QB/T 1691—1993
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1691—1993.
用游标卡尺测壶盖口外径的最小值和壶身口内径的最大值,观其差值。
6.6.3自鸣壶开合性试验步骤
a.壶内注入额定容量的水或相同质量的物质,壶盖与壶身盖合后,将壶盖上提;
b.壶盖脱离时,壶身不能脱离支承面。
6.7自鸣壶水位标志
按使用说明书规定的水位标志位置或图示,观其产品中水位标志。
6.8音量
6.8.1仪器
a.声级计:精度不低于0.5dB;
b.电炉:20oow。
6.8.2环境条件
周围环境噪声:40dB以下。
6.8.3步骤
a.壶内注水至水位标志处,合上壶盖,放在离地面1m的电炉上煮沸﹔
b.声级计置于以壶为中心的半径为.1m的空间圆周上,将探头始终对准壶;
c.试样煮沸后发出声响5min 内,在离地面垂直高度0.5,1.0,1.5m 处各测一次,取其平均音量值。
6.9氧化膜耐蚀性
6.9.1草酸和硫酸氧化产品的耐蚀性试验方法,按GB 5945中第⒉.2条规定进行。
6.9.2草酸轻氧化产品的耐蚀性试验方法,按照草酸和硫酸氧化产品的耐蚀性试验方法进行,当漓入夜酸铜溶液后,2min不变色为氧化膜未穿。
6. 10卫生要求
按GB/T 3562的规定进行。
6. 11壶梁耐负载
6.11.1 仪器
a.专用壶粱耐鱼载试验机;
b.高度游标卡尺:精度不低于o.05mm。
6. 11.2步骤
a.测量壶底至壶梁中心的总高度。去盖固定在试验机底座上,置壶梁中心处的夹具与测负载机构连接,施加负载lmin。
负载公式:
用游标卡尺测壶盖口外径的最小值和壶身口内径的最大值,观其差值。
6.6.3自鸣壶开合性试验步骤
a.壶内注入额定容量的水或相同质量的物质,壶盖与壶身盖合后,将壶盖上提;
b.壶盖脱离时,壶身不能脱离支承面。
6.7自鸣壶水位标志
按使用说明书规定的水位标志位置或图示,观其产品中水位标志。
6.8音量
6.8.1仪器
a.声级计:精度不低于0.5dB;
b.电炉:20oow。
6.8.2环境条件
周围环境噪声:40dB以下。
6.8.3步骤
a.壶内注水至水位标志处,合上壶盖,放在离地面1m的电炉上煮沸﹔
b.声级计置于以壶为中心的半径为.1m的空间圆周上,将探头始终对准壶;
c.试样煮沸后发出声响5min 内,在离地面垂直高度0.5,1.0,1.5m 处各测一次,取其平均音量值。
6.9氧化膜耐蚀性
6.9.1草酸和硫酸氧化产品的耐蚀性试验方法,按GB 5945中第⒉.2条规定进行。
6.9.2草酸轻氧化产品的耐蚀性试验方法,按照草酸和硫酸氧化产品的耐蚀性试验方法进行,当漓入夜酸铜溶液后,2min不变色为氧化膜未穿。
6. 10卫生要求
按GB/T 3562的规定进行。
6. 11壶梁耐负载
6.11.1 仪器
a.专用壶粱耐鱼载试验机;
b.高度游标卡尺:精度不低于o.05mm。
6. 11.2步骤
a.测量壶底至壶梁中心的总高度。去盖固定在试验机底座上,置壶梁中心处的夹具与测负载机构连接,施加负载lmin。
