QB/T 4393 – 2012
基本信息
标准号: QB/T 4393 – 2012
中文名称:工业,用缝纫机针夹通用技术条件
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:460521
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 4393 - 2012.Industrial sewing machine General technical specification of needle clamp.|
1范團
QB/T 4393规定了工业用缝纫机针夹的术语和定义、结构、要求、试验方法、标志、包装、运输和贮存。
QB/T 4393适用于绷缝缝纫机、双针平缝缝纫机、包缝縫纫机等工业用缝纫机针夹。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T230.1- 2009金属材料洛氏硬度试验 第1部分: 试验方法(A、B、C. D、E、F、G, H、K、N. T标尺)
GB/T 4340.1- 2009金属维氏硬度试验第1部分:试验方法
GB/T 6836-2007缝纫线
QB/T 1572-1992缝纫机零件电镀通用技术条件
QB/T 3826- 1999 轻工产品金属镀层和化学处理层耐腐蚀测试方法中性盐雾试验 (NSS) 法
3术语和定义
下列术语和定义适用于本文件。
针夹needle clamp
与针杆连接,用来装机针的零件。
3.2基准轴(FL) reference axis (hole)
针夹上与针杆孔(轴)配合的轴(孔)。
3.3机针孔needle hole
针夹上装机针的孔。
3.4过线孔thread hole
针夹上穿缝线的孔。
3.5限位孔spacing hole
控制机针装配高度的孔。
3.6针杆基准f棒reference lengthbar of needle bar
类似针杆,检验针夹用的圆量棒。
3.7针孔量棒needle hole reference lengthbar
直径与针孔相同,端部倒角的圆量棒。
1范團
QB/T 4393规定了工业用缝纫机针夹的术语和定义、结构、要求、试验方法、标志、包装、运输和贮存。
QB/T 4393适用于绷缝缝纫机、双针平缝缝纫机、包缝縫纫机等工业用缝纫机针夹。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T230.1- 2009金属材料洛氏硬度试验 第1部分: 试验方法(A、B、C. D、E、F、G, H、K、N. T标尺)
GB/T 4340.1- 2009金属维氏硬度试验第1部分:试验方法
GB/T 6836-2007缝纫线
QB/T 1572-1992缝纫机零件电镀通用技术条件
QB/T 3826- 1999 轻工产品金属镀层和化学处理层耐腐蚀测试方法中性盐雾试验 (NSS) 法
3术语和定义
下列术语和定义适用于本文件。
针夹needle clamp
与针杆连接,用来装机针的零件。
3.2基准轴(FL) reference axis (hole)
针夹上与针杆孔(轴)配合的轴(孔)。
3.3机针孔needle hole
针夹上装机针的孔。
3.4过线孔thread hole
针夹上穿缝线的孔。
3.5限位孔spacing hole
控制机针装配高度的孔。
3.6针杆基准f棒reference lengthbar of needle bar
类似针杆,检验针夹用的圆量棒。
