QB/T 1923—1993
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1923—1993.
4.4-2刃口应无卷口、缺口、白口、裂纹等缺陷。
4-5表面粗糙度
4.5-1 全钢理发刀的刀背、刀面,尾面的表面粗糙度均为R.0.4pm。
4.5.2夹钢理发刀的刀背、尾面的表面粗糙度均为R0.4um,刀面的表面粗糙度为R,1.6pm。
4-6刀体厚度
4.6. 1 全钢理发刀的刀杠厚度为0.20tmm。
4.6-2全钢理发刀的刀臆厚度应不小于0.14mm,但必须小于刀杠厚度。
4.6-3夹钢理发刀的刀背厚度为(6.2土0. 3mm。
4.7装配
刀体与刀柄应铆合牢固、开启灵活﹑松紧适中,刀体关人刀柄时,应无碰刃和露刃现象。
4.8外观
4.8.1刀体表面应无斑点,波浪形等缺陷,牙纹应清晰。
4.8-2刀柄应表面光滑,无划伤、裂缝及明显缩形,移印图案,字迹应清晰完整。
4.8. 3 铆钉应圆滑完整,无毛刺。
4.9标志
产品上必须标明厂名或商标,并应清晰完整。
5试验方法
5.1硬度试验
采用维氏硬度计,测试载荷为1000g,测试部位取距刀头8mm处和距刀根10mm 处各测-一点,各点距刃口线3~~5mm.
5.2金相组织试验
采用金相显微镜,其观测部位为刃口中部横截面,距刃口3~5mm处,按《工具钢图谐》评定。
5.3锋利度试验
将头发一根伸出手指15mm左右,平推削断,测试部位为距刀根10mm,刀头8mm 之间任取三点。
5.4表面粗糙度试验
采用符合GB/T 6062规定的表面粗糙度测量仪或粗糙度样板对照,用测量仪仲裁。
5.5刀体厚度试验
5.5-1全钢理发刀的刀杠和刀膛均采用千分尺测量,刀杠测量部位为刀杠的最高处,刀膛测量部位为对应刀杠的最低处。均距刀头 8mm、刀根10nm处及中间三点测试。