负载公式:
标准图片预览
标准内容
中华人民共和国轻工行业标准
1主题内容与适用范围
QB/T1691—1993
本标准规定了铝壶的术语、产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于铝及铝合金板材制成的壶。2引用标准
包装储运图示标志
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T3562铝制食具容器卫生标准的分析方法GB5945轻工产品铝或铝合金氧化处理层的测试方法GB/T6388运输包装收发货标志
GB/T6543瓦楞纸箱
GB11333铝制食具容器卫生标准
3术语
3.1整体壶
壶身采用整体加工成型的壶。
3.2镶底壶
壶身采用分体加工,底部镶接成型的壶。3.3自鸣壶
水沸时,其有自鸣功能的壶。
3.4额定容量
设计给定的容量。
3.5实际容量
壶身高度90%所包含的容量。
3.6边口部
壶身高度90%以上部位的表面。
3.7水位标志
自鸣壶水位高度的标志。
3.8起皮
产品表面出现的破皮或分层。
3.9气泡
产品表面出现含有气体的凸形。3.10坑
中华人民共和国轻工业部1993-03-28批准384
1993-10-01实施
产品只在一面形成的凹陷。
QB/T1691—1993
产品同一部位,一面有凹陷,另面为凸起。3.12尖形癌
产品同一部位,一面有受损伤的凹陷,另一面为尖形凸起。3.13缩陷
产品同一部位两面具有的凹陷。3.14皱折
产品表面局部呈波浪形或其他不规则的皱纹。3.15旋压痕
旋压造成的产品表面痕迹。
3.16划伤
产品表面受硬物擦划产生的沟痕。3.17毛刺
产品加工产生的刺状金属突起物。3.18碱渍
残留在产品表面的碱痕迹。
3.19油斑
产品表面未能去除的明显的油污痕迹。3.20氧化腐蚀斑
氧化时,产品表面产生蜂窝状小孔或斑点。3.21电击伤
氧化时,由电火花引起的产品表面烧伤。3.22底部中心厚度
壶身底部中心的材料厚度。
4产品分类
4.1品种
4.1.1产品按功能分为普通壶,自鸣壶。4.1.2产品按结构分为整体壶、镶底壶。4.1.3产品按材料分为纯铝壶、铝合金壶。4.1.4产品按表面处理方式分为洗白壶、砂光壶、抛光壶、氧化壶等。4.2规格
产品规格按额定容量分为0.5,1.0,1.5,2.0,(2.5),3.0,(3.5),4.0,(4.5),5.0,(5.5),6.0,7.0,8.0,9.0L.下载标准就来标准下载网
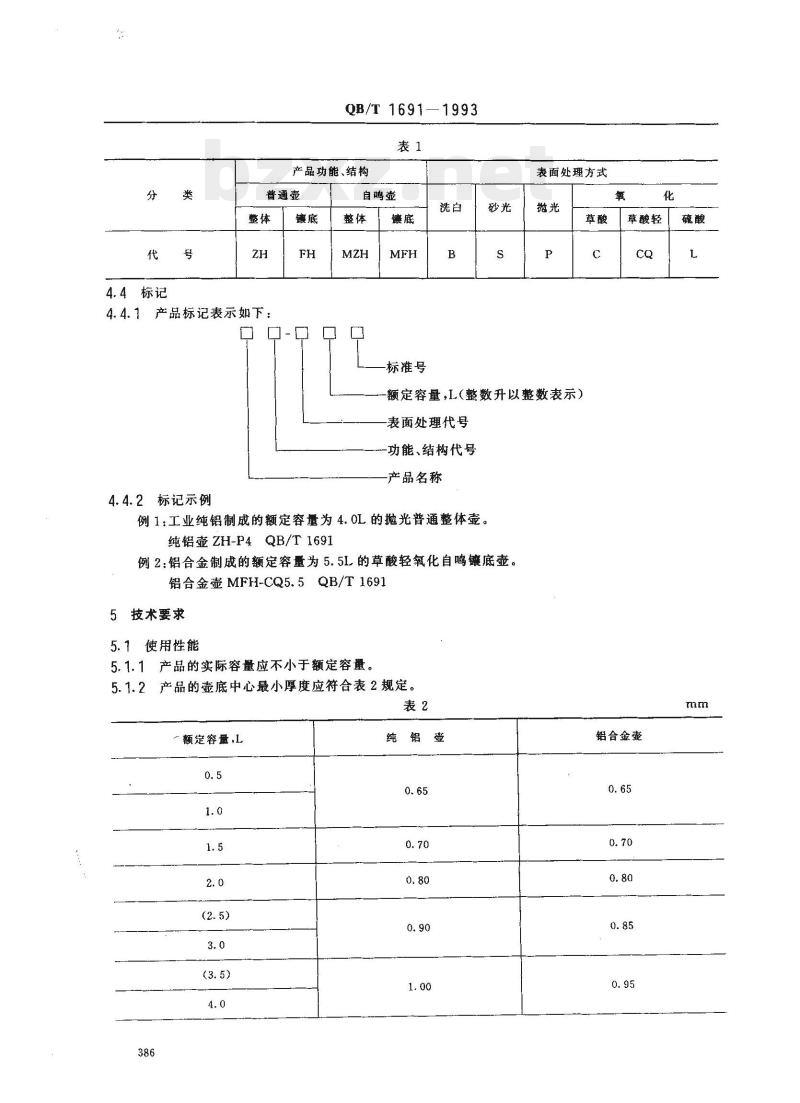
注:不带括号的规格为优先采用系列。4.3代号
产品代号见表1规定。
4.4标记
QB/T1691—1993
产品功能、结构
普通壶
4.4.1产品标记表示如下:
4.4.2标记示例
自鸣壶
标准号
表面处理方式
额定容量,L(整数升以整数表示)表面处理代号
功能、结构代号
产品名称
例1:工业纯铝制成的额定容量为4.0L的抛光普通整体壶。纯铝壶ZH-P4QB/T1691