3.7针孔量棒needle hole reference lengthbar
直径与针孔相同,端部倒角的圆量棒。
标准图片预览
标准内容
ICS61.080
分类号:Y17
备案号:39429-2013
中华人民共和国轻工行业标准
QB/T4393-2012
工业用缝纫机
针夹通用技术条件
Industrial sewing machine
General technical specification of needle clamp2012-12-28发布
中华人民共和国工业和信息化部2013-06-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国缝制机械标准化技术委员会(SAC/TC152)归口。QB/T4393-2012
本标准起草单位:常熟聚益精密机械厂、上海市缝纫机研究所、上海惠工缝纫机三厂、浙江宝石机电股份有限公司、西安标准工业股份有限公司、新杰克缝纫机股份有限公司、中捷缝纫机股份有限公司。本标准主要起草人:邢岳、吴剑敏、朱伟青、洪菊琴、朱强、徐永明、王挺,1
1范围
工业用缝纫机针夹通用技术条件QB/T43932012
本标准规定了工业用缝纫机针夹的术语和定义、结构、要求、试验方法、标志、包装、运输和贮存。本标准适用于绷缝缝纫机、双针平缝缝纫机、包缝缝纫机等工业用缝纫机针夹。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1一2009金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
GB/T4340.1一2009金属维氏硬度试验第1部分:试验方法GB/T6836--2007缝纫线
QB/T1572-1992
缝纫机零件电镀通用技术条件
QB/T3826—1999
3术语和定义
轻工产品金属镀层和化学处理层耐腐蚀测试方法中性盐雾试验(NSS)法下列术语和定义适用于本文件。3.1
针夹needleclamp
与针杆连接,用来装机针的零件。3.2
基准轴(孔)referenceaxis(hole)针夹上与针杆孔(轴)配合的轴(孔)。3.3
机针孔needlehole
针夹上装机针的孔。
过线孔threadhole
针夹上穿缝线的孔。
限位孔spacinghole
控制机针装配高度的孔。
针杆基准量棒referencelengthbarofneedlebar类似针杆,检验针夹用的圆量棒。3.7
needleholereferencelengthbar针孔量棒
直径与针孔相同,端部倒角的圆量棒。3.8
勾线平面
planeness
iiKAoNi KAca
QB/T4393—2012
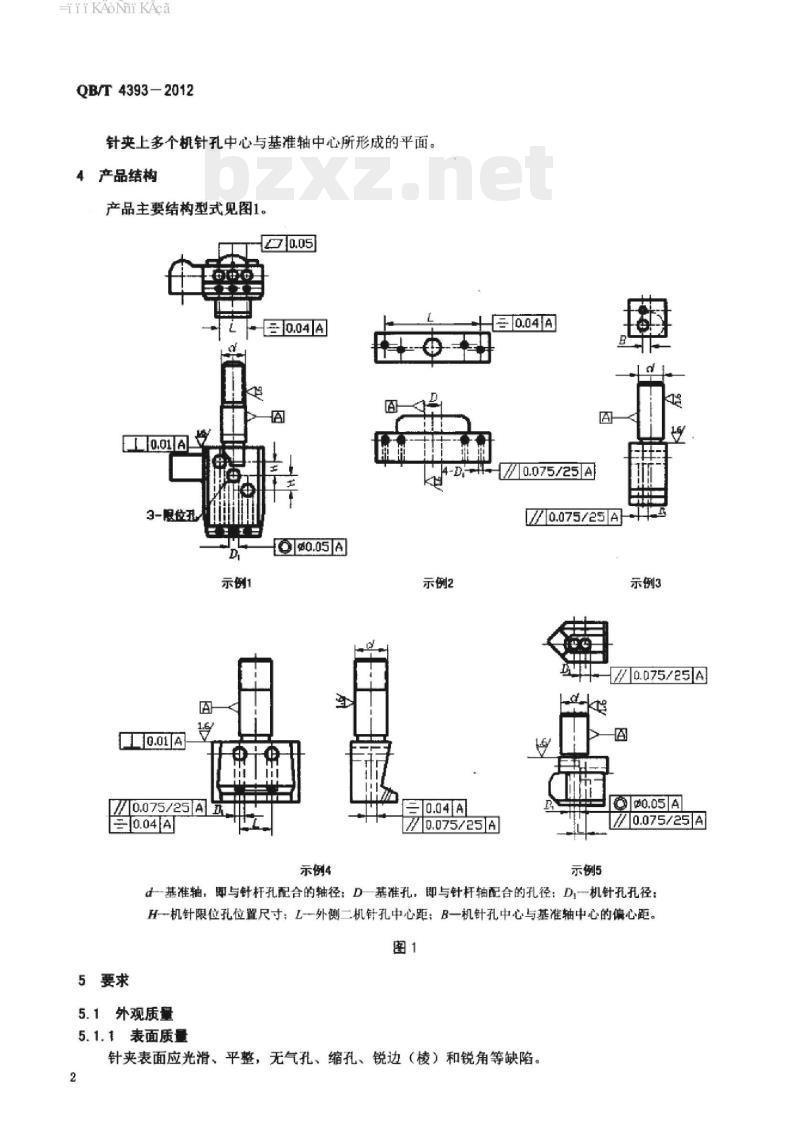
针夹上多个机针孔中心与基准轴中心所形成的平面。4产品结构
产品主要结构型式见图1。
3-限位升
示例1
[/0.075/25]A4
4-D-F70.075/25A
[70.075/25A-
示例2
//0.075/25A
示例4
示例3
//0.075/25A
/0.075/25A
示例5
d一基准轴,即与针杆孔配合的轴径:D一基准孔,即与针杆轴配合的孔径:D一机针孔孔径:H一机针限位孔位置尺寸:L一外侧二机针孔中心距:B一机针孔中心与基准轴中心的偏心距。图1
5要求
5.1外观质量
5.1.1表面质量
针夹表面应光滑、平整,无气孔、缩孔、锐边(棱)和锐角等缺陷。2
HiiKAoNiKAca
5.1.2防腐蚀能力
