪材料的特性调节真空负压、固定裁剪材料的目的。
5.4.5故障诊断
裁剪机应具有下列故障诊断功能:手动诊断:通过对手动开关的操作,来诊断相应部位的故障;一自动诊断:在裁剪机操作系统中能自动检测故障部位,显示故障代码。5.4.6裁剪日报
裁剪机应能设定参数和进行工作量统计,并输出报表。5.4.7刀片更换提醒
裁剪机操作系统应能及时发出更换刀片的提示。5.4.8排料图参数记忆设置
裁剪机应具有存储排料图及其所使用过的参数的设置。5.4.9裁剪参数设直
裁剪机应能对不同的裁剪材料和不同的排料图所使用的裁剪参数进行设置。5.4.10自动磨刀
裁剪机应能对于不同的裁剪材料,根据所设定的磨刀间隔进行自动磨刀。5.4.11断电记忆
裁剪机对因故障或急停而中断裁剪,在恢复裁剪时能按中断前的状态继续裁剪。5.4.12急停装置
裁剪应在方便操作且醒目的位置安装急停装置。按下急停按钮,裁剪机应停止运行:在急停装置复位前,通过其他启动装置应不能启动裁剪机。急停装置应符合GB16754一2008中4.4的规定。6试验方法
6.1外观
可采用目测方法检验或按照相应标准要求试验。6.2机器性能
6.2.1最大机械速度
试验前,清洁裁剪机,再以最大的机械速度运行10min。试验时,启动裁剪机(空载)以最大速度运行1.5m,对照裁剪机自动记录的时间。连续测试3次取其平均值,按照公式(1)计算结果,即可得到该裁剪机的最大机械速度。S
式中:
v—最大机械速度,单位为米每分(m/min):S—移动距离,单位为米(m):单位时间,单位为分(min)。
HTi KAoNi KAca
QB/T4294.1-2012
6.2.2刀具最大往复速度
试验时,裁剪机以最大速度运行,使用频闪仪测量刀具上下运行的速度,连续测试3次取其平均值。6.2.3真空腔负压值
按照下列方法测试,负压值应符合5.2.3要求:将自动裁剪机上表面刚毛部位覆盖塑料薄膜,起密封作用:将真空泵变频器调至最高档,开启真空泵抽气,同时将真空测试仪的一端置入真空腔,保持稳定抽气1分钟:分别在四角各测3次,读取数字,取平均值。6.2.4刀片研磨
更换新刀片,启动裁剪机对新刀片进行400次研磨:刀刃的直线度参照GB/T1958一2004表A.2中代号1-1的方法测量。刀刃对刀片两侧的对称度用轮廓仪或类似仪器测量。6.2.5运转噪声
启动裁剪机机头在空载下按照直径1000mm圆周在裁剪机中心位置运行,其测试方法按GB/T16769一2008规定的要求进行。
6.2.6平均运行功耗
试验时,接上功率电表,启动裁剪机空载运行5min后,记录功率电表初始值,再按照下列方法进行试验。
取最大裁剪厚度2/3的面料(纱支118D/96F40DSP,克重205GR/SQM),平铺在裁剪台上:对面料进行不间断裁剪,实际平均裁剪速度不低于8m/min,裁剪30min;记录裁剪时间中所消耗的电力,按照公式(2)计算设备平均功耗。P
式中:
P—设备平均功耗,单位为瓦(W):W
一功率电表单位时间消耗的电力,单位为瓦时(W·h):测试时间,单位为小时(h)。
6.2.7裁剪精度
裁剪机的裁剪精度按照下列方法试验:(2)
a)直线误差试验时,裁剪机按照边长500mm正方形的要求,输入数据,试裁样纸,以707mm为标准,用精度为0.5mm钢直尺测量样纸2个对角线长度;b)圆度误差试验时,裁剪机按照R50mm的要求,输入数据,试裁样纸,然后沿图1所示虚线三次对折,用精度为0.5mm钢直尺测量样纸最大半径;图1裁剪圆度测试图
iiKAoNiKAca
QB/T4294.1-2012
c)角度误差试验时,裁剪机按照图2要求,输入数据,试裁样纸,用量角器测量样纸3个角度。675
图2裁剪角度测试图
6.3安全
6.3.1标志与铭牌
目测判定。
6.3.2电柜门
锁紧装置与警示标志可用目测判定。6.3.3保护联结电路
接地端子与电柜中的连接目测判定,保护接地电路的连续性要求,用接地电阻检测仪按GB5226.1一2008中18.2.2的规定,用24V独立电源对裁剪机进行测试,测试电流10A,应符合5.3.3要求。6.3.4泄漏电流
试验时,交流电源进线侧应有隔离变压器,用泄漏电流测试仪或精度误差不大于±5%的交流电流表,接入产品,以额定电压的1.06倍、额定转速、空载状态下运转,按GB/T12113一2003中5.4.1图6的电路装置进行测量,取其中的最大值作为被测产品的泄漏电流值。如不使用隔离变压器,产品应放置在绝缘工作台面或者与地面间有绝缘材料。6.3.5绝缘电阻
将裁剪机的电源开关置于接通位置(不要接入电网),按GB5226.1-2008中18.3要求进行绝缘电阻的测试,试验结果应符合5.3.5的要求。6.3.6耐电压强度
将裁剪机的电源开关置于接通位置(不要接入电网),按GB5226.12008中18.4要求进行,额定电压小于50V的电子电路不应进行耐压试验,试验结果应符合5.3.6的要求。6.3.7断电保护
启动裁剪机,按照额定速度工作5min,然后切断电源1min后重新通电(裁剪机的电源开关一直保持接通状态),裁剪机的机械机构不能自动运行。6.3.8连接和布线