例2:铝合金制成的额定容量为5.51.的草酸轻氧化自鸣镀底壶。铝合金壶MFH-CQ5.5QB/T1691
5技术要求
5.1使用性能
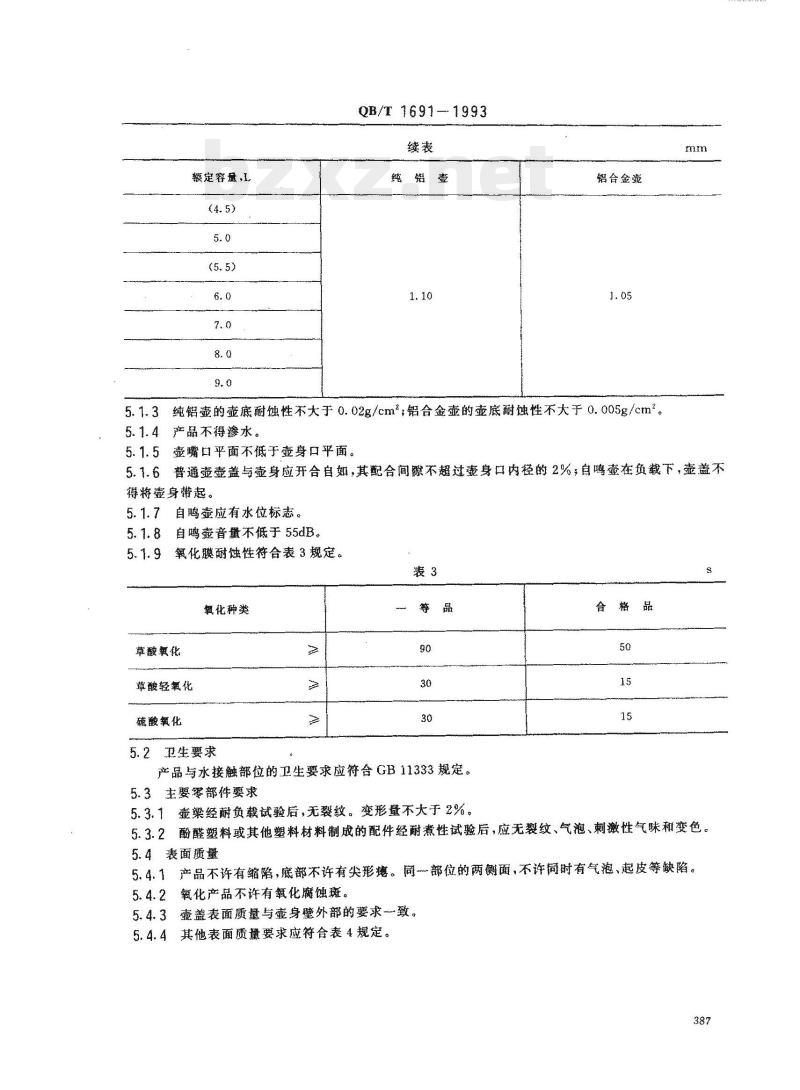
5.1.1产品的实际容量应不小于额定容量。5.1.2产品的壶底中心最小厚度应符合表2规定。表2
额定容量,L
纯铝壶
草酸轻
铝合金壶
额定容量,L
QB/T1691-1993
纯铝壶
铝合金壶
5.1.3纯锅壶的壶底耐蚀性不大于0.02g/cm;铝合金壶的壶底耐蚀性不大于0.005起/cm。5.1.4
产品不得渗水。
壶嘴口平面不低于壶身口平面。5. 1. 5
5.1.6普避壶壶盖与壶身应开合自如,其配合间隙不超过壶身口内径的2%,自鸣壶在负载下,壶盖不得将壶身带起。
自鸣壶应有水位标志。
自購壶音量不低于55dB
氧化膜耐蚀性符合表3规定。
氧化种类
草酸氧化
蕈酸轻氧化
硫酸氧化
5.2卫生要求
产品与水接触部位的卫生要求应符合GB11333规定。5.3主要馨部件要求
5.3.1壶染经负载试验后,无裂纹。变形量不大于2%。格品
5.3.2酚醛塑料或其他塑料材料制成的配件经耐煮性试验后,应无裂纹、气泡、刺激性气味和变色。5.4表面量
5.4.1产品不许有缩陷,底部不许有尖形瘦。同部位的两侧面,不许同时有气泡、起皮等缺陷。氧化产品不许有氧化魔蚀斑。
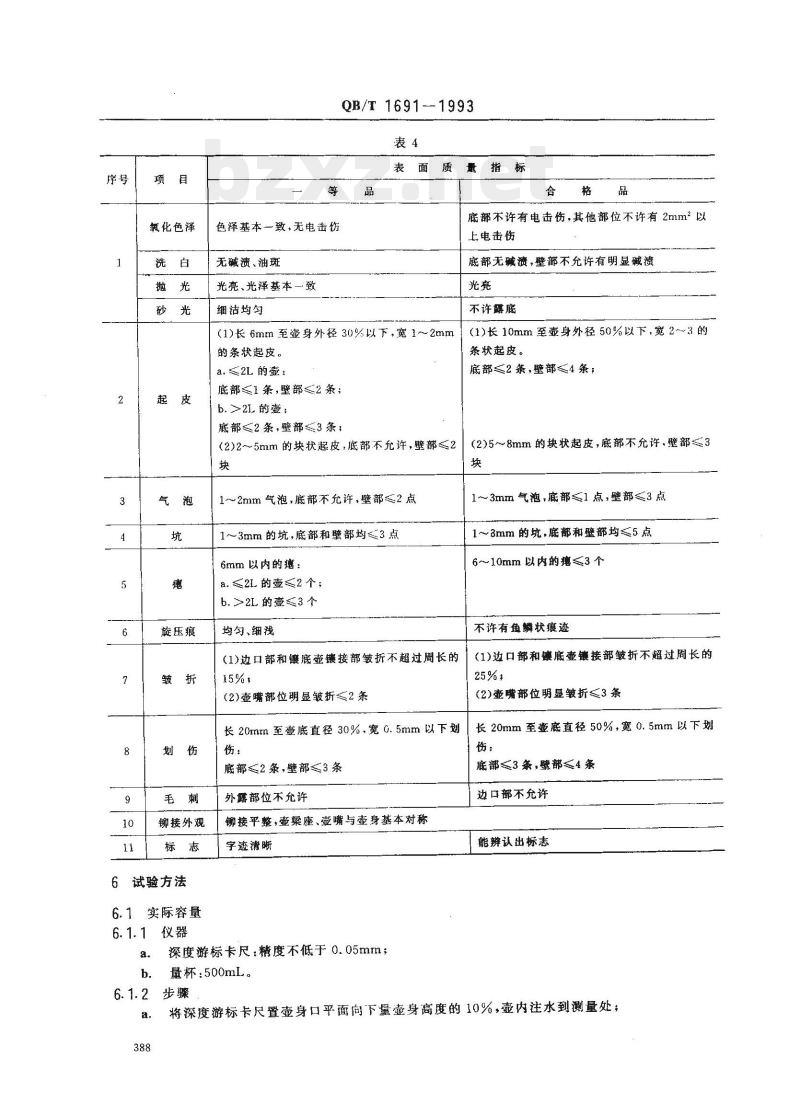
5.4.3壶盖表面质量与壶身壁外部的要求致。5.4.4其他表面质量要求应符合表4规定。387
氧化色泽
旋压痕
铆接外观
6试验方法
6.1实际容量
QB/T1691--1993
色泽基本一致,无电击伤
无碱渍、油斑
光亮、光泽基本一致
细洁均匀
(1)长6mm至壶身外径30%以下,宽1~2mm的条状起皮。
a.≤2L的壶:
底部≤1条,壁部≤2条;
b.>2L 的壶:
底部2条,壁部≤3条;
(2)2~5mm的块状起皮,底部不允许,壁部≤2块
1~2mm气泡,底部不允许,壁部≤2点1~3mm的坑,底部和壁部均≤3点6mm 以内的癌:
a.≤2L的壶≤2个;
b.>2L 的壶≤3个
均匀、细浅
1)边口部和镶底壶镶接部皱折不超过周长的15%,
(2)壶嘴部位明显皱折≤2条
底部不许有电击伤,其他部位不许有2mm2以上电击伤
底部无碱溃,壁部不允许有明显碱溃光爽
不许露底
(1)长10mm至壶身外径50%以下,宽2~3的条状起皮。
底部≤2条,壁部≤4条;
(2)5~8mm的块状起皮,底部不允许,壁部≤3块
1~3mm气泡,底部≤1点,壁部<3点1~3mm的坑,底部和壁部均≤5点6~~10mm 以内的瘦≤3 个
不许有鱼鳞状痕迹
(1)边口部和镶底壶镶接部皱折不超过周长的25%
(2)壶嘴部位明显皱折≤3条
长20mm至壶底直径30%,宽0.5mm以下划伤:
底部2条,壁部≤3条
外露部位不允许
铆接平整,壶梁座、壶嘴与壶身基本对称字迹晰
深度游标卡尺:精度不低于0.05mm;a.
量杯:500mL。
长20mm至壶底直径50%,宽0.5mm以下划伤:
底部≤3条,壁部≤4条
边口部不允许
能辨认出标志
6.1.2步骤
将深度游标卡尺置壶身口平面向下量壶身高度的10%,壶内注水到测量处;a.
b.:将水倒人量杯,观其容量。
6.2壶底中心最小厚度
6.2.1仪器
测厚仪:精度不低于0.01mm。
6.2.2步骤
QB/T 1691--1993
在壶底部中心平面(d50mm以内)任测三点,取其平均值。6.3壶底耐蚀性
6.3.1仪器
天平:感量为0.1mg;
恒温箱:0~200℃;
温度计:0~200℃,
烧杯:250mL;
测厚仪:精度不低于0.01mm。
6.3.2步骤
水洗净;
取20mm×20mm方片试样二块(氧化产品用浓度35%硫酸溶液,在40C条件下脱膜处理),清用丙酮擦净、烘于、冷却后放在天平上称重;将试样弯成弧形,凸面向上放人盛有200mL盐酸溶液(分析纯盐酸与蒸馏水体积比配制浓度c.
为1:10)的烧杯中,在(27士1)℃恒温箱内,放置2h;取出试样,用蒸馏水冲洗3次,放人110~120℃烘箱内30min,取出后冷却至常温,然后再用天d.
平称重。
计算公式:
q=(Q1—Q2)/(8+88)
式中:q---单位面积失重量,g/cm;Q- --—· 试样腐蚀前重量,8;
Q2-—-试样腐蚀后重量,多,
-试样厚度,cm。
6.4渗水
6.4.1仪器
a.电炉2000W;
b.量杯:500mL。
6.4.2步骤
壶内注入额定容量沸水,放在电炉上煮沸5min,在此时间内观其渗漏情况。6.5壶嘴高度
6.5.1仪器
钢直尺:精度不低于0.5mm。
6.5.2步骤
用钢直尺侧面置于壶身口平面至壶嘴口平面,观其高度。6.6壶盖开合性
6.6.1仪器
游标卡尺:精度不低于0.02mm;a.
量杯:500mL。
6.6.2普通壶开合性试验步骤
QB/T 1691—1993
用游标卡尺测壶盖口外径的最小值和壶身口内径的最大值,观其差值。6.6.3自鸣壶开合性试验步骤
壶内注人额定容量的水或相同质量的物质,壶盖与壶身盖合后,将壶盖上提;我,
壶盖脱离时,壶身不能脱离支承面。b.
6.7自鸣壶水位标志
按使用说明书规定的水位标志位置或图示,观其产品中水位标志。6.8音量
6.8.1仪器
a.声级计:精度不低于0.5dB;
b.电炉:2000w。
6.8.2环境条件
周围环境噪声:40dB以下。
6.8.3步骤
壶内注水至水位标志处,合上壶盖,放在离地面1m的电炉上煮沸;声级计置于以壶为中心的半径为1m的空间圆周上,将探头始终对准壶,试样煮沸后发出声响5min内,在离地面垂直高度0.5,1.0,1.5m处各测一次,取其平均音量6.9氧化膜耐蚀性
6.9.1草酸和硫酸氧化产品的耐蚀性试验方法,按GB5945中第2.2条规定进行。6.9.2草酸轻氧化产品的耐蚀性试验方法,按照草酸和硫酸氧化产品的耐蚀性试验方法进行,当滴入硫酸铜溶液后,2min不变色为氧化膜未穿。6.10 卫生要求
按GB/T3562的规定进行。
6.11壶梁耐负载
6.11.1仪器
专用壶梁耐负载试验机;
高度游标卡尺:精度不低于0.05mm。b.