5.5.2夹钢理发刀的刀背厚度采用千分尺测量,测量部位为对应刀面的中闾测一点,及各距中间20mm处测二点。
5.6其他试验
外观及其他试验,均采用手感目视测定。
6检验规则
6-1 产品必须经制造厂检验部门检验合格方可出厂”。
6.2产品检验分为出厂检验和型式检验,均采用每百单位不合格品数计算。
6.3 出厂检验按GB/T 2828的规定进行,采用正常检查一次抽样方案。
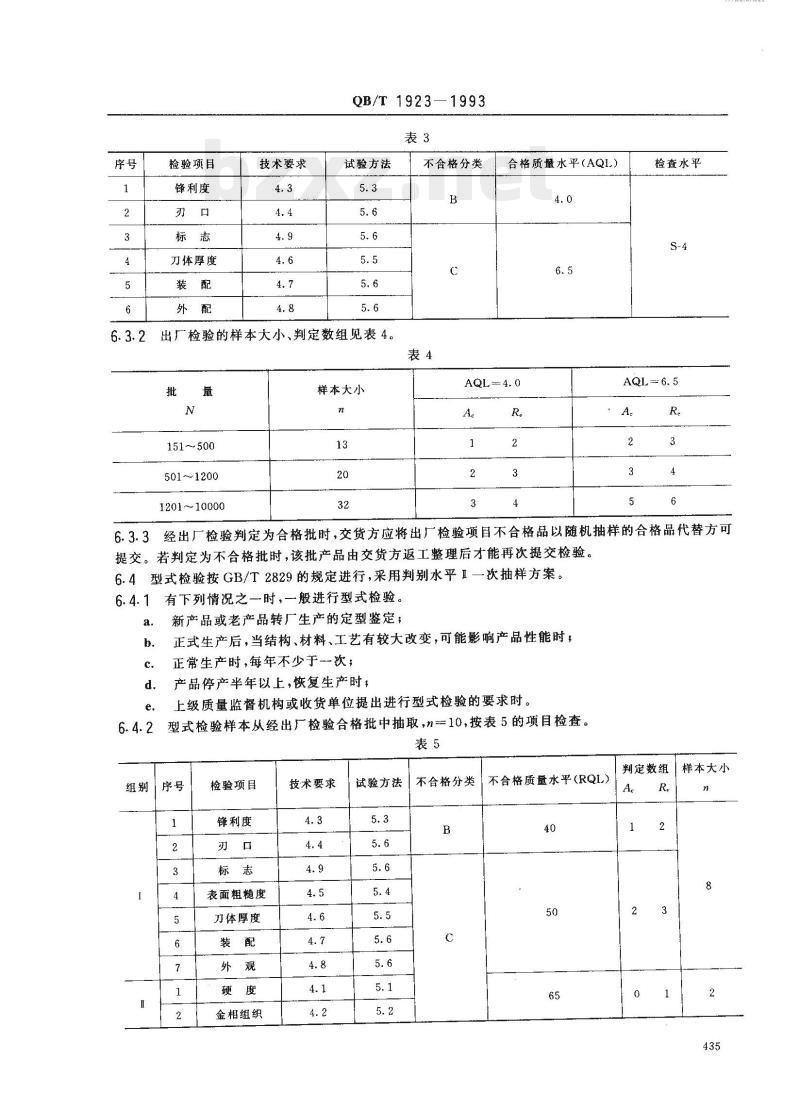
6.3.1出厂检验的项目,不合格分类、合格质量水平、检查水平见表3。
4.4-2刃口应无卷口、缺口、白口、裂纹等缺陷。
4-5表面粗糙度
4.5-1 全钢理发刀的刀背、刀面,尾面的表面粗糙度均为R.0.4pm。
4.5.2夹钢理发刀的刀背、尾面的表面粗糙度均为R0.4um,刀面的表面粗糙度为R,1.6pm。
4-6刀体厚度
4.6. 1 全钢理发刀的刀杠厚度为0.20tmm。
4.6-2全钢理发刀的刀臆厚度应不小于0.14mm,但必须小于刀杠厚度。
4.6-3夹钢理发刀的刀背厚度为(6.2土0. 3mm。
4.7装配
刀体与刀柄应铆合牢固、开启灵活﹑松紧适中,刀体关人刀柄时,应无碰刃和露刃现象。
4.8外观
4.8.1刀体表面应无斑点,波浪形等缺陷,牙纹应清晰。
4.8-2刀柄应表面光滑,无划伤、裂缝及明显缩形,移印图案,字迹应清晰完整。
4.8. 3 铆钉应圆滑完整,无毛刺。
4.9标志
产品上必须标明厂名或商标,并应清晰完整。
5试验方法
5.1硬度试验
采用维氏硬度计,测试载荷为1000g,测试部位取距刀头8mm处和距刀根10mm 处各测-一点,各点距刃口线3~~5mm.