镀件的防腐蚀能力应符合QB/T1572一1992中6.6的规定。5.2主要尺寸公差与形位公差
5.2.1机针孔孔径D的公差为+0.00mm。基准轴径d的公差为h6mm;基准孔径D的公差为H7mm。5.2.2
限位孔之间垂直距离H的公差为土0.1mm。5.2.3
外侧二机针孔中心距离L的公差为士0.02mm。5.2.4
机针孔中心与基准轴中心的偏心距B的公差为土0.05mm。针夹与针杆的配合端面与基准轴中心的垂直度不应大于0.01mm。5.2.6
机针孔与基准轴(孔)中心同轴度不应大于0.05mm。5.2.7
机针孔与基准轴中心对称度不应大于0.04mm5.2.8
机针孔与基准轴中心的平行度不应大于0.075mm/25mm。5.2.9村
勾线平面度不应大于0.05mm。
5.2.11基准轴和针夹与针杆配合端面的表面粗糙度不应大于Ra1.6。5.3热处理
热处理后表面硬度为:
钢质针夹表面硬度值为(550土50)HV1:铝合金针夹表面硬度值为(85土5)HRB。5.4过线孔
过线孔应光滑。
6检验方法
6.1外观质量
6.1.1表面质量
在光照度为(600土200)1x的光线下,检验距离为300mm,目测判定。6.1.2防腐蚀能力
镀件的防腐能力按QB/T3826一1999的规定检查。6.2主要尺寸公差与形位公差
6.2.1机针孔孔径D:用专用塞规测量。QB/T4393-2012
6.2.2基准轴径d:用精度示值为0.001mm的千分尺测量:基准孔径D:用专用塞规测量。6.2.3限位孔距离H:将相同长度的针孔量棒分别插入针夹的机针孔内至限位孔位置后锁紧,用精度示值为0.01mm的高度游标卡尺测量。6.2.4机针孔距离L:将针孔量棒插入针夹的外侧二机针孔内至限位孔后锁紧,用精度示值为0.001mm的千分尺测量。
6.2.5偏心距B:将针夹锁紧在基准量棒上,针孔量棒插入针夹的机针孔内至限位孔后锁紧,再把基准量棒放到V型块槽内,用精度示值为0.01mm高度游标卡尺和精度示值为0.002mm的杠杆干分表,测量针杆基准量棒高度hl。再缓慢旋转V型块槽内的针杆基准量棒,使针孔量棒到最高位置,在距机针孔端面5mm处测量针孔量棒高度hz按公式(1)计算:B=h-h+r-r2
式中:
iiKAoNiKAca
QB/T4393-2012
偏心距,单位为毫米(mm):
针杆基准量棒高度,单位为毫米(mm):针孔量棒高度,单位为毫米(mm);基准量棒半径,单位为毫米(mm):针孔量棒半径,单位为毫米(mm)。6.2.6垂直度:用20倍的投影仪测量与针杆配合端面部位相对于基准轴的垂直度。6.2.7同轴度:将针夹锁紧在基准量棒上,并将针孔量棒插入机针孔内至限位孔后锁紧,再把基准量棒放到V型块槽内,缓慢旋转V型块槽内的基准量棒,用精度示值为0.002mm的杠杆于分表在距机针孔端面5mm处测量针孔量棒旋转一周的变化值,见图2。基准量棒
杠杆表测量点
针孔量棒
6.2.8对称度:将针夹锁紧在基准量棒上,将针孔量棒插入最外侧二机针孔内至限位孔后锁紧,再把基准量棒放在V型块槽内,用精度示值为0.002mm的杠杆干分表,在距机针孔端面5mm处测量针孔量棒。先将二根针孔量棒调至同一高度后锁紧基准量棒,再将V型块旋转90°,测量一根针孔量棒高度,再将V型块旋转180,测量另一根针孔量棒高度,读取杠杆表上量值,见图3。基准量棒
杠杆表测量点
针孔量楼