6.11.2步骤
测量壶底至壶梁中心的总高度。去盖固定在试验机底座上,置壶梁中心处的夹具与测负载机构a.
连接,施加负载1min。
负载公式:
F9. 8(m1+3m2)
式中.F----试样施加负载,N;
m-试样重量,kg;
试样额定容量水的重量,kg。
b。御载后,先观察壶梁有无裂纹,然后复测其高度,并以壶梁变形量公式进行计算。Thihal×100
式中:-—壶梁变形量,%;
h 试验前壶底至壶梁中心的总高度,mm;hz—---试验后壶底至壶梁中心的总高度,mm。6. 12塑料配件耐煮性
6.12.1仪器
炉具;
b..铝锅。
6. 12.2步骤
QB/T 1691-1993
a。将试样洗净,放人盛有常温水的锅中浸没,在炉具上加热;b.水沸时计时,在煮沸过程中随时用膜觉判定有无刺激性气味,30min后停止加热,取出试样即放入常温水中冷却;
c,,观察试样有无裂纹、气孔、气泡和明显变色。6.13表面质量
表面质量项目以通用量具及视觉检查。7
检验规则
7.1产品须经制造厂检验合格后方可出厂。7.2检验分类
产品检验分为出厂检验和型式检验。7.3出厂检验
按GB/T2828的规定进行,采用正常检查一次抽样方案。按每百单位产品不合格数计数。7.3.1检验项目、不合格分类、检验顺序、检查水平及合格质量水平应符合表5规定。表5
检验项目
氧化色泽
铆接外观
壶嘴高度
壶盖开合性
自鸣壶水位标志
壶盖表面质量
旋压痕
实际容量
不合格分类检验顺序
对应章、条
技术要求
5.4.4(10)
5.4.4(11)
试验方法
检查水平 IL
合格质量水平(AQI)
检验项
缩陷与尖形燃等
氧化腐蚀斑
壶底中心最小厚度
不合格分类
QB/T1691--1993
检验#序
对应章、条
技术要求
斌验方法
检查水平L
合格质戴水平(AQL))
经出厂检验判为合格批时,交货方应将检出的不合格品换成合格品后方可提交。7.3.2
7.4型式检验
在下列情况之时,应进行型式检验。新产品或老产品转厂生产的试制定型鉴定;正式生产后,如结构、材料、工艺有较大改变,可能影谢产品性能时,正常生产时,每年不少于次,
产品长期停产后,恢复生产时;出厂检验结巢与上次型检验有较大差异时,国家质量蓝督机构提出进行型式检验的要求时。型试检验按GB/T2829的规定进行,采用判别水平1的一次抽样方案。按每百单位产品不合格品数计数。
7.4.3型式检验的样本应从出厂检验的合格批中抽取,样本大小n为8,先检验表6中1组项目,分别按三组判定数组判定;合格后,再从此样本中抽取3只、2只、2只,分别按1、、W组项目检验。其组别、检验项目、不合格分类、检验顺序、不合格质量水平、样本大小及判定数组应符合表6规定。表6
氧化色泽
铆接外观
壶嘴度
壶盖开合性
自鸡麦水位标惠
壶盖装面质篮
旋压痕
不合格
对应章、条
技术墨求
5. 毫、4(4)
5.委、学发)
5.4、套天10)
试验方法
不合格质爱水平(ROL样本大小店50
判定数组
实际容盘
缩陷与尖形癌等
氧化腐蚀斑
壶底中心最小厚度
氧化膜耐蚀性
塑料配件耐煮性
壶底耐负载
底耐蚀性
卫生要求
不合格
标志、包装、运输、贮存
8.1标志
8.1.1产品上应有如下标志:
制造厂名;
商标;
额定容量;
质量等级。
QB/T 1691--1993
对应章、条
技术要求
5.4.4(11)
试验方法
判定数组
不合格质量水平(RQL)样本大小nAcR.
包装箱上应有如下标志:
产品标记、厂址、邮政编码、质量等级,其余标志应符合GB/T6388有关规定。a.
