QB/T 1831—1993
基本信息
标准号: QB/T 1831—1993
中文名称:底工传送线
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:151854
相关标签: 传送
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1831—1993.
5.3.4冷冻系统工作稳定,温控正常,每小时启动次数不大于5次.
5.3.5雾化喷湿的相对湿度不大于85%,且不得有滴水现象。
5.3.6排气装置工作时,工位窗口的气流方向应朝向机内。
5.3.7排气装置不工作时,整机运转噪声不大于声功率级105dB(A)。
5.3.8电气系统的性能应符合GB/T 5226第13.1~13.3条的有关规定。
5.3.9整机运转应达如下规定:
a.料斗(吊篮)输送线运行平稳,无撞击声﹔
b.转动部件运转灵活、轻便、无卡滞现象﹔
c.紧固件连接可靠,无松动现象。
5.4外观质量
5.4.1外观形体应平整﹑装饰线条应棱线分明、美观、大方。
5.4.2电气布线和排气管路应排列整齐。
5.4.3 油漆色彩和谐,有光泽。
6试验方法
6.1—对5.2.1a条的检验﹑拉一直线(直径1mm 以下的钢丝>贴紧导轨侧面的某两个高点,用钢直尺测量导轨与直线间的最大距离值。
6.2对5.2.1b条的检验用塞尺检测。
6. 3对5.2.1c条的检验采用高度游标卡尺测量。
6.4对5.2.2和5.3.9条的检验
a.运转试验,按产品说明书的规定程序将机器调至工作状态,连续运行不少于2h,采用感官方法检测;
b.负荷试验﹐在料斗(吊篮)或输送线上装上与工件相当质量的物件,连续运行不少于2h(可与运转试验合做),采用感官方法检测;
c.带(帘、网)的跑偏量采用直尺测量。
6.5对5.3.1条的检验将温度计放置于烘道、热箱.雾化室和冷箱中的离进出口位置0.5m 处,在开机0.5~h后每隔10min测量一次,共测三次,取其平均值。