6.2.9平行度:将针夹锁紧在基准量棒上,针孔量棒插入机针孔内至限位孔后锁紧,再把基准量棒放在V型块槽内,用精度示值为0.002mm的杠杆干分表,在距机针孔端面5mm处测量针孔量棒,先将最外侧二根针孔量棒调至同一高度后锁紧基准量棒,然后在距机针孔端面5mm和30mm二处测量该平面方向针孔量棒的平行度值。再将V型块旋转90°,用同样方法测量垂直方向的平行度值。见图4。基准量棒
杠杆表测量点
封孔量桂/
HiiKAoNiKAca
QB/T4393—2012
6.2.10勾线平面度:将针夹锁紧在基准量棒上,将针孔量棒插入各机针孔内至限位孔后锁紧,再把基准量棒放在V型块槽内,用精度示值为0.002mm的杠杆千分表,在距机针孔端面5mm处测量各针孔量棒。先把各针孔量棒调到一个误差为最小的平面上后,锁紧基准量棒,再在距机针孔端面35mm处测量所有针孔量棒,各测量值之差即为平面度误差值,见图5。基准量
针孔量棒
扛托表测量点
基准轴和针夹与针杆配合端面的表面粗糙度:在光照度为(600土200)1x光线下,检验距离为6.2.11
300mm,用粗糙度标样对比,目测判定。6.3热处理
钢质针夹硬度按GB/T4340.1-2009的规定进行试验:铝合金针夹硬度按GB/T230.1-2009的规定进行试验。
6.4过线孔
过线孔试验方法按下列步骤进行:采用9.5tex/3zs棉缝纫线(按GB/T6836一2007),将线穿在过线孔内,试验线的一端挂上100g码,上下拉动,见图6:
线与过线孔呈45°角:
线在过线孔内不断变换位置;
始终在同一线段范围内上下拉动:往复拉动60次,棉缝线不起毛、不断线。过线孔/
6.5不同针夹项目选择
不同针夹项目适用表见附录A。
7标志、包装、运输和贮存
7.1标志
针夹外包装盒上应有下列标志:5
HiiKAoNiKAca
QB/T4393-2012
采用的产品标准编号;
商标:
产品型号、名称、规格:
制造厂厂名;
生产日期:
数量、重量及包装盒尺寸。
7.2包装、运输、购存
7.2.1包装
7.2.1.1产品包装前应进行防锈处理。7.2.1.2产品内包装应采用塑料自封袋包装,再装入硬纸板盒,纸盒内应附有产品合格证。7.2.1.3产品外包装采用耐压且防潮的箱盒,封箱后用打包带捆扎。7.2.2运输
产品在运输过程中,应保持清洁、干燥,严禁雨淋、暴晒,严禁与易燃物、起尘物、腐蚀性物品一起装运。产品在装卸时,不应抛掷,不应重压,应小心轻放。7.2.3贮存
7.2.3.1产品应贮存在干燥、通风并能防止雨雪侵袭的室内。禁止与易燃物、起尘物、腐蚀性物品一起存放。室内的相对湿度不应大于80%。7.2.3.2产品在正常运输和贮存条件下,以出厂日期起计,6个月内应保证产品质量。6
-HiiKAoNi KAca
附录A
(资料性附录)
不同针夹项目适用表
表A.1给出了标准中不同针夹项目适用表,适用的项目在表中用*表示表A.1免费标准下载网bzxz
标准条款
表面质量
防腐蚀能力
机针孔孔径
基准轴(孔)
限位孔距离
二机针孔距
偏心距
垂直度
同轴度
对称度
平行度
勾线平面度
表面粗糙度
热处理
过线孔
包缝机针夹
绷缝机针夹
双针机针夹
双针机针夹
(角缝)
QB/T4393-2012
肘型机针夹
多针机针夹
-i KAoNi KAca
人民共和
工行业标准
工业用缝纫机
针夹通用技术条件
QB/T4393—2012
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(
(010)65241695
网址:http:://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有侵权必究
书号:155019-3922