贮运图示标志应符合GB191有关规定。23
8.1.3使用说明书中应注明产品标记、商标、制造厂名、厂址和邮政编码。自鸣壶的使用说明书中应用文字和图示注明水位标志位置。8.2包装
每个产品须单独用包装盒包装,壶身与壶盖接触处须用不腐蚀产品的包装物包裹或垫隔。8.2.1
包装箱须封口并用打包带紧固。箱内应附有装箱单。8.2.2
8.2.3瓦楞纸板包装箱应符合GB/T6543规定。8.2.4包装盒内应有使用说明书和合格证。8.3运输
搬运时轻拿轻放,严禁与腐蚀性物品同运,运输途中严防受潮、倒置。8.4购存
8.4.1贮存条件
OB/T1691
库房内应通风良好,相对湿度不大于85%;1993
b.堆码时应离地100mm以上,离墙200mm以上,c.,严禁与腐蚀性物品同存。
8.4.2贮存保质期
在符合8.4.1规定下,产品从出厂之日起,洗白、砂光和抛光产品贮存保质期为一年,其他产品贮存保质期为二年。
附加说明:
本标准由轻工业部质量标准司提出。本标准由全国日用五金标准化中心归口。本标准由上海铝制品二厂负责起草;宁波双园铝制品(集团)公司铝壶厂、天津铝制品总厂、仪征铝制品总厂、杭州铝制品总厂参加起草。本标准主要起草人冯华水、李德明、陈金湘、于建喜、丁雪峰、冯庆荣。本标准参照采用日本工业标准JISS2010—1986《铝板制器血》。自本标准实施之日起,原轻工业部发布的专业标准ZBY73007—1985《铝壶》废止。394
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
1主题内容与适用范围
QB/T1691—1993
本标准规定了铝壶的术语、产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于铝及铝合金板材制成的壶。2引用标准
包装储运图示标志
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T3562铝制食具容器卫生标准的分析方法GB5945轻工产品铝或铝合金氧化处理层的测试方法GB/T6388运输包装收发货标志
GB/T6543瓦楞纸箱
GB11333铝制食具容器卫生标准
3术语
3.1整体壶
壶身采用整体加工成型的壶。
3.2镶底壶
壶身采用分体加工,底部镶接成型的壶。3.3自鸣壶
水沸时,其有自鸣功能的壶。
3.4额定容量
设计给定的容量。
3.5实际容量
壶身高度90%所包含的容量。
3.6边口部
壶身高度90%以上部位的表面。
3.7水位标志
自鸣壶水位高度的标志。
3.8起皮
产品表面出现的破皮或分层。
3.9气泡
产品表面出现含有气体的凸形。3.10坑
中华人民共和国轻工业部1993-03-28批准384
1993-10-01实施
产品只在一面形成的凹陷。
QB/T1691—1993
产品同一部位,一面有凹陷,另面为凸起。3.12尖形癌
产品同一部位,一面有受损伤的凹陷,另一面为尖形凸起。3.13缩陷
产品同一部位两面具有的凹陷。3.14皱折
产品表面局部呈波浪形或其他不规则的皱纹。3.15旋压痕
旋压造成的产品表面痕迹。
3.16划伤
产品表面受硬物擦划产生的沟痕。3.17毛刺
产品加工产生的刺状金属突起物。3.18碱渍
残留在产品表面的碱痕迹。
3.19油斑
产品表面未能去除的明显的油污痕迹。3.20氧化腐蚀斑
氧化时,产品表面产生蜂窝状小孔或斑点。3.21电击伤
氧化时,由电火花引起的产品表面烧伤。3.22底部中心厚度
壶身底部中心的材料厚度。
4产品分类
4.1品种
4.1.1产品按功能分为普通壶,自鸣壶。4.1.2产品按结构分为整体壶、镶底壶。4.1.3产品按材料分为纯铝壶、铝合金壶。4.1.4产品按表面处理方式分为洗白壶、砂光壶、抛光壶、氧化壶等。4.2规格
产品规格按额定容量分为0.5,1.0,1.5,2.0,(2.5),3.0,(3.5),4.0,(4.5),5.0,(5.5),6.0,7.0,8.0,9.0L.下载标准就来标准下载网
注:不带括号的规格为优先采用系列。4.3代号
产品代号见表1规定。
4.4标记
QB/T1691—1993
产品功能、结构
普通壶
4.4.1产品标记表示如下:
4.4.2标记示例
自鸣壶
标准号
表面处理方式
额定容量,L(整数升以整数表示)表面处理代号
功能、结构代号
产品名称
例1:工业纯铝制成的额定容量为4.0L的抛光普通整体壶。纯铝壶ZH-P4QB/T1691
例2:铝合金制成的额定容量为5.51.的草酸轻氧化自鸣镀底壶。铝合金壶MFH-CQ5.5QB/T1691
5技术要求
5.1使用性能
5.1.1产品的实际容量应不小于额定容量。5.1.2产品的壶底中心最小厚度应符合表2规定。表2
额定容量,L
纯铝壶
草酸轻
铝合金壶
额定容量,L
QB/T1691-1993
纯铝壶
铝合金壶
5.1.3纯锅壶的壶底耐蚀性不大于0.02g/cm;铝合金壶的壶底耐蚀性不大于0.005起/cm。5.1.4
产品不得渗水。
壶嘴口平面不低于壶身口平面。5. 1. 5
5.1.6普避壶壶盖与壶身应开合自如,其配合间隙不超过壶身口内径的2%,自鸣壶在负载下,壶盖不得将壶身带起。
自鸣壶应有水位标志。
自購壶音量不低于55dB
氧化膜耐蚀性符合表3规定。
氧化种类
草酸氧化
蕈酸轻氧化
硫酸氧化
5.2卫生要求
产品与水接触部位的卫生要求应符合GB11333规定。5.3主要馨部件要求
5.3.1壶染经负载试验后,无裂纹。变形量不大于2%。格品
5.3.2酚醛塑料或其他塑料材料制成的配件经耐煮性试验后,应无裂纹、气泡、刺激性气味和变色。5.4表面量
5.4.1产品不许有缩陷,底部不许有尖形瘦。同部位的两侧面,不许同时有气泡、起皮等缺陷。氧化产品不许有氧化魔蚀斑。
5.4.3壶盖表面质量与壶身壁外部的要求致。5.4.4其他表面质量要求应符合表4规定。387
氧化色泽
旋压痕
铆接外观
6试验方法
6.1实际容量
QB/T1691--1993
色泽基本一致,无电击伤
无碱渍、油斑
光亮、光泽基本一致
细洁均匀
(1)长6mm至壶身外径30%以下,宽1~2mm的条状起皮。
a.≤2L的壶:
底部≤1条,壁部≤2条;
b.>2L 的壶:
底部2条,壁部≤3条;
(2)2~5mm的块状起皮,底部不允许,壁部≤2块
1~2mm气泡,底部不允许,壁部≤2点1~3mm的坑,底部和壁部均≤3点6mm 以内的癌:
a.≤2L的壶≤2个;
b.>2L 的壶≤3个
均匀、细浅
1)边口部和镶底壶镶接部皱折不超过周长的15%,
(2)壶嘴部位明显皱折≤2条
底部不许有电击伤,其他部位不许有2mm2以上电击伤
底部无碱溃,壁部不允许有明显碱溃光爽
不许露底
(1)长10mm至壶身外径50%以下,宽2~3的条状起皮。
底部≤2条,壁部≤4条;
(2)5~8mm的块状起皮,底部不允许,壁部≤3块
1~3mm气泡,底部≤1点,壁部<3点1~3mm的坑,底部和壁部均≤5点6~~10mm 以内的瘦≤3 个
不许有鱼鳞状痕迹
(1)边口部和镶底壶镶接部皱折不超过周长的25%
(2)壶嘴部位明显皱折≤3条
长20mm至壶底直径30%,宽0.5mm以下划伤:
底部2条,壁部≤3条
外露部位不允许
铆接平整,壶梁座、壶嘴与壶身基本对称字迹晰
深度游标卡尺:精度不低于0.05mm;a.