5.2金相组织试验
采用金相显微镜,其观测部位为刃口中部横截面,距刃口3~5mm处,按《工具钢图谐》评定。
5.3锋利度试验
将头发一根伸出手指15mm左右,平推削断,测试部位为距刀根10mm,刀头8mm 之间任取三点。
5.4表面粗糙度试验
采用符合GB/T 6062规定的表面粗糙度测量仪或粗糙度样板对照,用测量仪仲裁。
5.5刀体厚度试验
5.5-1全钢理发刀的刀杠和刀膛均采用千分尺测量,刀杠测量部位为刀杠的最高处,刀膛测量部位为对应刀杠的最低处。均距刀头 8mm、刀根10nm处及中间三点测试。
5.5.2夹钢理发刀的刀背厚度采用千分尺测量,测量部位为对应刀面的中闾测一点,及各距中间20mm处测二点。
5.6其他试验
外观及其他试验,均采用手感目视测定。
6检验规则
6-1 产品必须经制造厂检验部门检验合格方可出厂”。
6.2产品检验分为出厂检验和型式检验,均采用每百单位不合格品数计算。
6.3 出厂检验按GB/T 2828的规定进行,采用正常检查一次抽样方案。
6.3.1出厂检验的项目,不合格分类、合格质量水平、检查水平见表3。
标准图片预览
标准内容
中华人民共和国轻工行业标准
理发刀
1主题内容与适用范围
QB/T 1923
本标准规定了理发刀的产品分类、技术要求、试验方法、检验规则以及标志、包装、运输、贮存等内容。
本标准适用于剃须及类似用途的理发刀。2引用标准
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T2829
GB/T6062轮廓法触针式表面粗糙度测定仪轮廊记录仪及中线制轮廊计3产品分类
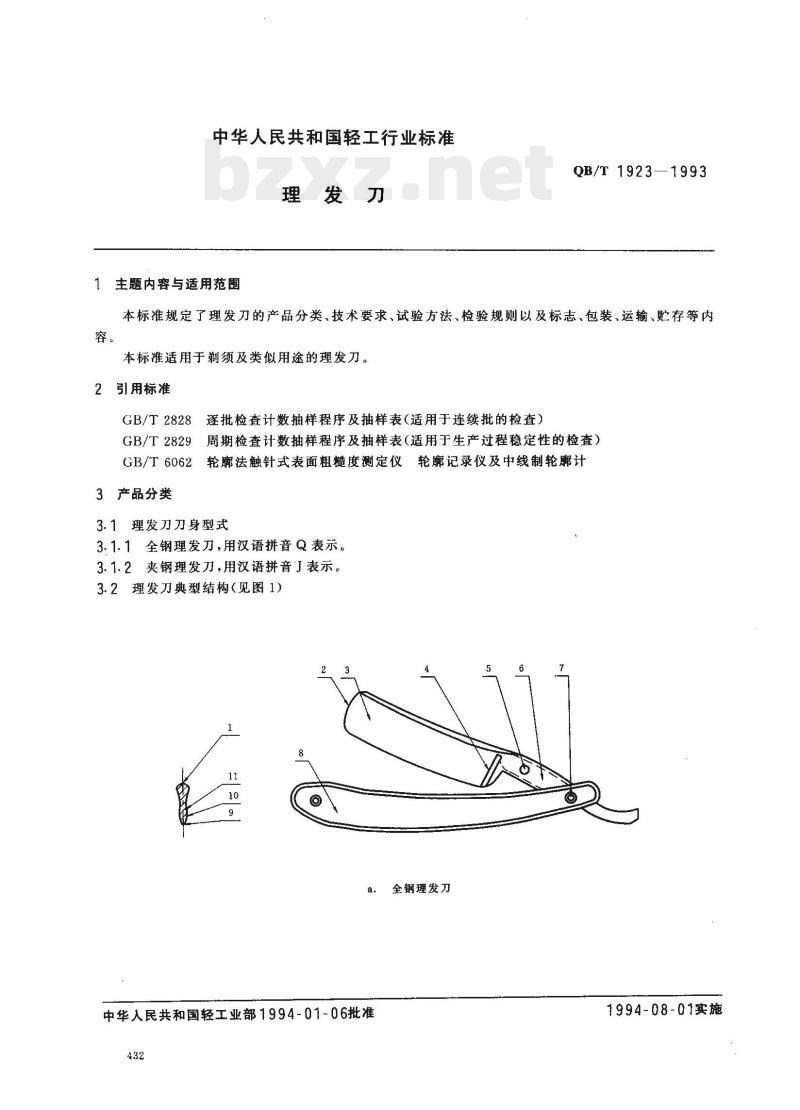
3.1理发刀刀身型式
3.1.1全钢理发刀,用汉语拼音Q表示。3.1.2夹钢理发刀,用汉语拼音J表示。3.2理发刀典型结构(见图1)
中华人民共和国轻工业部1994-01-06批准432
全钢理发刀
1994-08-01实施
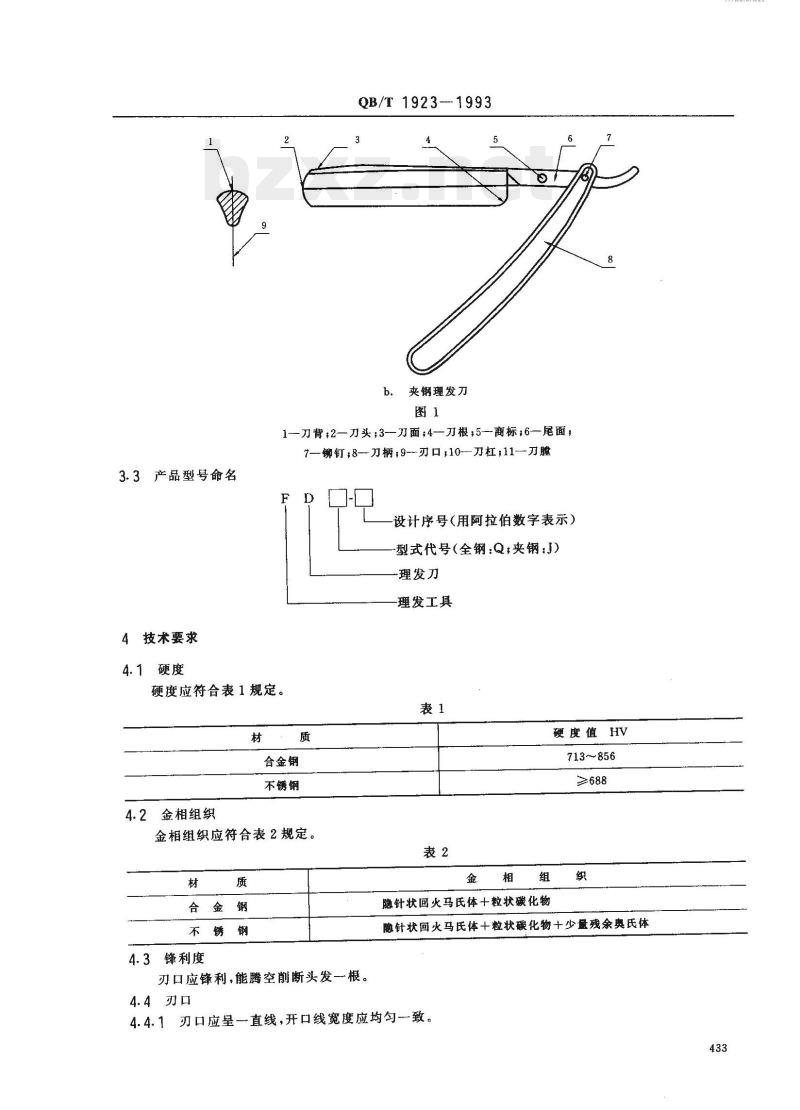
3.3产品型号命名