6.6对5.3.2条的检验﹐在同一温区同-节烘道、热箱、雾化室和冷箱中离进出口位置0.5m处及中心位置选择3个测量点v按6.5条方法检测,取其最大偏差值。
6.7对5.3.3条的检验将运行速度调至低速、中速和高速,分别运行两次以上(每次应使料斗或吊篮﹑输送带运行一圈以上),用秒表记录其通过一预定长度的运行时间,然后按下式计算。
5.3.4冷冻系统工作稳定,温控正常,每小时启动次数不大于5次.
5.3.5雾化喷湿的相对湿度不大于85%,且不得有滴水现象。
5.3.6排气装置工作时,工位窗口的气流方向应朝向机内。
5.3.7排气装置不工作时,整机运转噪声不大于声功率级105dB(A)。
5.3.8电气系统的性能应符合GB/T 5226第13.1~13.3条的有关规定。
5.3.9整机运转应达如下规定:
a.料斗(吊篮)输送线运行平稳,无撞击声﹔
b.转动部件运转灵活、轻便、无卡滞现象﹔
c.紧固件连接可靠,无松动现象。
5.4外观质量
5.4.1外观形体应平整﹑装饰线条应棱线分明、美观、大方。
5.4.2电气布线和排气管路应排列整齐。
5.4.3 油漆色彩和谐,有光泽。
6试验方法
6.1—对5.2.1a条的检验﹑拉一直线(直径1mm 以下的钢丝>贴紧导轨侧面的某两个高点,用钢直尺测量导轨与直线间的最大距离值。
6.2对5.2.1b条的检验用塞尺检测。
6. 3对5.2.1c条的检验采用高度游标卡尺测量。
6.4对5.2.2和5.3.9条的检验
a.运转试验,按产品说明书的规定程序将机器调至工作状态,连续运行不少于2h,采用感官方法检测;
b.负荷试验﹐在料斗(吊篮)或输送线上装上与工件相当质量的物件,连续运行不少于2h(可与运转试验合做),采用感官方法检测;
c.带(帘、网)的跑偏量采用直尺测量。
6.5对5.3.1条的检验将温度计放置于烘道、热箱.雾化室和冷箱中的离进出口位置0.5m 处,在开机0.5~h后每隔10min测量一次,共测三次,取其平均值。
6.6对5.3.2条的检验﹐在同一温区同-节烘道、热箱、雾化室和冷箱中离进出口位置0.5m处及中心位置选择3个测量点v按6.5条方法检测,取其最大偏差值。