量杯:500mL。
长20mm至壶底直径50%,宽0.5mm以下划伤:
底部≤3条,壁部≤4条
边口部不允许
能辨认出标志
6.1.2步骤
将深度游标卡尺置壶身口平面向下量壶身高度的10%,壶内注水到测量处;a.
b.:将水倒人量杯,观其容量。
6.2壶底中心最小厚度
6.2.1仪器
测厚仪:精度不低于0.01mm。
6.2.2步骤
QB/T 1691--1993
在壶底部中心平面(d50mm以内)任测三点,取其平均值。6.3壶底耐蚀性
6.3.1仪器
天平:感量为0.1mg;
恒温箱:0~200℃;
温度计:0~200℃,
烧杯:250mL;
测厚仪:精度不低于0.01mm。
6.3.2步骤
水洗净;
取20mm×20mm方片试样二块(氧化产品用浓度35%硫酸溶液,在40C条件下脱膜处理),清用丙酮擦净、烘于、冷却后放在天平上称重;将试样弯成弧形,凸面向上放人盛有200mL盐酸溶液(分析纯盐酸与蒸馏水体积比配制浓度c.
为1:10)的烧杯中,在(27士1)℃恒温箱内,放置2h;取出试样,用蒸馏水冲洗3次,放人110~120℃烘箱内30min,取出后冷却至常温,然后再用天d.
平称重。
计算公式:
q=(Q1—Q2)/(8+88)
式中:q---单位面积失重量,g/cm;Q- --—· 试样腐蚀前重量,8;
Q2-—-试样腐蚀后重量,多,
-试样厚度,cm。
6.4渗水
6.4.1仪器
a.电炉2000W;
b.量杯:500mL。
6.4.2步骤
壶内注入额定容量沸水,放在电炉上煮沸5min,在此时间内观其渗漏情况。6.5壶嘴高度
6.5.1仪器
钢直尺:精度不低于0.5mm。
6.5.2步骤
用钢直尺侧面置于壶身口平面至壶嘴口平面,观其高度。6.6壶盖开合性
6.6.1仪器
游标卡尺:精度不低于0.02mm;a.
量杯:500mL。
6.6.2普通壶开合性试验步骤
QB/T 1691—1993
用游标卡尺测壶盖口外径的最小值和壶身口内径的最大值,观其差值。6.6.3自鸣壶开合性试验步骤
壶内注人额定容量的水或相同质量的物质,壶盖与壶身盖合后,将壶盖上提;我,
壶盖脱离时,壶身不能脱离支承面。b.
6.7自鸣壶水位标志
按使用说明书规定的水位标志位置或图示,观其产品中水位标志。6.8音量
6.8.1仪器
a.声级计:精度不低于0.5dB;
b.电炉:2000w。
6.8.2环境条件
周围环境噪声:40dB以下。
6.8.3步骤
壶内注水至水位标志处,合上壶盖,放在离地面1m的电炉上煮沸;声级计置于以壶为中心的半径为1m的空间圆周上,将探头始终对准壶,试样煮沸后发出声响5min内,在离地面垂直高度0.5,1.0,1.5m处各测一次,取其平均音量6.9氧化膜耐蚀性
6.9.1草酸和硫酸氧化产品的耐蚀性试验方法,按GB5945中第2.2条规定进行。6.9.2草酸轻氧化产品的耐蚀性试验方法,按照草酸和硫酸氧化产品的耐蚀性试验方法进行,当滴入硫酸铜溶液后,2min不变色为氧化膜未穿。6.10 卫生要求
按GB/T3562的规定进行。
6.11壶梁耐负载
6.11.1仪器
专用壶梁耐负载试验机;
高度游标卡尺:精度不低于0.05mm。b.
6.11.2步骤
测量壶底至壶梁中心的总高度。去盖固定在试验机底座上,置壶梁中心处的夹具与测负载机构a.
