QB/T 1754—1993
基本信息
标准号: QB/T 1754—1993
中文名称:造纸机械立式离心筛
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:106862
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1754—1993.
3.3加工质量3.3.1筛鼓
a.筛板应经电介抛光或其他打磨措施,筛孔内不允许有肉眼可见的毛刺,筛鼓焊接缝应均匀,平整、光滑;
b.筛鼓的内径圆度公差为1.5 mm。
3.3.2轴
a.锥度轴颈对前后两轴承挡的同轴度公差为0.03 mm;
b. 1 :10锥面与配件之配合的接触面积应大于理论接触面积的65%。
3.3.3旋翼
旋翼装配后需校静平衡,其不平衡量在外圆处不超过旋翼装配件自重的0.005。
3.4装配要求
3.4.1所有零件必须经检验合格,外购件、协作件必须有合格证明才可进行装配。
3.4.2旋翼与筛鼓间隙为3士0.6 mm,允许局部超差,其数值不得大于0.6 mm,每一超差区域,在筛鼓周向不得大于60 mm,轴向不得大于100 mm,每只筛鼓允许局部超差四处。
3.4.3旋翼外径对主轴的同轴度公差为0.2 mm。
3.4.4总装后用手转动旋翼,应轻便灵活,无卡阻现象。
3.5空运转要求
3.5.1在规定转速下,运转应正常、可靠。
3-.5.2︰整机运行平稳,无异常噪声.撞击及卡阻现象。当采用声级计测量噪声时,其声压级限值不高于85 dB(A)。
3.5.3轴承温升不得超过40℃。
3.6外观质量
3.6.1外露零部件、装配结合面边沿应整齐-致,不应有明显错移。
3.6.2油漆涂层应符合QB/T 1588.4有关规定。
4试验方法
4.1对产品性能的测试,可在用户进行,并按制浆造纸厂的检测规范进行.对生产能力的测试可用流量计,然后计算(尾浆量为6%)。
4.2筛鼓内径圆度公差分上、中、下三处测量,可在产品上检测或采用检测工具检测。在产品上检测其方法是:在未装旋翼支架的主轴上装上浏量工具,按GB/T 1958检测规定中圆度检测的1~2检测方法测量。
4.3旋翼与筛鼓之问的间隙用厚度规或塞尺测量。
4.4空运转试验
a.在规定转速下连续运转不少于l h;
b.声级计距产品l m远,测高为1.5 m,4个测点布置在产品四周,取最大噪声值为实测值;
c.用测温仪在轴承座表面测量轴承温升。
5检验规则
5.1离心筛应经制造厂检验部门检查合格后,并附有产品合格证方可出厂。
5.2离心筛枪验分出厂检验和型式检验。
3.3加工质量3.3.1筛鼓
a.筛板应经电介抛光或其他打磨措施,筛孔内不允许有肉眼可见的毛刺,筛鼓焊接缝应均匀,平整、光滑;
b.筛鼓的内径圆度公差为1.5 mm。
3.3.2轴