6.7对5.3.3条的检验将运行速度调至低速、中速和高速,分别运行两次以上(每次应使料斗或吊篮﹑输送带运行一圈以上),用秒表记录其通过一预定长度的运行时间,然后按下式计算。
标准图片预览
标准内容
中华人民共和国轻工行业标准
底工传送线
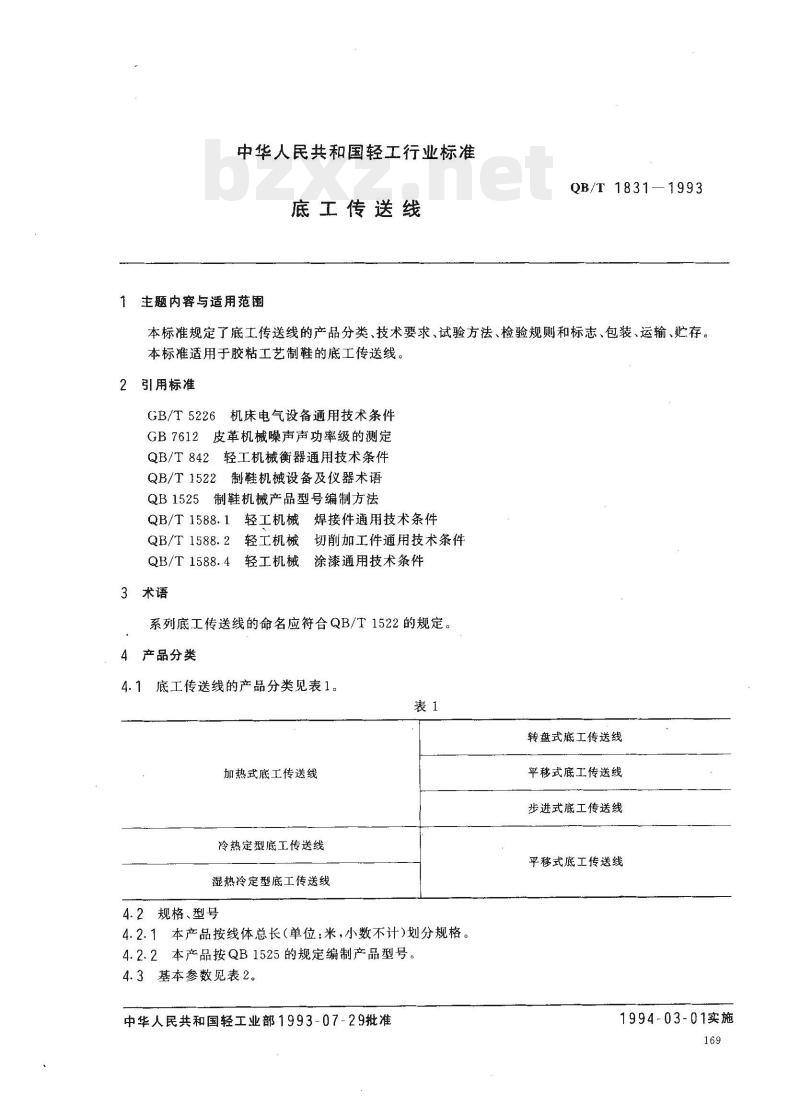
1主题内容与适用范围
QB/T 1831
本标准规定了底工传送线的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。本标准适用于胶粘工艺制鞋的底工传送线。2
引用标准
GB/T5226机床电气设备通用技术条件GB7612皮革机械噪声声功率级的测定QB/T842轻工机械衡器通用技术条件QB/T1522制鞋机械设备及仪器术语QB1525制鞋机械产品型号编制方法QB/T1588.1轻工机械
焊接件通用技术条件
切削加工件通用技术条件
QB/T1588.2轻工机械
QB/T 1588. 4
轻工机械涂漆通用技术条件
3术语
系列底工传送线的命名应符合QB/T1522的规定。4产品分类
4.1底工传送线的产品分类见表1。表1
转盘式底工传送线
加热式底工传送线
冷热定型底工传送线
湿热冷定型底工传送线
4.2规格、型号
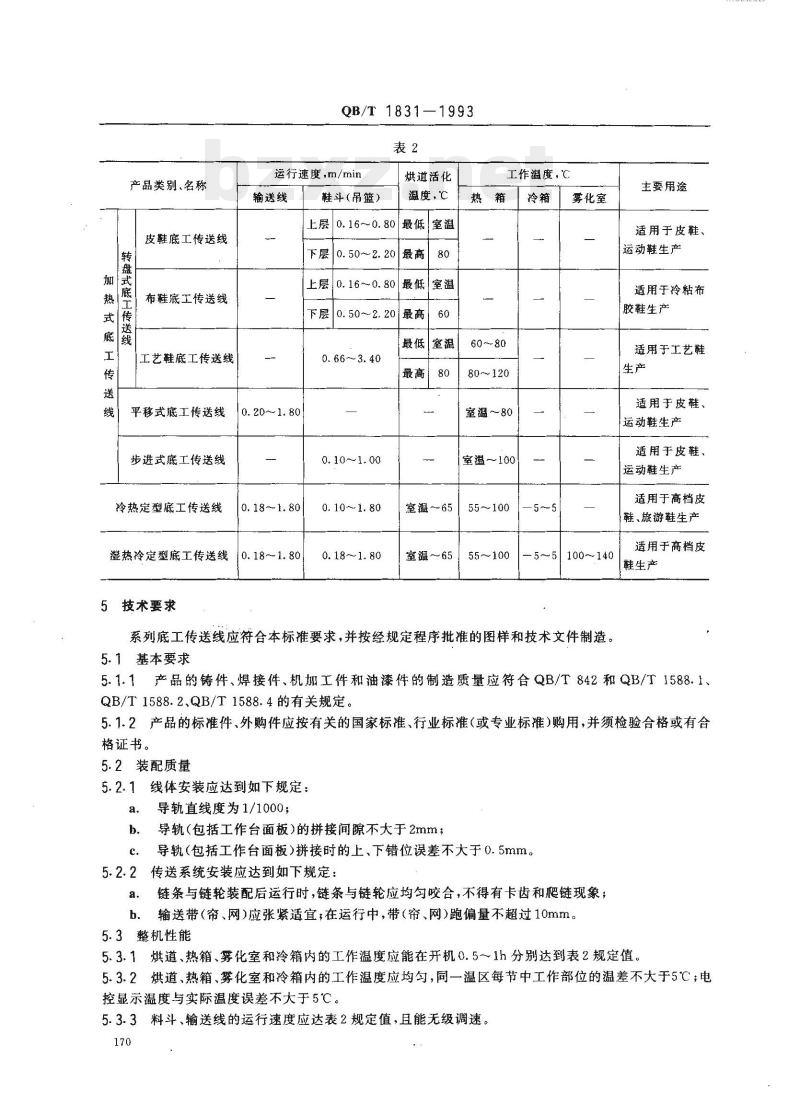
4.2.1本产品按线体总长(单位:米,小数不计)划分规格4.2.2本产品按QB1525的规定编制产品型号。4.3基本参数见表2。
中华人民共和国轻工业部1993-07-29批准平移式底工传送线
步进式底工传送线
平移式底工传送线
1994-03-01实施
产品类别、名称
皮鞋底工传送线
布鞋底工传送线
工艺鞋底工传送线
平移式底工传送线
步进式底工传送线
冷热定型底工传送线
QB/T1831-1993
运行速度,m/min
输送线
0.20~1.80
鞋斗(吊篮)
烘道活化
温度,℃
0.16~0.80最低室温
0.50~2.20
上层0.160.80最低室温
10. 50~~2. 20
最高!