连接,施加负载1min。
负载公式:
F9. 8(m1+3m2)
式中.F----试样施加负载,N;
m-试样重量,kg;
试样额定容量水的重量,kg。
b。御载后,先观察壶梁有无裂纹,然后复测其高度,并以壶梁变形量公式进行计算。Thihal×100
式中:-—壶梁变形量,%;
h 试验前壶底至壶梁中心的总高度,mm;hz—---试验后壶底至壶梁中心的总高度,mm。6. 12塑料配件耐煮性
6.12.1仪器
炉具;
b..铝锅。
6. 12.2步骤
QB/T 1691-1993
a。将试样洗净,放人盛有常温水的锅中浸没,在炉具上加热;b.水沸时计时,在煮沸过程中随时用膜觉判定有无刺激性气味,30min后停止加热,取出试样即放入常温水中冷却;
c,,观察试样有无裂纹、气孔、气泡和明显变色。6.13表面质量
表面质量项目以通用量具及视觉检查。7
检验规则
7.1产品须经制造厂检验合格后方可出厂。7.2检验分类
产品检验分为出厂检验和型式检验。7.3出厂检验
按GB/T2828的规定进行,采用正常检查一次抽样方案。按每百单位产品不合格数计数。7.3.1检验项目、不合格分类、检验顺序、检查水平及合格质量水平应符合表5规定。表5
检验项目
氧化色泽
铆接外观
壶嘴高度
壶盖开合性
自鸣壶水位标志
壶盖表面质量
旋压痕
实际容量
不合格分类检验顺序
对应章、条
技术要求
5.4.4(10)
5.4.4(11)
试验方法
检查水平 IL
合格质量水平(AQI)
检验项
缩陷与尖形燃等
氧化腐蚀斑
壶底中心最小厚度
不合格分类
QB/T1691--1993
检验#序
对应章、条
技术要求
斌验方法
检查水平L
合格质戴水平(AQL))
经出厂检验判为合格批时,交货方应将检出的不合格品换成合格品后方可提交。7.3.2
7.4型式检验
在下列情况之时,应进行型式检验。新产品或老产品转厂生产的试制定型鉴定;正式生产后,如结构、材料、工艺有较大改变,可能影谢产品性能时,正常生产时,每年不少于次,
产品长期停产后,恢复生产时;出厂检验结巢与上次型检验有较大差异时,国家质量蓝督机构提出进行型式检验的要求时。型试检验按GB/T2829的规定进行,采用判别水平1的一次抽样方案。按每百单位产品不合格品数计数。
7.4.3型式检验的样本应从出厂检验的合格批中抽取,样本大小n为8,先检验表6中1组项目,分别按三组判定数组判定;合格后,再从此样本中抽取3只、2只、2只,分别按1、、W组项目检验。其组别、检验项目、不合格分类、检验顺序、不合格质量水平、样本大小及判定数组应符合表6规定。表6
氧化色泽
铆接外观
壶嘴度
壶盖开合性
自鸡麦水位标惠
壶盖装面质篮
旋压痕
不合格
对应章、条
技术墨求
5. 毫、4(4)
5.委、学发)
5.4、套天10)
试验方法
不合格质爱水平(ROL样本大小店50
判定数组
实际容盘
缩陷与尖形癌等
氧化腐蚀斑
壶底中心最小厚度
氧化膜耐蚀性
塑料配件耐煮性
壶底耐负载
底耐蚀性
卫生要求
不合格
标志、包装、运输、贮存
8.1标志
8.1.1产品上应有如下标志:
制造厂名;
商标;
额定容量;
质量等级。
QB/T 1691--1993
对应章、条
技术要求
5.4.4(11)
试验方法
判定数组
不合格质量水平(RQL)样本大小nAcR.
包装箱上应有如下标志:
产品标记、厂址、邮政编码、质量等级,其余标志应符合GB/T6388有关规定。a.
贮运图示标志应符合GB191有关规定。23
8.1.3使用说明书中应注明产品标记、商标、制造厂名、厂址和邮政编码。自鸣壶的使用说明书中应用文字和图示注明水位标志位置。8.2包装
每个产品须单独用包装盒包装,壶身与壶盖接触处须用不腐蚀产品的包装物包裹或垫隔。8.2.1
包装箱须封口并用打包带紧固。箱内应附有装箱单。8.2.2
8.2.3瓦楞纸板包装箱应符合GB/T6543规定。8.2.4包装盒内应有使用说明书和合格证。8.3运输
搬运时轻拿轻放,严禁与腐蚀性物品同运,运输途中严防受潮、倒置。8.4购存
8.4.1贮存条件
OB/T1691
库房内应通风良好,相对湿度不大于85%;1993
b.堆码时应离地100mm以上,离墙200mm以上,c.,严禁与腐蚀性物品同存。
8.4.2贮存保质期
在符合8.4.1规定下,产品从出厂之日起,洗白、砂光和抛光产品贮存保质期为一年,其他产品贮存保质期为二年。
附加说明:
本标准由轻工业部质量标准司提出。本标准由全国日用五金标准化中心归口。本标准由上海铝制品二厂负责起草;宁波双园铝制品(集团)公司铝壶厂、天津铝制品总厂、仪征铝制品总厂、杭州铝制品总厂参加起草。本标准主要起草人冯华水、李德明、陈金湘、于建喜、丁雪峰、冯庆荣。本标准参照采用日本工业标准JISS2010—1986《铝板制器血》。自本标准实施之日起,原轻工业部发布的专业标准ZBY73007—1985《铝壶》废止。394
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。