印数:1-200册
定价:16.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y17
备案号:39429-2013
中华人民共和国轻工行业标准
QB/T4393-2012
工业用缝纫机
针夹通用技术条件
Industrial sewing machine
General technical specification of needle clamp2012-12-28发布
中华人民共和国工业和信息化部2013-06-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国缝制机械标准化技术委员会(SAC/TC152)归口。QB/T4393-2012
本标准起草单位:常熟聚益精密机械厂、上海市缝纫机研究所、上海惠工缝纫机三厂、浙江宝石机电股份有限公司、西安标准工业股份有限公司、新杰克缝纫机股份有限公司、中捷缝纫机股份有限公司。本标准主要起草人:邢岳、吴剑敏、朱伟青、洪菊琴、朱强、徐永明、王挺,1
1范围
工业用缝纫机针夹通用技术条件QB/T43932012
本标准规定了工业用缝纫机针夹的术语和定义、结构、要求、试验方法、标志、包装、运输和贮存。本标准适用于绷缝缝纫机、双针平缝缝纫机、包缝缝纫机等工业用缝纫机针夹。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1一2009金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
GB/T4340.1一2009金属维氏硬度试验第1部分:试验方法GB/T6836--2007缝纫线
QB/T1572-1992
缝纫机零件电镀通用技术条件
QB/T3826—1999
3术语和定义
轻工产品金属镀层和化学处理层耐腐蚀测试方法中性盐雾试验(NSS)法下列术语和定义适用于本文件。3.1
针夹needleclamp
与针杆连接,用来装机针的零件。3.2
基准轴(孔)referenceaxis(hole)针夹上与针杆孔(轴)配合的轴(孔)。3.3
机针孔needlehole
针夹上装机针的孔。
过线孔threadhole
针夹上穿缝线的孔。
限位孔spacinghole
控制机针装配高度的孔。
针杆基准量棒referencelengthbarofneedlebar类似针杆,检验针夹用的圆量棒。3.7
needleholereferencelengthbar针孔量棒
直径与针孔相同,端部倒角的圆量棒。3.8
勾线平面
planeness
iiKAoNi KAca
QB/T4393—2012
针夹上多个机针孔中心与基准轴中心所形成的平面。4产品结构
产品主要结构型式见图1。
3-限位升
示例1
[/0.075/25]A4
4-D-F70.075/25A
[70.075/25A-
示例2
//0.075/25A
示例4
示例3
//0.075/25A
/0.075/25A
示例5
d一基准轴,即与针杆孔配合的轴径:D一基准孔,即与针杆轴配合的孔径:D一机针孔孔径:H一机针限位孔位置尺寸:L一外侧二机针孔中心距:B一机针孔中心与基准轴中心的偏心距。图1
5要求
5.1外观质量
5.1.1表面质量
针夹表面应光滑、平整,无气孔、缩孔、锐边(棱)和锐角等缺陷。2
HiiKAoNiKAca
5.1.2防腐蚀能力
镀件的防腐蚀能力应符合QB/T1572一1992中6.6的规定。5.2主要尺寸公差与形位公差