a.锥度轴颈对前后两轴承挡的同轴度公差为0.03 mm;
b. 1 :10锥面与配件之配合的接触面积应大于理论接触面积的65%。
3.3.3旋翼
旋翼装配后需校静平衡,其不平衡量在外圆处不超过旋翼装配件自重的0.005。
3.4装配要求
3.4.1所有零件必须经检验合格,外购件、协作件必须有合格证明才可进行装配。
3.4.2旋翼与筛鼓间隙为3士0.6 mm,允许局部超差,其数值不得大于0.6 mm,每一超差区域,在筛鼓周向不得大于60 mm,轴向不得大于100 mm,每只筛鼓允许局部超差四处。
3.4.3旋翼外径对主轴的同轴度公差为0.2 mm。
3.4.4总装后用手转动旋翼,应轻便灵活,无卡阻现象。
3.5空运转要求
3.5.1在规定转速下,运转应正常、可靠。
3-.5.2︰整机运行平稳,无异常噪声.撞击及卡阻现象。当采用声级计测量噪声时,其声压级限值不高于85 dB(A)。
3.5.3轴承温升不得超过40℃。
3.6外观质量
3.6.1外露零部件、装配结合面边沿应整齐-致,不应有明显错移。
3.6.2油漆涂层应符合QB/T 1588.4有关规定。
4试验方法
4.1对产品性能的测试,可在用户进行,并按制浆造纸厂的检测规范进行.对生产能力的测试可用流量计,然后计算(尾浆量为6%)。
4.2筛鼓内径圆度公差分上、中、下三处测量,可在产品上检测或采用检测工具检测。在产品上检测其方法是:在未装旋翼支架的主轴上装上浏量工具,按GB/T 1958检测规定中圆度检测的1~2检测方法测量。
4.3旋翼与筛鼓之问的间隙用厚度规或塞尺测量。
4.4空运转试验
a.在规定转速下连续运转不少于l h;
b.声级计距产品l m远,测高为1.5 m,4个测点布置在产品四周,取最大噪声值为实测值;
c.用测温仪在轴承座表面测量轴承温升。
5检验规则
5.1离心筛应经制造厂检验部门检查合格后,并附有产品合格证方可出厂。
5.2离心筛枪验分出厂检验和型式检验。
标准图片预览
标准内容
中华人民共和国轻工行业标准
造纸机械
主题内容与适用范围
立式离心筛
QB/T 1754— 1993
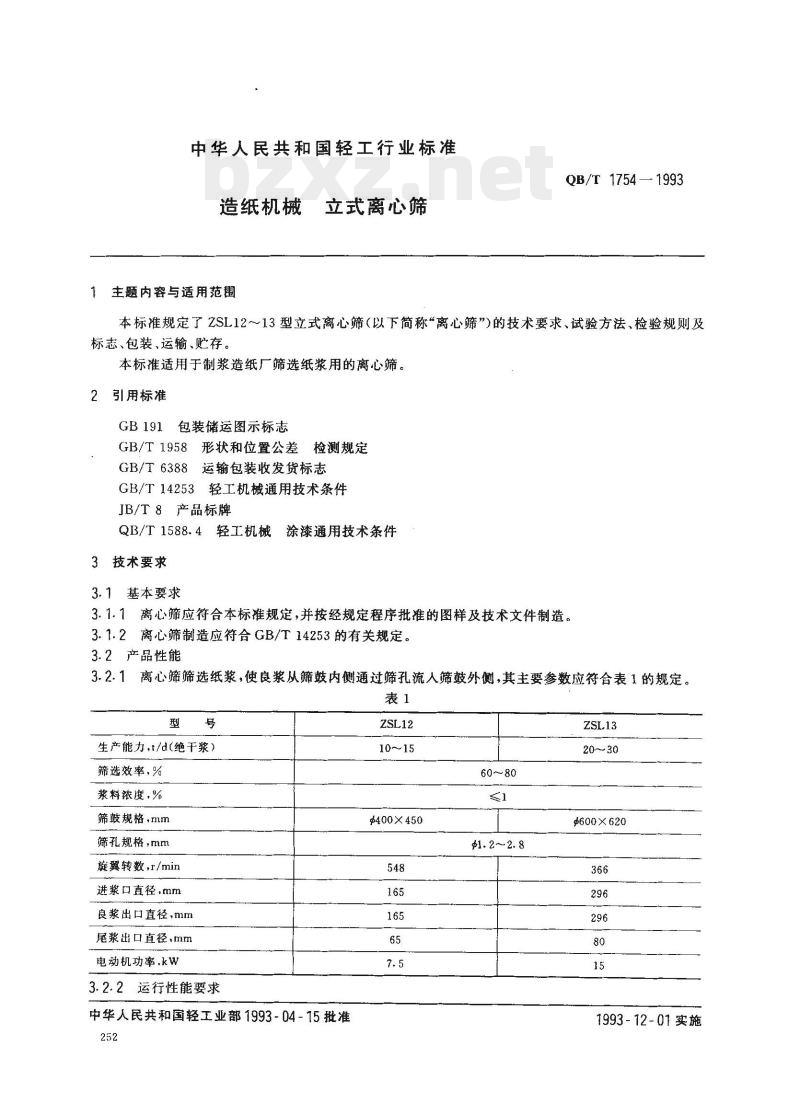
本标准规定了ZSL12~13型立式离心筛(以下简称离心筛”)的技术要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于制浆造纸厂筛选纸浆用的离心筛。2引用标准
GB191包装储运图示标志
GB/T1958形状和位置公差检测规定GB/T6388运输包装收发货标志
GB/T14253轻工机械通用技术条件JB/T8产品标牌
QB/T1588.4轻工机械涂漆通用技术条件3技术要求
3.1基本要求
3.1.1离心筛应符合本标准规定,并按经规定程序批准的图样及技术文件制造。3.1.2离心筛制造应符合GB/T14253的有关规定。3.2产品性能