4技术要求
4.1硬度
QB/T1923--1993
夹钢理发刀
1--刀背,2—刀头:3-—刀面:4—刀根;5—商标:6—尾面,7—铆钉;8-刀柄;9—刃口,10—刀杠;11—刀膜设计序号(用阿拉伯数字表示)-型式代号(全钢:Q;夹钢:J)理发刀
理发工具
硬度应符合表1规定。
合金钢
不锈钢
4.2金相组织
金相组织应符合表2规定。
合金钢
4.3锋利度
刃口应锋利,能腾空削断头发一根。表2
硬度值HV
713~856
≥688
针状回火马氏体+粒状碳化物
隐针状回火马氏体十粒状碳化物十少盘残余奥氏体4.4刃口
4.4.1刃口应呈一直线,开口线宽度应均-致。KAKAca
QB/T 1923-1993
4.4.2刃口应无卷口、缺口、白口、裂纹等缺陷。4.5表面粗糙度
4.5.1全钢理发刀的刀背、刀面、尾面的表面粗糙度均为R。0.4um。4.5.2夹钢理发刀的刀背、尾面的表面粗糙度均为R.0.4pm,刀面的表面粗糙度为R.1.6um。4.6刀体厚度
4.6.1全钢理发刀的刀杠厚度为0.20±%.gmm。4.6.2全钢理发刀的刀膛厚度应不小于0.14mm,但必须小于刀杠厚度。4.6.3夹钢理发刀的刀背厚度为(6.20.3)mm。4.7装配
刀体与刀柄应铆合牢固、开启灵活、松紧适中,刀体关入刀柄时,应无碰刃和露刃现象。4.8外观
4.8.1刀体表面应无斑点、波浪形等缺陷,牙纹应清晰。4.8.2刀柄应表面光滑,无划伤、裂缝及明显缩形,移印图案、字迹应清晰完整。4.8.3铆钉应圆滑完整,无毛刺。4.9标志
产品上必须标明厂名或商标,并应清晰完整。5试验方法
5.1硬度试验
采用维氏硬度计,测试载荷为1000g,测试部位取距刀头8mm处和距刀根10mm处各测-一点,各点距刃口线3~5mm。
5.2金相组织试验
采用金相显微镜,其观测部位为刃口中部横截面,距刃口3~5mm处,按《工具钢图谱》评定。5.3锋利度试验
将头发根伸出手指15mm左右,平推削断,测试部位为距刀根10mm、刀头8mm之间任取三点。5.4表面粗糙度试验