最低室温
0.66~3.40
0. 10~1. 00
0.18~1.80
湿热冷定型底工传送线0.18~1.805技术要求
0.10~1.80
0. 18~~1. 80
室温~65
室温~65
工作温度,℃
80~120
室温~80
室温~100
55~100
55~~100
雾化室
5~5100~~140
系列底工传送线应符合本标准要求,并按经规定程序批准的图样和技术文件制造。5.1基本要求
主要用途
适用于皮鞋、
运动鞋生产
适用于冷粘布
胶鞋生产
适用于士艺鞋
适用于皮鞋、
运动鞋生产
适用于皮鞋、
运动鞋生产
适用于高档皮
鞋、旅游鞋生产
适用于高档皮
鞋生产
5.1.1产品的铸件、焊接件、机加工件和油漆件的制造质量应符合QB/T842和QB/T1588.1、QB/T1588.2、QB/T1588.4的有关规定。5.1.2产品的标准件、外购件应按有关的国家标准、行业标准(或专业标准)购用,并须检验合格或有合格证书。
5.2装配质量
5.2.1线体安装应达到如下规定:a.
导轨直线度为1/1000;
导轨(包括工作台面板)的拼接间隙不大于2mm;导轨(包括工作台面板)拼接时的上、下错位误差不大于0.5mm。5.2.2传送系统安装应达到如下规定:链条与链轮装配后运行时,链条与链轮应均匀咬合,不得有卡齿和爬链现象;a.
输送带(帘、网)应张紧适宜:在运行中,带(帘、网)跑偏量不超过10mm。5.3整机性能
5.3.1烘道、热箱、雾化室和冷箱内的工作温度应能在开机0.5-~1h分别达到表2规定值。5.3.2烘道、热箱、雾化室和冷箱内的工作温度应均匀,同一温区每节中工作部位的温差不大于5℃;电控显示温度与实际温度误差不大于5℃。5.3.3料斗、输送线的运行速度应达表2规定值,且能无级调速。170
QB/T1831—1993
5.3.4冷冻系统工作稳定,温控正常,每小时启动次数不大于5次。5.3.5雾化喷湿的相对湿度不大于85%,且不得有滴水现象。5.3.6排气装置工作时,工位窗口的气流方向应朝向机内。5.3.7排气装置不工作时,整机运转噪声不大于声功率级105dB(A)。5.3.8电气系统的性能应符合GB/T5226第13.1~13.3条的有关规定。5.3.9°整机运转应达如下规定:料斗(吊篮)、输送线运行平稳,无撞击声;a.
转动部件运转灵活、轻便、无卡滞现象;b.
紧固件连接可靠,无松动现象。c.
5.4外观质量
5.4.1外观形体应平整、装饰线条应棱线分明、美观、大方。5.4.2电气布线和排气管路应排列整齐。5.4.3油漆色彩和谐,有光泽。
6试验方法
6.1对5.2.1a条的检验拉一直线(直径1mm以下的钢丝)贴紧导轨侧面的某两个高点,用钢直尺测量导轨与直线间的最大距离值。6.2对5.2.1b条的检验用塞尺检测。6.3对5.2.1c条的检验采用高度游标卡尺测量。6.4对5.2.2和5.3.9条的检验
a,运转试验,按产品说明书的规定程序将机器调至工作状态,连续运行不少于2h,采用感官方法检测;
负荷试验,在料斗(吊篮)或输送线上装上与工件相当质量的物件,连续运行不少于2h(可与运b.