3.2.1离心筛筛选纸浆,使良浆从筛鼓内侧通过筛孔流人筛鼓外侧,其主要参数应符合表1的规定。表1
生产能力,t/d(绝干浆)
筛选效率,%
浆料浓度,%
筛鼓规格,mm
筛孔规格,mm
旋翼转数,r/min
进浆口直径,mm
良浆出口直径,mm
尾浆出口直径,mm
电动机功率,kW
3.2.2运行性能要求
中华人民共和国轻工业部1993-04-15批准252
$400×450
$600×620
1993-12-01实施
QB/T 1754— 1993
出浆口浆位应高于机体以保证筛选室内充满浆料。进浆方式采用压力进浆,其压力差应在0.025~~0.04MPa范围内;
b、与主体结合处应密封良好、不允许有渗漏;c.
旋翼在规定转数范围内应运转平稳,无异常现象;不得有严重挂浆现象
3.3加工质量
3.3.1筛鼓
筛板应经电介抛光或其他打磨措施,筛孔内不允许有肉眼可见的毛刺,筛鼓焊接缝应均勾、平整、光滑;
b.筛鼓的内径圆度公差为1.5mm。3.3.2轴免费标准下载网bzxz
锥度轴颈对前后两轴承挡的同轴度公差为$0.03mmza.
b.1:10锥面与配件之配合的接触面积应大于理论接触面积的65%。3.3.3旋翼
旋翼装配后需校静平衡,其不平衡量在外圆处不超过旋翼装配件自重的0.005。3.4装配要求
3.4.1所有零件必须经检验合格,外购件、协作件必须有合格证明才可进行装配。3.4.2旋翼与筛鼓间隙为3士0.6mm,允许局部超差,其数值不得大于0.6mm,每一超差区域,在筛鼓周向不得大于60mm,轴向不得大于100mm,每只筛鼓允许局部超差四处。3.4.3旋翼外径对主轴的同轴度公差为0.2mm。3.4.4总装后用手转动旋翼,应轻便灵活,无卡阻现象。3.5空运转要求
3.5.1在规定转速下,运转应正常、可靠。3.5.2整机运行平稳,无异常噪声、撞击及卡阻现象。当采用声级计测量噪声时,其声压级限值不高于85 dB(A)。
3.5.3轴承温升不得超过40℃。
3.6外观质量
3.6.1外露零部件、装配结合面边沿应整齐-致,不应有明显错移。3.6.2油漆涂层应符合QB/T1588.4有关规定。4试验方法
4.1对产品性能的测试,可在用户进行,并按制浆造纸厂的检测规范进行。对生产能力的测试可用流量计,然后计算(尾浆量为6%)。4.2筛鼓内径圆度公差分上、中、下三处测量,可在产品上检测或采用检测工具检测。在产品上检测其方法是:在未装旋翼支架的主轴上装上测量工具,按GB/T1958检测规定中圆度检测的1~2检测方法测量。4.3旋翼与筛鼓之间的间隙用厚度规或塞尺测量。4.4空运转试验
a.在规定转速下连续运转不少于1h;b.声级计距产品1m远,测高为1.5m,4个测点布置在产品四周,取最大噪声值为实测值;用测温仪在轴承座表面测量轴承温升。c.