采用符合GB/T6062规定的表面粗糙度测量仪或粗糙度样板对照,用测量仪仲裁。5.5刀体厚度试验
5.5.1全钢理发刀的刀杠和刀膛均采用千分尺测量,刀杠测量部位为刀杠的最高处,刀膛测量部位为对应刀杠的最低处。均距刀头8mm、刀根10mm处及中间三点测试。5.5.2夹钢理发刀的刀背厚度采用干分尺测量,测量部位为对应刀面的中间测一点,及各距中间20mm处测二点。
5.6其他试验
外观及其他试验,均采用手感目视测定。6检验规则
6.1产品必须经制造厂检验部门检验合格方可出厂。6.2产品检验分为出厂检验和型式检验,均采用每百单位不合格品数计算。6.3出厂检验按GB/T2828的规定进行,采用正常检查一次抽样方案。6.3.1出厂检验的项目、不合格分类、合格质量水平、检查水平见表3。434
检验项目
锋利度
刀体厚度
技术要求
QB/T1923—1993
试验方法
出厂检验的样本大小、判定数组见表4。批
151~500
501~1200
1201~10000
样本大小
不合格分类
合格质量水平(AQL)
AQL= 4. 0
检查水平
6.3.3经出厂检验判定为合格批时,交货方应将出厂检验项目不合格品以随机抽样的合格品代替方可提交。若判定为不合格批时,该批产品由交货方返工整理后才能再次提交检验。6.4型式检验按GB/T2829的规定进行,采用判别水平Ⅱ一次抽样方案。6.4.1有下列情况之一时,一般进行型式检验。新产品或老产品转厂生产的定型鉴定;a.
正式生产后,当结构、材料、工艺有较大改变,可能影响产品性能时,正常生产时,每年不少于次;
产品停产半年以上,恢复生产时,上级质量监督机构或收货单位提出进行型式检验的要求时型式检验样本从经出厂检验合格批中抽取,n=10,按表5的项目检查。表5bzxz.net
组别序号
检验项目
锋利度
表面粗糙度
刀体厚度
金相组织
技术要求
试验方法
不合格分类
不合格质量水平(RQL)
判定数组
样本大小
QB/T 1923---- 1993
6.4.3经型式检验被判为不合格,在有下列情况之一时,并征得上级主管质量部门的许可,可重新进行型式检验。
因试验设备故障或操作错误而影响检验结果时;a.