5.2.1机针孔孔径D的公差为+0.00mm。基准轴径d的公差为h6mm;基准孔径D的公差为H7mm。5.2.2
限位孔之间垂直距离H的公差为土0.1mm。5.2.3
外侧二机针孔中心距离L的公差为士0.02mm。5.2.4
机针孔中心与基准轴中心的偏心距B的公差为土0.05mm。针夹与针杆的配合端面与基准轴中心的垂直度不应大于0.01mm。5.2.6
机针孔与基准轴(孔)中心同轴度不应大于0.05mm。5.2.7
机针孔与基准轴中心对称度不应大于0.04mm5.2.8
机针孔与基准轴中心的平行度不应大于0.075mm/25mm。5.2.9村
勾线平面度不应大于0.05mm。
5.2.11基准轴和针夹与针杆配合端面的表面粗糙度不应大于Ra1.6。5.3热处理
热处理后表面硬度为:
钢质针夹表面硬度值为(550土50)HV1:铝合金针夹表面硬度值为(85土5)HRB。5.4过线孔
过线孔应光滑。
6检验方法
6.1外观质量
6.1.1表面质量
在光照度为(600土200)1x的光线下,检验距离为300mm,目测判定。6.1.2防腐蚀能力
镀件的防腐能力按QB/T3826一1999的规定检查。6.2主要尺寸公差与形位公差
6.2.1机针孔孔径D:用专用塞规测量。QB/T4393-2012
6.2.2基准轴径d:用精度示值为0.001mm的千分尺测量:基准孔径D:用专用塞规测量。6.2.3限位孔距离H:将相同长度的针孔量棒分别插入针夹的机针孔内至限位孔位置后锁紧,用精度示值为0.01mm的高度游标卡尺测量。6.2.4机针孔距离L:将针孔量棒插入针夹的外侧二机针孔内至限位孔后锁紧,用精度示值为0.001mm的千分尺测量。
6.2.5偏心距B:将针夹锁紧在基准量棒上,针孔量棒插入针夹的机针孔内至限位孔后锁紧,再把基准量棒放到V型块槽内,用精度示值为0.01mm高度游标卡尺和精度示值为0.002mm的杠杆干分表,测量针杆基准量棒高度hl。再缓慢旋转V型块槽内的针杆基准量棒,使针孔量棒到最高位置,在距机针孔端面5mm处测量针孔量棒高度hz按公式(1)计算:B=h-h+r-r2
式中:
iiKAoNiKAca
QB/T4393-2012
偏心距,单位为毫米(mm):
针杆基准量棒高度,单位为毫米(mm):针孔量棒高度,单位为毫米(mm);基准量棒半径,单位为毫米(mm):针孔量棒半径,单位为毫米(mm)。6.2.6垂直度:用20倍的投影仪测量与针杆配合端面部位相对于基准轴的垂直度。6.2.7同轴度:将针夹锁紧在基准量棒上,并将针孔量棒插入机针孔内至限位孔后锁紧,再把基准量棒放到V型块槽内,缓慢旋转V型块槽内的基准量棒,用精度示值为0.002mm的杠杆于分表在距机针孔端面5mm处测量针孔量棒旋转一周的变化值,见图2。基准量棒
杠杆表测量点
针孔量棒
6.2.8对称度:将针夹锁紧在基准量棒上,将针孔量棒插入最外侧二机针孔内至限位孔后锁紧,再把基准量棒放在V型块槽内,用精度示值为0.002mm的杠杆干分表,在距机针孔端面5mm处测量针孔量棒。先将二根针孔量棒调至同一高度后锁紧基准量棒,再将V型块旋转90°,测量一根针孔量棒高度,再将V型块旋转180,测量另一根针孔量棒高度,读取杠杆表上量值,见图3。基准量棒
杠杆表测量点
针孔量楼
6.2.9平行度:将针夹锁紧在基准量棒上,针孔量棒插入机针孔内至限位孔后锁紧,再把基准量棒放在V型块槽内,用精度示值为0.002mm的杠杆干分表,在距机针孔端面5mm处测量针孔量棒,先将最外侧二根针孔量棒调至同一高度后锁紧基准量棒,然后在距机针孔端面5mm和30mm二处测量该平面方向针孔量棒的平行度值。再将V型块旋转90°,用同样方法测量垂直方向的平行度值。见图4。基准量棒