5检验规则
5.1离心筛应经制造厂检验部门检查合格后,并附有产品合格证方可出厂。5.2离心筛检验分出厂检验和型式检验。253
5.3出厂检验
5.3.1出厂检验项目分全检与抽检。5.3.1.1全检项目
QB/T 1754— 1993
a.加工和装配质量检验,按4.2、4.3条规定进行,检验结果应符合3.3、3.4条规定;b.空运转试验按4.4条规定进行,试验结果应符合3.5条规定;c。外观质量用目测法检验,其结果应符合3.6条规定。5.3.1.2抽检项目
每批产品中抽查10%,且不少于-台进行噪声、温升检验,检验结果应符合3.5.2、3.5.3条规定。5.4型式检验
5.4.1离心筛在下列情况之一时,应进行型式检验。a.
新产品试制定型鉴定时;
正式投产后,如结构、材料、工艺有重大改变可能影响某项产品性能时;b.
国家质量监督机构提出进行型式检验的要求时。c.
5.4.2型式检验项目及要求
a.型式检验按5.3条进行;
b.产品性能检验在用户广进行,其结果应符合3.2条规定。当制造厂持有符合上述要求的用户报告时(该报告经专家组的评议通过或征得负责该产品的检测机构认可),可代替性能检验。6标志、包装、运输、贮存
6.1标志
每台产品应在明显位置处固定产品铭牌,铭牌型式及尺寸应符合JB/T8的规定,其内容包括:a.产品名称、型号;
主要技术参数;
出厂日期、编号;
d.制造厂名。
6.2包装
产品包装要求、包装标志及随机文件应符合GB/T14253有关规定。6.3运输
产品吊装、收发货及储运图示标志应符合GB/T6388和GB191的规定。整体产品或分别运输的部件,都要适合运输的装载要求及有关规定。6.4贮存
产品禁止露天堆放,或与有侵蚀性的化学药品放在一起。并应防止有害气体、蒸气和烟雾的侵人。贮存场所的空气必须保持流通,产品下面应垫有木块,并保持干燥。7质量保证
在用户遵守产品使用说明书规定的条件下,产品从用户收货之日起12个月内,确因制造质量不良,制造厂应一律实行三包。
附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由上海造纸机械厂负责起草。本标准主要起草人李天养。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
造纸机械
主题内容与适用范围
立式离心筛
QB/T 1754— 1993
本标准规定了ZSL12~13型立式离心筛(以下简称离心筛”)的技术要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于制浆造纸厂筛选纸浆用的离心筛。2引用标准
GB191包装储运图示标志
GB/T1958形状和位置公差检测规定GB/T6388运输包装收发货标志
GB/T14253轻工机械通用技术条件JB/T8产品标牌
QB/T1588.4轻工机械涂漆通用技术条件3技术要求
3.1基本要求
3.1.1离心筛应符合本标准规定,并按经规定程序批准的图样及技术文件制造。3.1.2离心筛制造应符合GB/T14253的有关规定。3.2产品性能
3.2.1离心筛筛选纸浆,使良浆从筛鼓内侧通过筛孔流人筛鼓外侧,其主要参数应符合表1的规定。表1
生产能力,t/d(绝干浆)
筛选效率,%
浆料浓度,%
筛鼓规格,mm
筛孔规格,mm
旋翼转数,r/min
进浆口直径,mm
良浆出口直径,mm
尾浆出口直径,mm
电动机功率,kW
3.2.2运行性能要求
中华人民共和国轻工业部1993-04-15批准252
$400×450
$600×620
1993-12-01实施
QB/T 1754— 1993
出浆口浆位应高于机体以保证筛选室内充满浆料。进浆方式采用压力进浆,其压力差应在0.025~~0.04MPa范围内;
b、与主体结合处应密封良好、不允许有渗漏;c.