转试验合做),采用感官方法检测;c.带(帘、网)的跑偏量采用直尺测量。6.5对5.3.1条的检验将温度计放置于烘道、热箱、雾化室和冷箱中的离进出口位置0.5m处,在开机0.5~~1h后每隔10min测量一次,共测三次,取其平均值。6.6对5.3.2条的检验在同一温区同节烘道、热箱、雾化室和冷箱中离进出口位置0.5m处及中心位置选择3个测量点,按6.5条方法检测,取其最大偏差值。6.7对5.3.3条的检验将运行速度调至低速、中速和高速,分别运行两次以上(每次应使料斗或吊篮、输送带运行一圈以上),用秒表记录其通过一预定长度的运行时间,然后按下式计算。w
式中:)—-—
料斗、输送线运行速度,m/min;通过的预定运行长度,m;
通过预定运行长度所需时间,min。6.8对5.3.4条的检验用定时记数计算。6.9对5.3.5条的检验用干湿度仪检测,并观察有无滴水现象。6.10对5.3.6条的检验在工位窗口处手控调带,观察是否向机内吸。6.11对5.3.7条的检验按GB7612规定方法进行检测。按GB/T5226第13.1~13.5条的规定方法进行检测。6.12对5.3.8条的检验
6.13其余条款的技术要求,用感官方法检测。6.14本标准以外的试验方法,如能达到上述同样的评定结果,亦可采用,如有争议,则本标准规定的试171
验方法仲裁。
7检验规则
QB/T 1831--1993
底工传送线须经制造厂质量检验部门检验合格,并签发合格证书后方可出厂。7.1
7.2出厂检验
7.2.1本产品由制造厂负责到用户厂安装、调试,并由制造厂安装组会同用户广代表按本标准的5.2.1,5,2.2,5.3.1,5.3.2,5.3.9和5.4进行检验。7.2.2出厂检验合格后,填写“产品安装合格证书”一式两份,由双方代表签字和双方单位盖章。7.2.3经签字后的“产品安装合格证书”,份交用户厂作为“产品合格证书”的补充文件,份带回制造厂作为检验记录存档。
7.3型式检验
有下列情况之一时,应进行型式检验。7.3. 1
产品结构、材料,工艺等有重大改变时:正常生产二年时累计产量达50台(条)以二时;停产年以上又重新恢复生产时;国家质量监督检测部门提出质量检验要求时。型式检验项目为本标准的全部技术要求。型式检验在出厂检验合格品中随机抽取一台(条)或两台(条),检验结果应全部符合本标准规判定规则
型式检验如有某项自不合格,允许在限定时间里修复,并加倍抽检达到合格:如仍不合格,则该批产品可判为不合格。
8标志、包装、运输、购存
8.1每台(条)产品应在明显部位固定产品标牌以及其他标志,其内容般包括如下:a.产品型号、名称;
b、产品的主要技术参数;
c.出厂编号、日期;
。注册商标。Www.bzxZ.net
8.2产品的包装应符合QB/T842的有关规定。8.3产品的装御运输应小心轻放、严禁堆垛和倒置。8.4产品应贮存在无腐蚀、通风、干燥的库房内。贮存超过一年以上的,应开箱复检,复检项目同出厂检验要求。
附加说明:
本标准由轻工业部技术装备司提出。本标准由全国毛皮制革机械标准化中心归口。本标准由盐地市轻工机械厂负责起草。本标准主要趣草人郭宗佑、罗书中、朱汝春。172
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
底工传送线
1主题内容与适用范围
QB/T 1831
本标准规定了底工传送线的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。本标准适用于胶粘工艺制鞋的底工传送线。2
引用标准
GB/T5226机床电气设备通用技术条件GB7612皮革机械噪声声功率级的测定QB/T842轻工机械衡器通用技术条件QB/T1522制鞋机械设备及仪器术语QB1525制鞋机械产品型号编制方法QB/T1588.1轻工机械
焊接件通用技术条件
切削加工件通用技术条件
QB/T1588.2轻工机械
QB/T 1588. 4
轻工机械涂漆通用技术条件
3术语
系列底工传送线的命名应符合QB/T1522的规定。4产品分类
4.1底工传送线的产品分类见表1。表1
转盘式底工传送线
加热式底工传送线
冷热定型底工传送线
湿热冷定型底工传送线
4.2规格、型号
4.2.1本产品按线体总长(单位:米,小数不计)划分规格4.2.2本产品按QB1525的规定编制产品型号。4.3基本参数见表2。
中华人民共和国轻工业部1993-07-29批准平移式底工传送线
步进式底工传送线
平移式底工传送线
1994-03-01实施
产品类别、名称
皮鞋底工传送线
布鞋底工传送线
工艺鞋底工传送线
平移式底工传送线
步进式底工传送线
冷热定型底工传送线
QB/T1831-1993
运行速度,m/min
输送线
0.20~1.80
鞋斗(吊篮)
烘道活化
温度,℃
0.16~0.80最低室温
0.50~2.20
上层0.160.80最低室温
10. 50~~2. 20
最高!
