QB/T 1911—1993
基本信息
标准号: QB/T 1911—1993
中文名称:钟用HPb59-1铅黄铜板和带
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:91978

标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1911—1993.
4.3尺寸极限偏差及形位公差
4.3.1板﹑带材的尺寸及极限偏差应符合表1规定。
4.3.2每批可交付短尺材,条材重量不大于总重量的20%,长度不小于600 mm,带材重量不大于总重量的15%,长度不小于2 000 mm。
4.3.3板、带材应平直,不允许有经矫平后仍不能去除的波浪形,其平面度不大于宽度尺寸的1/100。
4.3.4板﹑带材的侧边直线度不大于长度尺寸的4/1 00o。
4.3.5板材端部切斜每100 mm宽度不超过5 mm。
4.4外观质量
4.4.1板、带材表面应光滑,不允许有裂缝及分层。局部轻微的划伤、凹坑、压人物、斑点、起皮、压折等缺陷的深度,不得超过板,带材厚度极限偏差之半。
4.4.2不允许有经酸洗后仍不能去除的轻微氧化色,油迹、水迹、绿锈等缺陷。
4.4.3 板﹑带材两边应切齐,无裂边和卷边,不允许有明显的毛刺。
4.5表面粗糙度`
表面粗糙度R值不大于1.6 um.
5试验方法
5.1化学成分分析
化学成分的分析按GB/T 5122的规定进行。
5.2机械性能试验
硬度试验用维氏硬度计或显微维氏硬度计按GB/T 4340或GB/T 4342的规定进行。
5.3尺寸极限偏差及形位公差检测
厚度用精度为О级的千分尺在距边部大于2 mm 处检测;宽度及板材端部切斜用分度值为0.02 mm的游标卡尺检测;长度用卷尺检测;平面度检测,在板、带材平面最高处沿垂直轧制方向进行剪切,用直尺及标准塞片检测;侧边直线度用直尺及分度值为0.02 mm的游标卡尺检测。
5.4外观质量检查
板、带材的外观质量用目测检查,对表面缺陷深度,用精度为0级的百分表进行检测。
5.5表面粗糙度检测
表面粗糙度用比较法或光切显微镜进行检测。
6检验规则
4.3尺寸极限偏差及形位公差
4.3.1板﹑带材的尺寸及极限偏差应符合表1规定。
4.3.2每批可交付短尺材,条材重量不大于总重量的20%,长度不小于600 mm,带材重量不大于总重量的15%,长度不小于2 000 mm。
4.3.3板、带材应平直,不允许有经矫平后仍不能去除的波浪形,其平面度不大于宽度尺寸的1/100。
4.3.4板﹑带材的侧边直线度不大于长度尺寸的4/1 00o。
4.3.5板材端部切斜每100 mm宽度不超过5 mm。
4.4外观质量
4.4.1板、带材表面应光滑,不允许有裂缝及分层。局部轻微的划伤、凹坑、压人物、斑点、起皮、压折等缺陷的深度,不得超过板,带材厚度极限偏差之半。
4.4.2不允许有经酸洗后仍不能去除的轻微氧化色,油迹、水迹、绿锈等缺陷。
4.4.3 板﹑带材两边应切齐,无裂边和卷边,不允许有明显的毛刺。
4.5表面粗糙度`
表面粗糙度R值不大于1.6 um.