目视检查裁剪机的内外部(包括控制柜),保护导线截面积用外径干分卡测量。6.3.9安全防护罩
目测判定。
6.4控制功能
6.4.1调整与补正
根据《调整手册》对裁剪机进行调整与补正,在控制面板上目测判定。HiiKAoNiKAca
QB/T4294.12012
6.4.2轴控制
通过控制面板,对各轴电机的分解能、加速度、补正位置进行设定,目测判定能否改变各轴的运动速度与精度方式。
6.4.3刀控制
通过控制面板,调整直刀的上下运动的速度与刀转动的速度、角度,目测判定能否改变刀的上下运动速度与转动角度、速度。
6.4.4真空系统控制
通过修改裁剪机的设定参数改变变频器的频率,在真空压力表上目测判定能否改变真空吸附力。6.4.5故障诊断
裁剪机出现故障时,应能够通过下列方法进行故障诊断:手动诊断:通过对手动开关的操作,目测判定是否能诊断相应部位的故障。自动诊断:通过人为设置故障,目测判定在裁剪机操作系统中是否能自动显示故障代码。6.4.6裁剪日报
试裁剪3个排料图后,目测判定是否能输出,并打印裁剪报表。6.4.7刀片更换提醒
设定更换刀片的宽度,将现有刀片的宽度设置为更换刀片的宽度,目测判定在裁剪时,是否发出更换刀片的提示。
6.4.8排料图参数记忆设置
对3个排料图进行参数设置并进行模拟裁剪,目测判定是否能重新调出该排料图,对比其参数是否与裁剪时所使用的参数一致。
6.4.9裁剪参数设置
对同一个排料图,试调裁剪机是否能设定不同的吸附压力、裁剪速度、刀上下速度等裁剪参数,裁剪机能否按照所参数进行裁剪,目测判定。6.4.10自动磨刀
设定磨刀间隔,目测判定是否会按照所设定的磨刀间隔进行自动磨刀。6.4.11断电记忆
试裁剪过程中使用急停开关中断裁剪,5min后恢复裁剪时,目测判定是否能按中断前的状态继续裁剪。
6.4.12急停装置
在运行过程中,按下急停按钮,检查裁剪机是否停止运行;在急停装置复位前,通过操作面板启动裁剪机,检查裁剪机是否意外启动,试验3次,目测判定。目测检查急停装置的颜色、形状及结构。7检验规则
7.1检验分类
裁剪机的检验分为出厂检验和型式检验两种,制造厂应在产品生产中按照本标准的规定进行检验。7.1.1出厂检验
已定型生产的载剪机,出厂前每台都应通过出厂检验项目的检验,并附有检验合格证。7.1.2型式检验
有下列情况之一,需对产品进行全面考核,应进行型式检验:新产品设计确认前或老产品转厂生产的鉴定:-正式生产后,如设计、工艺有较大改变,可能影响产品性能时;一正常生产1年,应周期性进行1次检验:产品停产1年后,恢复生产时;
一出厂检验结果与上次型式检验有较大差异时;一国家、地方质量监督机构提出进行型式检验的要求时。7.1.3不合格分类与检验分类
不合格分类与检验分类见表2。
7.2出厂检验规则
7.2.1样本抽取
样本应从生产提交的合格批中随机抽取。7.2.2抽样方案
QB/T4294.1—2012
出厂检验的正常检验一次抽样方案按照GB/T2828.1一2003规定,见表3,出厂检验项目及不合格分类按表2规定。
7.2.3批的可接收判定
根据样本检查的结果,若在样本中发现的A类的不合格品数和B、C类的不合格数,分别小于或等于对应的接收数(Ac),则判该检查批是可接收的。若在样本中发现的A类的不合格品数和B、C类的不合格数有一类大于或等于对应的不接收数(Re),则判该检查批是不可接收的。表2不合格分类与检验分类
外观质量
机器性能
检验项目
涂装件表面
电镀件表面
发黑件表面
塑料件表面
外壳表面
最大机械速度
刀具最大往复速度
真空腔负压值
刀片研磨
运转噪声bzxZ.net
平均运行功耗
裁剪精度
标志与铭牌
电柜门
保护联结电路
泄漏电流
绝缘电阻
耐电压强度
断电保护
连接和布线
安全防护罩
试验方法
不合格分类
检验分类
QB/T4294.1-2012
检验项目
调整与补正
轴控制
刀控制
真空系统控制
故障诊断
控制功能
裁剪日报
刀片更换提醒
表2(续)
排料图参数记忆设
裁剪参数设置
自动磨刀
断电记忆
急停装置
试验方法
出厂检验抽样方案
检验水平
抽样方案
不合格分类
样本单位检验项目
接收质量限(AQL)
样本量字码
样本量
注1:样本单位为每台裁剪机。
注2:A类的Ac、Re以不合格品计,B、C类的Ac、Re以不合格数计。注3:表中箭头的使用方法见GB/T2828.1-2003中的10.3。不接收批的处置
不接收批的处置应按GB/T2828.1一2003中的7.2规定执行。不接收批的再提交
不接收批的再提交应按GB/T2828.1一2003中的7.6规定执行。7.3型式检验规则
7.3.1样本的抽取
不合格分类
一般水平11
正常检验一次抽样
检验分类
样本应从本周期制造的,并经检验合格的某个批或若干批中随机抽取4台,其中2台作为试验样机另两台作为试验备机。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。