最低室温
0.66~3.40
0. 10~1. 00
0.18~1.80
湿热冷定型底工传送线0.18~1.805技术要求
0.10~1.80
0. 18~~1. 80
室温~65
室温~65
工作温度,℃
80~120
室温~80
室温~100
55~100
55~~100
雾化室
5~5100~~140
系列底工传送线应符合本标准要求,并按经规定程序批准的图样和技术文件制造。5.1基本要求
主要用途
适用于皮鞋、
运动鞋生产
适用于冷粘布
胶鞋生产
适用于士艺鞋
适用于皮鞋、
运动鞋生产
适用于皮鞋、
运动鞋生产
适用于高档皮
鞋、旅游鞋生产
适用于高档皮
鞋生产
5.1.1产品的铸件、焊接件、机加工件和油漆件的制造质量应符合QB/T842和QB/T1588.1、QB/T1588.2、QB/T1588.4的有关规定。5.1.2产品的标准件、外购件应按有关的国家标准、行业标准(或专业标准)购用,并须检验合格或有合格证书。
5.2装配质量
5.2.1线体安装应达到如下规定:a.
导轨直线度为1/1000;
导轨(包括工作台面板)的拼接间隙不大于2mm;导轨(包括工作台面板)拼接时的上、下错位误差不大于0.5mm。5.2.2传送系统安装应达到如下规定:链条与链轮装配后运行时,链条与链轮应均匀咬合,不得有卡齿和爬链现象;a.
输送带(帘、网)应张紧适宜:在运行中,带(帘、网)跑偏量不超过10mm。5.3整机性能
5.3.1烘道、热箱、雾化室和冷箱内的工作温度应能在开机0.5-~1h分别达到表2规定值。5.3.2烘道、热箱、雾化室和冷箱内的工作温度应均匀,同一温区每节中工作部位的温差不大于5℃;电控显示温度与实际温度误差不大于5℃。5.3.3料斗、输送线的运行速度应达表2规定值,且能无级调速。170
QB/T1831—1993
5.3.4冷冻系统工作稳定,温控正常,每小时启动次数不大于5次。5.3.5雾化喷湿的相对湿度不大于85%,且不得有滴水现象。5.3.6排气装置工作时,工位窗口的气流方向应朝向机内。5.3.7排气装置不工作时,整机运转噪声不大于声功率级105dB(A)。5.3.8电气系统的性能应符合GB/T5226第13.1~13.3条的有关规定。5.3.9°整机运转应达如下规定:料斗(吊篮)、输送线运行平稳,无撞击声;a.
转动部件运转灵活、轻便、无卡滞现象;b.
紧固件连接可靠,无松动现象。c.