5试验方法
5.1化学成分分析
化学成分的分析按GB/T 5122的规定进行。
5.2机械性能试验
硬度试验用维氏硬度计或显微维氏硬度计按GB/T 4340或GB/T 4342的规定进行。
5.3尺寸极限偏差及形位公差检测
厚度用精度为О级的千分尺在距边部大于2 mm 处检测;宽度及板材端部切斜用分度值为0.02 mm的游标卡尺检测;长度用卷尺检测;平面度检测,在板、带材平面最高处沿垂直轧制方向进行剪切,用直尺及标准塞片检测;侧边直线度用直尺及分度值为0.02 mm的游标卡尺检测。
5.4外观质量检查
板、带材的外观质量用目测检查,对表面缺陷深度,用精度为0级的百分表进行检测。
5.5表面粗糙度检测
表面粗糙度用比较法或光切显微镜进行检测。
6检验规则
标准图片预览
标准内容
中华人民共和国轻工行业标准
钟用HPb59-1铅黄铜板和带
1主题内容与适用范围
QB/T1911—1993
本标准规定了钟用HPb59-1铅黄锡板和带的产品分类、技术要求、试验方法.检验规则与包装、标志、运输、贮存。
本标准适用于制造钟零件用HPb59-1铅黄铜板和带材。2引用标准
GB/T4340金属维氏硬度试验方法GB/T 4342
金属显微维氏硬度试验方法
黄铜化学分析方法
GB/T 5122
GB/T8888重有色金属加工产品的包装、标志、运输和贮存3产品分类
3.1产品按形状分为板材和带材两类。a.
直条状为板材;
圈状为带材。
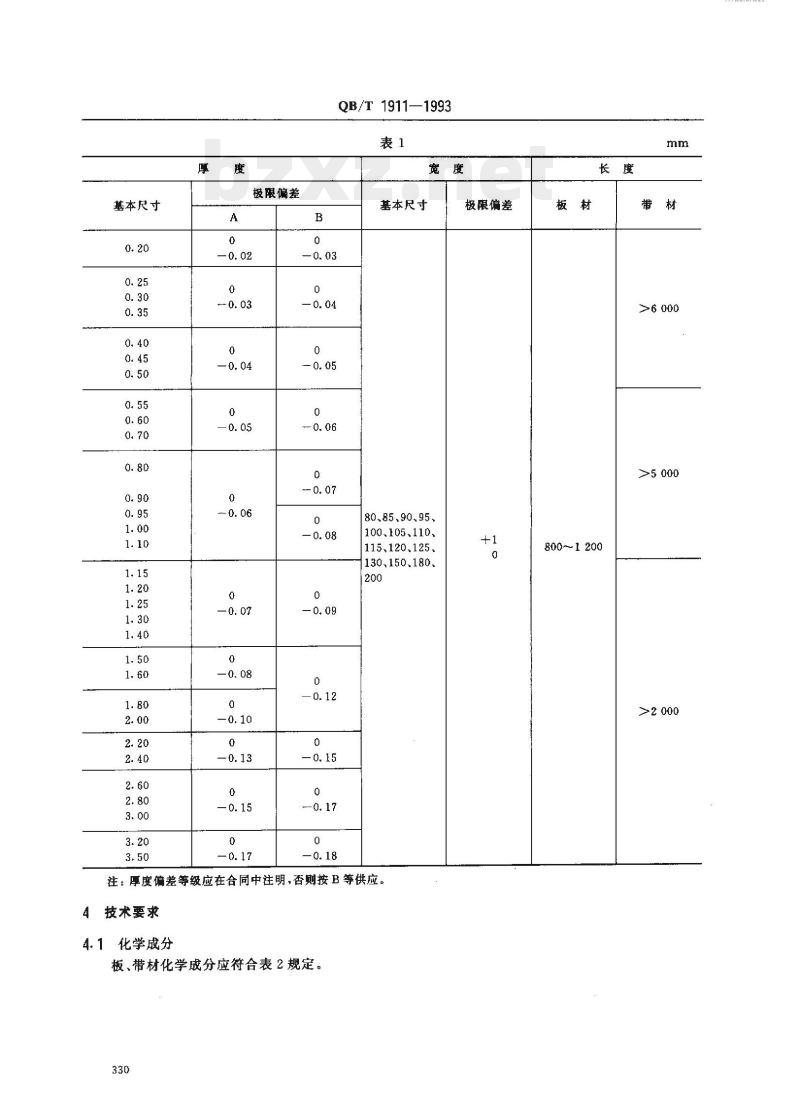
3.2板、带材尺寸规格见表1规定。3.3板、带材按状态分为:
特硬(T);
b.硬(Y);
半硬(1/2Y,Y2);
3.4标记示例
用HPb59-1制成的厚度为0.50mm、宽度100mm,硬态、厚度极限偏差为A等的带材,标记为:带HPb59-1Y0.50×100AQB/T1911中华人民共和国轻工业部1994-01-06批准1994-08-01实施
基本尺寸
极限偏差
QB/T1911—1993
基本尺寸
— 0. 17免费标准bzxz.net
— 0. 04
80.85.90.95.