杠杆表测量点
封孔量桂/
HiiKAoNiKAca
QB/T4393—2012
6.2.10勾线平面度:将针夹锁紧在基准量棒上,将针孔量棒插入各机针孔内至限位孔后锁紧,再把基准量棒放在V型块槽内,用精度示值为0.002mm的杠杆千分表,在距机针孔端面5mm处测量各针孔量棒。先把各针孔量棒调到一个误差为最小的平面上后,锁紧基准量棒,再在距机针孔端面35mm处测量所有针孔量棒,各测量值之差即为平面度误差值,见图5。基准量
针孔量棒
扛托表测量点
基准轴和针夹与针杆配合端面的表面粗糙度:在光照度为(600土200)1x光线下,检验距离为6.2.11
300mm,用粗糙度标样对比,目测判定。6.3热处理
钢质针夹硬度按GB/T4340.1-2009的规定进行试验:铝合金针夹硬度按GB/T230.1-2009的规定进行试验。
6.4过线孔
过线孔试验方法按下列步骤进行:采用9.5tex/3zs棉缝纫线(按GB/T6836一2007),将线穿在过线孔内,试验线的一端挂上100g码,上下拉动,见图6:
线与过线孔呈45°角:
线在过线孔内不断变换位置;
始终在同一线段范围内上下拉动:往复拉动60次,棉缝线不起毛、不断线。过线孔/
6.5不同针夹项目选择
不同针夹项目适用表见附录A。
7标志、包装、运输和贮存
7.1标志
针夹外包装盒上应有下列标志:5
HiiKAoNiKAca
QB/T4393-2012
采用的产品标准编号;
商标:
产品型号、名称、规格:
制造厂厂名;
生产日期:
数量、重量及包装盒尺寸。
7.2包装、运输、购存
7.2.1包装
7.2.1.1产品包装前应进行防锈处理。7.2.1.2产品内包装应采用塑料自封袋包装,再装入硬纸板盒,纸盒内应附有产品合格证。7.2.1.3产品外包装采用耐压且防潮的箱盒,封箱后用打包带捆扎。7.2.2运输
产品在运输过程中,应保持清洁、干燥,严禁雨淋、暴晒,严禁与易燃物、起尘物、腐蚀性物品一起装运。产品在装卸时,不应抛掷,不应重压,应小心轻放。7.2.3贮存
7.2.3.1产品应贮存在干燥、通风并能防止雨雪侵袭的室内。禁止与易燃物、起尘物、腐蚀性物品一起存放。室内的相对湿度不应大于80%。7.2.3.2产品在正常运输和贮存条件下,以出厂日期起计,6个月内应保证产品质量。6
-HiiKAoNi KAca
附录A
(资料性附录)
不同针夹项目适用表
表A.1给出了标准中不同针夹项目适用表,适用的项目在表中用*表示表A.1免费标准下载网bzxz
标准条款
表面质量
防腐蚀能力
机针孔孔径
基准轴(孔)
限位孔距离
二机针孔距
偏心距
垂直度
同轴度
对称度
平行度
勾线平面度
表面粗糙度
热处理
过线孔
包缝机针夹
绷缝机针夹
双针机针夹
双针机针夹
(角缝)
QB/T4393-2012
肘型机针夹
多针机针夹
-i KAoNi KAca
人民共和
工行业标准
工业用缝纫机
针夹通用技术条件
QB/T4393—2012
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(
(010)65241695
网址:http:://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有侵权必究
书号:155019-3922
印数:1-200册
定价:16.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。