因受检企业提出复验要求时;
企业采取必要的纠正措施时。
7标志、包装、运输、存
7.1标志
7.1.1产品标志应符合4.9条规定。7.1.2内包装盒或袋上应标明产品名称、规格型号、商标、制造厂名。7.2包装
7.2.1内包装盒或袋内应附有使用说明书及标明标准号,合格证上应注明检验员工号、制造日期。7.2.2外包装箱内应衬防潮纸,箱外注明产品名称、规格型号、货号、数量、重量、体积、出厂日期、制造广名及相应的贮运标记。
7.3运输
在运输过程中,严禁雨淋受潮和剧烈碰撞。7.4贮存
产品应贮存在通风干燥,相对湿度小于80%的仓库中,箱体应距地面200mm以上,周围应无腐蚀性化学物品。
7.5在符合7.3和7.4条规定的条件下,自出厂日起,产品贮存保质期为一年。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国日用五金标准化中心归口。本标准由上海新中华刀剪厂、天津理发器具厂、扬州理发工具厂负责起草。本标准主要起草人李浩新、潘禧祥、丁克明、徐友鹏。自本标准实施之日起,原轻工业部部标准SG93-1981《理发刀》作废。436
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
理发刀
1主题内容与适用范围
QB/T 1923
本标准规定了理发刀的产品分类、技术要求、试验方法、检验规则以及标志、包装、运输、贮存等内容。
本标准适用于剃须及类似用途的理发刀。2引用标准
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T2829
GB/T6062轮廓法触针式表面粗糙度测定仪轮廊记录仪及中线制轮廊计3产品分类
3.1理发刀刀身型式
3.1.1全钢理发刀,用汉语拼音Q表示。3.1.2夹钢理发刀,用汉语拼音J表示。3.2理发刀典型结构(见图1)
中华人民共和国轻工业部1994-01-06批准432
全钢理发刀
1994-08-01实施
3.3产品型号命名
4技术要求
4.1硬度
QB/T1923--1993
夹钢理发刀
1--刀背,2—刀头:3-—刀面:4—刀根;5—商标:6—尾面,7—铆钉;8-刀柄;9—刃口,10—刀杠;11—刀膜设计序号(用阿拉伯数字表示)-型式代号(全钢:Q;夹钢:J)理发刀
理发工具
硬度应符合表1规定。
合金钢
不锈钢
4.2金相组织
金相组织应符合表2规定。
合金钢
4.3锋利度
刃口应锋利,能腾空削断头发一根。表2
硬度值HV
713~856
≥688
针状回火马氏体+粒状碳化物
隐针状回火马氏体十粒状碳化物十少盘残余奥氏体4.4刃口
4.4.1刃口应呈一直线,开口线宽度应均-致。KAKAca
QB/T 1923-1993
4.4.2刃口应无卷口、缺口、白口、裂纹等缺陷。4.5表面粗糙度
4.5.1全钢理发刀的刀背、刀面、尾面的表面粗糙度均为R。0.4um。4.5.2夹钢理发刀的刀背、尾面的表面粗糙度均为R.0.4pm,刀面的表面粗糙度为R.1.6um。4.6刀体厚度
4.6.1全钢理发刀的刀杠厚度为0.20±%.gmm。4.6.2全钢理发刀的刀膛厚度应不小于0.14mm,但必须小于刀杠厚度。4.6.3夹钢理发刀的刀背厚度为(6.20.3)mm。4.7装配
刀体与刀柄应铆合牢固、开启灵活、松紧适中,刀体关入刀柄时,应无碰刃和露刃现象。4.8外观
4.8.1刀体表面应无斑点、波浪形等缺陷,牙纹应清晰。4.8.2刀柄应表面光滑,无划伤、裂缝及明显缩形,移印图案、字迹应清晰完整。4.8.3铆钉应圆滑完整,无毛刺。4.9标志
产品上必须标明厂名或商标,并应清晰完整。5试验方法
5.1硬度试验
采用维氏硬度计,测试载荷为1000g,测试部位取距刀头8mm处和距刀根10mm处各测-一点,各点距刃口线3~5mm。