100.105、110、
115,120,125.
130、150.180.
注:厚度偏差等级应在合同中注明,否则按B等供应。技术要求
4.1化学成分
板、带材化学成分应符合表2规定。330
极限偏差
800~~1200
>5 000
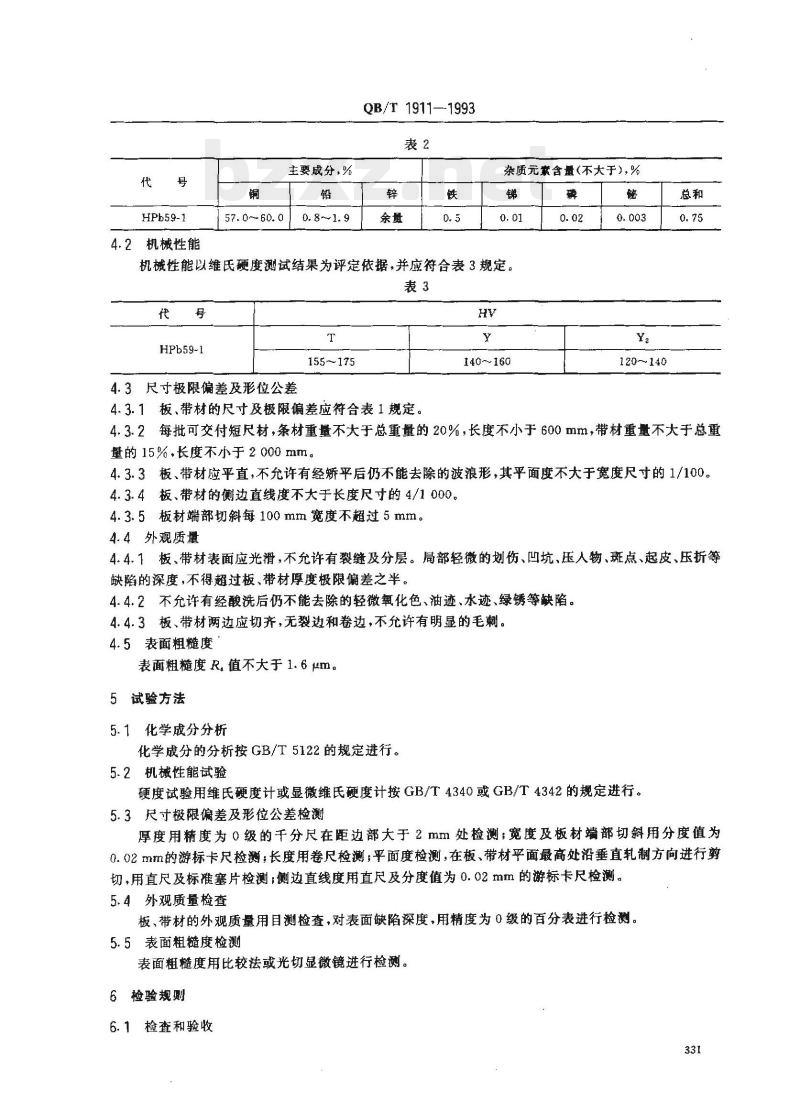
HPb59-1
4.2机械性能
主要成分,%
57.0~50.0
QB/T 1911—1993
杂质元素含量(不大于),%
机械性能以维氏硬度测试结果为评定依据,并应符合表3规定。表3
HPb59-1
4.3尺寸极限偏差及形位公差
155~175
4.3.1板,带材的尺寸及极限偏差应符合表1规定。HV
140~160
120~140
4.3.2每批可交付短尺材,条材重量不大于总重量的20%,长度不小于600mm,带材重量不大于总重量的15%.长度不小于2000mm。
4.3.3板、带材应平直,不允许有经矫平后仍不能去除的波浪形,其平面度不大于宽度尺寸的1/100。4.3.4板、带材的侧边直线度不大于长度尺寸的4/1000。4.3.5板材端部切斜每100mm宽度不超过5mm。4.4外观质量
4.4.1板、带材表面应光滑,不允许有裂缝及分层。局部轻微的划伤、凹坑、压人物、斑点、起皮、压折等缺陷的深度,不得超过板、带材厚度极限偏差之半。4.4.2不允许有经酸洗后仍不能去除的轻微氧化色、油迹、水迹、绿锈等缺陷。4.4.3板、带材两边应切齐,无裂边和卷边,不允许有明显的毛刺。4.5表面粗糙度
表面粗糙度R。值不大于1.6um。5试验方法
5.1化学成分分析
化学成分的分析按GB/T5122的规定进行。5.2机械性能试验
硬度试验用维氏硬度计或显微维氏硬度计按GB/T4340或GB/T4342的规定进行。5.3尺寸极限偏差及形位公差检测厚度用精度为0级的千分尺在距边部大于2mm处检测;宽度及板材端部切斜用分度值为0.02mm的游标卡尺检测;长度用卷尺检测,平面度检测,在板、带材平面最高处沿垂直轧制方向进行剪切,用直尺及标准塞片检测;侧边直线度用直尺及分度值为0.02mm的游标卡尺检测。5.4外观质量检查
板,带材的外观质量用目测检查,对表面缺陷深度,用精度为0级的百分表进行检测。5.5表面粗糙度检测
表面粗糙度用比较法或光切显微镜进行检测。6检验规则
6.1检查和验收
QB/T 1911-1993
6.1.1板、带材由供方技术质量监督部门检验,产品质量应符合本标准第4章的要求,并提供产品质量保证书。
