基本信息
标准号:
JT/T 185.1-2002
中文名称:耙吸挖泥船专用设备修理技术要求第1部分:耙头
标准类别:交通行业标准(JT)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:563.11 KB
相关标签:
挖泥船
专用设备
修理
技术
标准分类号
关联标准
出版信息
相关单位信息
标准简介
JT/T 185.1-2002 Technical requirement for repairing special equipment of fralling bopper suction dredgers Part 1:Duaghead.
1范围
JT/T 185.1规定了软硬两类型耙头的修理技术要求。
JT/T 185.1适用于耙吸挖泥船耙头的修理与换新。
2耙头的修理技术要求
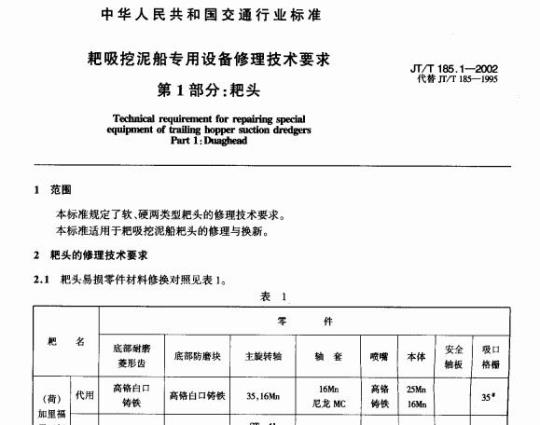
2.1耙头易损零件材料修换对照见表1。
3.1.1材料:采用 25Mn、16Mn。
3.1.2应尽量采用二氧化碳 气体保护焊焊接,焊接时应采取防止或减少焊接变形的措施。
3.1.3活 动罩体底部两面应用弯尺测量,垂直度偏差不应超过0.3/100。
3.1.4活动罩体左右侧板应 和旋转轴孔中心线垂直,垂直度偏差不应超过0.3/100,两轴孔中心线同轴
度应小于或等于0.04/ 100。
3.1.5活动罩体尺寸 小、L2与设计尺寸误差不应超过+ 2mm。
3.1.6活动罩与固定体相互配合的旋转部分,在旋转角度范围内用样板检测弧面,圆度不应大于2mm。
3.1.7为保证活动罩与固定体的装配间隙,活动罩的止位板可适当调整厚度,但厚度差不应大于3mm。
3.1.8活动罩的纵向 筋板焊接应尽量采用间断焊,以减少焊接变形。
3.2耙头固定 体技术要求
耙头固定体见图4。
3.2.1材料:采用 25Mn、16Mn。
3.2.2应尽量采用二氧化碳 气体保护焊焊接,焊接时应采取防止或减少焊接变形的措施。
3.2.3固定体左右侧板应和 B面垂直,垂直度不应超过0.3/100。
3.2.4 B 面接口法兰平面应平直,平面度不应超过0. 2/100.
3.2.5固定体和活动罩相互配合的旋转部分,在旋转角度范围内用样板检测弧面,圆度不应大于2mm。
3.2.6件号1与件号3应与耙头过渡段配钻。
3.2.7止位板2可视装配间隙要求适当调整厚度,亦可做成不等厚度,但厚度差不应大于3mm。
3.2.8尺寸 L与设计尺寸误差不应超过土2mm。
标准内容
中华人民共和国交通行业标准
JT/T 185.1~185.6—2002
耙吸挖泥船专用设备修理技术要求
Technical requirement for repairing special equipment of trailing hopper suction dredgers
2002-03-07发布
中华人民共和国交通部 发布
2002-05-01实施
本标准《耙吸挖泥船专用设备修理技术要求》分为六个部分:
第1部分:枪头;
第2部分:水平滑动式舱门;
第3部分:箱形舱门;
第4部分:圆锥形泥门;
第5部分:液压闸阀;
第6部分:耙管。
JT/T 185.1—2002为本标准的第1部分,代替JT/T 185—1995《耙吸式挖泥船枪头技术要求》。
与1995版相比,本部分主要变化如下:
——调整了材料要求;
——取消了喷涂工艺;
——规定了耐磨层厚度要求。
JT/T 185为挖泥船修理技术要求系列标准中的第五项标准,相关系列标准包括挖泥船疏浚系统、抓斗挖泥船及其他专用设备修理技术要求等多个部分,覆盖挖泥船关键部件的检修与维护。
本标准由交通部水运司提出并归口。
本标准起草单位:交通部科学研究院、中国港湾建设(集团)总公司、上海航道局、天津航道局、广州航道局、长江航道局等单位。
本标准主要起草人:郭产费、王玉铭、郑建宁、郭茂成、张武尘、黄灿坚、章志新等。
本标准于1978年首次发布,1995年第一次修订。
1 范围
本标准规定了软、硬两类型枪头的修理技术要求。
本标准适用于耙吸挖泥船枪头的修理与换新。
2 枪头的修理技术要求
2.1 枪头易损零件材料修换对照见表1。
表1 枪头易损零件材料对照(节选)
包括部件:固定枪头、加重枪头等。
材料涉及铸钢、合金钢及相关耐磨材料。
具体代用材料与原材料对照按表中规定执行。
(注:原表中包含材料代号如SCMnIA、Cr等及对应部件替换关系。)
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。