旋翼在规定转数范围内应运转平稳,无异常现象;不得有严重挂浆现象
3.3加工质量
3.3.1筛鼓
筛板应经电介抛光或其他打磨措施,筛孔内不允许有肉眼可见的毛刺,筛鼓焊接缝应均勾、平整、光滑;
b.筛鼓的内径圆度公差为1.5mm。3.3.2轴免费标准下载网bzxz
锥度轴颈对前后两轴承挡的同轴度公差为$0.03mmza.
b.1:10锥面与配件之配合的接触面积应大于理论接触面积的65%。3.3.3旋翼
旋翼装配后需校静平衡,其不平衡量在外圆处不超过旋翼装配件自重的0.005。3.4装配要求
3.4.1所有零件必须经检验合格,外购件、协作件必须有合格证明才可进行装配。3.4.2旋翼与筛鼓间隙为3士0.6mm,允许局部超差,其数值不得大于0.6mm,每一超差区域,在筛鼓周向不得大于60mm,轴向不得大于100mm,每只筛鼓允许局部超差四处。3.4.3旋翼外径对主轴的同轴度公差为0.2mm。3.4.4总装后用手转动旋翼,应轻便灵活,无卡阻现象。3.5空运转要求
3.5.1在规定转速下,运转应正常、可靠。3.5.2整机运行平稳,无异常噪声、撞击及卡阻现象。当采用声级计测量噪声时,其声压级限值不高于85 dB(A)。
3.5.3轴承温升不得超过40℃。
3.6外观质量
3.6.1外露零部件、装配结合面边沿应整齐-致,不应有明显错移。3.6.2油漆涂层应符合QB/T1588.4有关规定。4试验方法
4.1对产品性能的测试,可在用户进行,并按制浆造纸厂的检测规范进行。对生产能力的测试可用流量计,然后计算(尾浆量为6%)。4.2筛鼓内径圆度公差分上、中、下三处测量,可在产品上检测或采用检测工具检测。在产品上检测其方法是:在未装旋翼支架的主轴上装上测量工具,按GB/T1958检测规定中圆度检测的1~2检测方法测量。4.3旋翼与筛鼓之间的间隙用厚度规或塞尺测量。4.4空运转试验
a.在规定转速下连续运转不少于1h;b.声级计距产品1m远,测高为1.5m,4个测点布置在产品四周,取最大噪声值为实测值;用测温仪在轴承座表面测量轴承温升。c.
5检验规则
5.1离心筛应经制造厂检验部门检查合格后,并附有产品合格证方可出厂。5.2离心筛检验分出厂检验和型式检验。253
5.3出厂检验
5.3.1出厂检验项目分全检与抽检。5.3.1.1全检项目
QB/T 1754— 1993
a.加工和装配质量检验,按4.2、4.3条规定进行,检验结果应符合3.3、3.4条规定;b.空运转试验按4.4条规定进行,试验结果应符合3.5条规定;c。外观质量用目测法检验,其结果应符合3.6条规定。5.3.1.2抽检项目
每批产品中抽查10%,且不少于-台进行噪声、温升检验,检验结果应符合3.5.2、3.5.3条规定。5.4型式检验
5.4.1离心筛在下列情况之一时,应进行型式检验。a.
新产品试制定型鉴定时;
正式投产后,如结构、材料、工艺有重大改变可能影响某项产品性能时;b.
国家质量监督机构提出进行型式检验的要求时。c.
5.4.2型式检验项目及要求
a.型式检验按5.3条进行;
b.产品性能检验在用户广进行,其结果应符合3.2条规定。当制造厂持有符合上述要求的用户报告时(该报告经专家组的评议通过或征得负责该产品的检测机构认可),可代替性能检验。6标志、包装、运输、贮存
6.1标志
每台产品应在明显位置处固定产品铭牌,铭牌型式及尺寸应符合JB/T8的规定,其内容包括:a.产品名称、型号;
主要技术参数;
出厂日期、编号;
d.制造厂名。
6.2包装
产品包装要求、包装标志及随机文件应符合GB/T14253有关规定。6.3运输
产品吊装、收发货及储运图示标志应符合GB/T6388和GB191的规定。整体产品或分别运输的部件,都要适合运输的装载要求及有关规定。6.4贮存
产品禁止露天堆放,或与有侵蚀性的化学药品放在一起。并应防止有害气体、蒸气和烟雾的侵人。贮存场所的空气必须保持流通,产品下面应垫有木块,并保持干燥。7质量保证
在用户遵守产品使用说明书规定的条件下,产品从用户收货之日起12个月内,确因制造质量不良,制造厂应一律实行三包。
附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由上海造纸机械厂负责起草。本标准主要起草人李天养。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。