6.1.2需方必须在收货之日起两个月内验收完毕。6.2组批
板、带材应编批交验,每批应由同一牌号,同一规格和状态的产品组成。6.3检验项目
每批板、带材均须按技术要求第4.1~4.5条逐项检验。6.4取样数量
6.4.1化学成分的分析,每批板、带材任取一个试样。6.4.2机械性能试验,每批任取三张(卷),每张(卷)取一个试样。6.4.3板、带材的外观质量、尺寸极限偏差及形位公差、表面粗糙度,应每张(卷)进行检查。6.5重复试验
各项试验中,如有一个项目的试验结果不合格,应从该批中再取双倍试样进行该不合格项目的复验。复验结果仍有一个试样不合格,则该批判为不合格品。7标志、包装、运输、贮存
板、带材的标志、包装、运输、贮存按GB/T8888的规定进行。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国钟表标准化中心归口。本标准由上海钟表铜材厂负责起草。本标准主要起草人高蓓。
本标准第一次修订。
自本标准实施之日起,原轻工业部部标准QB876—1983钟用59—1铅黄铜条和带》废止。332
TKAKAca
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
钟用HPb59-1铅黄铜板和带
1主题内容与适用范围
QB/T1911—1993
本标准规定了钟用HPb59-1铅黄锡板和带的产品分类、技术要求、试验方法.检验规则与包装、标志、运输、贮存。
本标准适用于制造钟零件用HPb59-1铅黄铜板和带材。2引用标准
GB/T4340金属维氏硬度试验方法GB/T 4342
金属显微维氏硬度试验方法
黄铜化学分析方法
GB/T 5122
GB/T8888重有色金属加工产品的包装、标志、运输和贮存3产品分类
3.1产品按形状分为板材和带材两类。a.
直条状为板材;
圈状为带材。
3.2板、带材尺寸规格见表1规定。3.3板、带材按状态分为:
特硬(T);
b.硬(Y);
半硬(1/2Y,Y2);
3.4标记示例
用HPb59-1制成的厚度为0.50mm、宽度100mm,硬态、厚度极限偏差为A等的带材,标记为:带HPb59-1Y0.50×100AQB/T1911中华人民共和国轻工业部1994-01-06批准1994-08-01实施
基本尺寸
极限偏差
QB/T1911—1993
基本尺寸
— 0. 17免费标准bzxz.net
— 0. 04
80.85.90.95.