5.4外观质量
5.4.1外观形体应平整、装饰线条应棱线分明、美观、大方。5.4.2电气布线和排气管路应排列整齐。5.4.3油漆色彩和谐,有光泽。
6试验方法
6.1对5.2.1a条的检验拉一直线(直径1mm以下的钢丝)贴紧导轨侧面的某两个高点,用钢直尺测量导轨与直线间的最大距离值。6.2对5.2.1b条的检验用塞尺检测。6.3对5.2.1c条的检验采用高度游标卡尺测量。6.4对5.2.2和5.3.9条的检验
a,运转试验,按产品说明书的规定程序将机器调至工作状态,连续运行不少于2h,采用感官方法检测;
负荷试验,在料斗(吊篮)或输送线上装上与工件相当质量的物件,连续运行不少于2h(可与运b.
转试验合做),采用感官方法检测;c.带(帘、网)的跑偏量采用直尺测量。6.5对5.3.1条的检验将温度计放置于烘道、热箱、雾化室和冷箱中的离进出口位置0.5m处,在开机0.5~~1h后每隔10min测量一次,共测三次,取其平均值。6.6对5.3.2条的检验在同一温区同节烘道、热箱、雾化室和冷箱中离进出口位置0.5m处及中心位置选择3个测量点,按6.5条方法检测,取其最大偏差值。6.7对5.3.3条的检验将运行速度调至低速、中速和高速,分别运行两次以上(每次应使料斗或吊篮、输送带运行一圈以上),用秒表记录其通过一预定长度的运行时间,然后按下式计算。w
式中:)—-—
料斗、输送线运行速度,m/min;通过的预定运行长度,m;
通过预定运行长度所需时间,min。6.8对5.3.4条的检验用定时记数计算。6.9对5.3.5条的检验用干湿度仪检测,并观察有无滴水现象。6.10对5.3.6条的检验在工位窗口处手控调带,观察是否向机内吸。6.11对5.3.7条的检验按GB7612规定方法进行检测。按GB/T5226第13.1~13.5条的规定方法进行检测。6.12对5.3.8条的检验
6.13其余条款的技术要求,用感官方法检测。6.14本标准以外的试验方法,如能达到上述同样的评定结果,亦可采用,如有争议,则本标准规定的试171
验方法仲裁。
7检验规则
QB/T 1831--1993
底工传送线须经制造厂质量检验部门检验合格,并签发合格证书后方可出厂。7.1
7.2出厂检验
7.2.1本产品由制造厂负责到用户厂安装、调试,并由制造厂安装组会同用户广代表按本标准的5.2.1,5,2.2,5.3.1,5.3.2,5.3.9和5.4进行检验。7.2.2出厂检验合格后,填写“产品安装合格证书”一式两份,由双方代表签字和双方单位盖章。7.2.3经签字后的“产品安装合格证书”,份交用户厂作为“产品合格证书”的补充文件,份带回制造厂作为检验记录存档。
7.3型式检验
有下列情况之一时,应进行型式检验。7.3. 1
产品结构、材料,工艺等有重大改变时:正常生产二年时累计产量达50台(条)以二时;停产年以上又重新恢复生产时;国家质量监督检测部门提出质量检验要求时。型式检验项目为本标准的全部技术要求。型式检验在出厂检验合格品中随机抽取一台(条)或两台(条),检验结果应全部符合本标准规判定规则
型式检验如有某项自不合格,允许在限定时间里修复,并加倍抽检达到合格:如仍不合格,则该批产品可判为不合格。
8标志、包装、运输、购存
8.1每台(条)产品应在明显部位固定产品标牌以及其他标志,其内容般包括如下:a.产品型号、名称;
b、产品的主要技术参数;
c.出厂编号、日期;
。注册商标。Www.bzxZ.net
8.2产品的包装应符合QB/T842的有关规定。8.3产品的装御运输应小心轻放、严禁堆垛和倒置。8.4产品应贮存在无腐蚀、通风、干燥的库房内。贮存超过一年以上的,应开箱复检,复检项目同出厂检验要求。
附加说明:
本标准由轻工业部技术装备司提出。本标准由全国毛皮制革机械标准化中心归口。本标准由盐地市轻工机械厂负责起草。本标准主要趣草人郭宗佑、罗书中、朱汝春。172
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。