5.2金相组织试验
采用金相显微镜,其观测部位为刃口中部横截面,距刃口3~5mm处,按《工具钢图谱》评定。5.3锋利度试验
将头发根伸出手指15mm左右,平推削断,测试部位为距刀根10mm、刀头8mm之间任取三点。5.4表面粗糙度试验
采用符合GB/T6062规定的表面粗糙度测量仪或粗糙度样板对照,用测量仪仲裁。5.5刀体厚度试验
5.5.1全钢理发刀的刀杠和刀膛均采用千分尺测量,刀杠测量部位为刀杠的最高处,刀膛测量部位为对应刀杠的最低处。均距刀头8mm、刀根10mm处及中间三点测试。5.5.2夹钢理发刀的刀背厚度采用干分尺测量,测量部位为对应刀面的中间测一点,及各距中间20mm处测二点。
5.6其他试验
外观及其他试验,均采用手感目视测定。6检验规则
6.1产品必须经制造厂检验部门检验合格方可出厂。6.2产品检验分为出厂检验和型式检验,均采用每百单位不合格品数计算。6.3出厂检验按GB/T2828的规定进行,采用正常检查一次抽样方案。6.3.1出厂检验的项目、不合格分类、合格质量水平、检查水平见表3。434
检验项目
锋利度
刀体厚度
技术要求
QB/T1923—1993
试验方法
出厂检验的样本大小、判定数组见表4。批
151~500
501~1200
1201~10000
样本大小
不合格分类
合格质量水平(AQL)
AQL= 4. 0
检查水平
6.3.3经出厂检验判定为合格批时,交货方应将出厂检验项目不合格品以随机抽样的合格品代替方可提交。若判定为不合格批时,该批产品由交货方返工整理后才能再次提交检验。6.4型式检验按GB/T2829的规定进行,采用判别水平Ⅱ一次抽样方案。6.4.1有下列情况之一时,一般进行型式检验。新产品或老产品转厂生产的定型鉴定;a.
正式生产后,当结构、材料、工艺有较大改变,可能影响产品性能时,正常生产时,每年不少于次;
产品停产半年以上,恢复生产时,上级质量监督机构或收货单位提出进行型式检验的要求时型式检验样本从经出厂检验合格批中抽取,n=10,按表5的项目检查。表5bzxz.net
组别序号
检验项目
锋利度
表面粗糙度
刀体厚度
金相组织
技术要求
试验方法
不合格分类
不合格质量水平(RQL)
判定数组
样本大小
QB/T 1923---- 1993
6.4.3经型式检验被判为不合格,在有下列情况之一时,并征得上级主管质量部门的许可,可重新进行型式检验。
因试验设备故障或操作错误而影响检验结果时;a.
因受检企业提出复验要求时;
企业采取必要的纠正措施时。
7标志、包装、运输、存
7.1标志
7.1.1产品标志应符合4.9条规定。7.1.2内包装盒或袋上应标明产品名称、规格型号、商标、制造厂名。7.2包装
7.2.1内包装盒或袋内应附有使用说明书及标明标准号,合格证上应注明检验员工号、制造日期。7.2.2外包装箱内应衬防潮纸,箱外注明产品名称、规格型号、货号、数量、重量、体积、出厂日期、制造广名及相应的贮运标记。
7.3运输
在运输过程中,严禁雨淋受潮和剧烈碰撞。7.4贮存
产品应贮存在通风干燥,相对湿度小于80%的仓库中,箱体应距地面200mm以上,周围应无腐蚀性化学物品。
7.5在符合7.3和7.4条规定的条件下,自出厂日起,产品贮存保质期为一年。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国日用五金标准化中心归口。本标准由上海新中华刀剪厂、天津理发器具厂、扬州理发工具厂负责起草。本标准主要起草人李浩新、潘禧祥、丁克明、徐友鹏。自本标准实施之日起,原轻工业部部标准SG93-1981《理发刀》作废。436
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。