100.105、110、
115,120,125.
130、150.180.
注:厚度偏差等级应在合同中注明,否则按B等供应。技术要求
4.1化学成分
板、带材化学成分应符合表2规定。330
极限偏差
800~~1200
>5 000
HPb59-1
4.2机械性能
主要成分,%
57.0~50.0
QB/T 1911—1993
杂质元素含量(不大于),%
机械性能以维氏硬度测试结果为评定依据,并应符合表3规定。表3
HPb59-1
4.3尺寸极限偏差及形位公差
155~175
4.3.1板,带材的尺寸及极限偏差应符合表1规定。HV
140~160
120~140
4.3.2每批可交付短尺材,条材重量不大于总重量的20%,长度不小于600mm,带材重量不大于总重量的15%.长度不小于2000mm。
4.3.3板、带材应平直,不允许有经矫平后仍不能去除的波浪形,其平面度不大于宽度尺寸的1/100。4.3.4板、带材的侧边直线度不大于长度尺寸的4/1000。4.3.5板材端部切斜每100mm宽度不超过5mm。4.4外观质量
4.4.1板、带材表面应光滑,不允许有裂缝及分层。局部轻微的划伤、凹坑、压人物、斑点、起皮、压折等缺陷的深度,不得超过板、带材厚度极限偏差之半。4.4.2不允许有经酸洗后仍不能去除的轻微氧化色、油迹、水迹、绿锈等缺陷。4.4.3板、带材两边应切齐,无裂边和卷边,不允许有明显的毛刺。4.5表面粗糙度
表面粗糙度R。值不大于1.6um。5试验方法
5.1化学成分分析
化学成分的分析按GB/T5122的规定进行。5.2机械性能试验
硬度试验用维氏硬度计或显微维氏硬度计按GB/T4340或GB/T4342的规定进行。5.3尺寸极限偏差及形位公差检测厚度用精度为0级的千分尺在距边部大于2mm处检测;宽度及板材端部切斜用分度值为0.02mm的游标卡尺检测;长度用卷尺检测,平面度检测,在板、带材平面最高处沿垂直轧制方向进行剪切,用直尺及标准塞片检测;侧边直线度用直尺及分度值为0.02mm的游标卡尺检测。5.4外观质量检查
板,带材的外观质量用目测检查,对表面缺陷深度,用精度为0级的百分表进行检测。5.5表面粗糙度检测
表面粗糙度用比较法或光切显微镜进行检测。6检验规则
6.1检查和验收
QB/T 1911-1993
6.1.1板、带材由供方技术质量监督部门检验,产品质量应符合本标准第4章的要求,并提供产品质量保证书。
6.1.2需方必须在收货之日起两个月内验收完毕。6.2组批
板、带材应编批交验,每批应由同一牌号,同一规格和状态的产品组成。6.3检验项目
每批板、带材均须按技术要求第4.1~4.5条逐项检验。6.4取样数量
6.4.1化学成分的分析,每批板、带材任取一个试样。6.4.2机械性能试验,每批任取三张(卷),每张(卷)取一个试样。6.4.3板、带材的外观质量、尺寸极限偏差及形位公差、表面粗糙度,应每张(卷)进行检查。6.5重复试验
各项试验中,如有一个项目的试验结果不合格,应从该批中再取双倍试样进行该不合格项目的复验。复验结果仍有一个试样不合格,则该批判为不合格品。7标志、包装、运输、贮存
板、带材的标志、包装、运输、贮存按GB/T8888的规定进行。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国钟表标准化中心归口。本标准由上海钟表铜材厂负责起草。本标准主要起草人高蓓。
本标准第一次修订。
自本标准实施之日起,原轻工业部部标准QB876—1983钟用59—1铅黄铜条和带》废止。332
TKAKAca
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。