GB/T 4675.4-1984
基本信息
标准号: GB/T 4675.4-1984
中文名称:焊接性试验 压板对接(FISCO)焊接裂纹试验方法
标准类别:国家标准(GB)
英文名称: Weldability test - FISCO welding crack test method
标准状态:已作废
发布日期:1984-07-28
实施日期:1985-05-01
作废日期:2005-10-14
出版语种:简体中文
下载格式:.rar.pdf
下载大小:73619
标准分类号
标准ICS号:机械制造>>焊接、钎焊和低温焊>>25.160.40焊接接头
中标分类号:机械>>加工工艺>>J33焊接与切割
关联标准
采标情况:=JIS E 3155-79
出版信息
页数:5页
标准价格:8.0 元
相关单位信息
复审日期:2004-10-14
起草单位:哈尔滨焊接所
发布部门:国家标准局
主管部门:国家标准化管理委员会
标准简介
本标准适用于GB 981-76《低碳钢和低合金高强度钢焊条》和GB 983-76《不锈钢焊条》等焊条的焊接裂纹试验。 GB/T 4675.4-1984 焊接性试验 压板对接(FISCO)焊接裂纹试验方法 GB/T4675.4-1984 标准下载解压密码:www.bzxz.net
标准图片预览
焊接裂纹试验方法")
焊接裂纹试验方法")
焊接裂纹试验方法")
焊接裂纹试验方法")
焊接裂纹试验方法")
标准内容
中华人民共和国国家标准
焊接性试验
压板对接(FISCO)焊接裂纹
试验方法
Weldabillty testing
Method of FIsco cracking testUDC 621.791.058
.86: 620.192
GB 4675.4—84
本标准适用于GB981—76《低碳钢和低合金高强度钢焊条》和GB983-76《不锈钢焊条》等焊条的焊接裂纹试验。
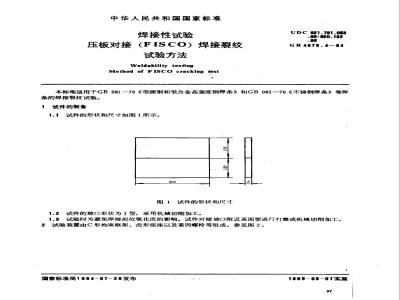
1试件的制备
1.1试件的形状和尺寸如图1所示。200
图1试件的形状和尺寸
1.2试件的坡口形状为I型,采用机械切削加工。1.3试验时为避免焊接部位氧化皮的影响,试件对接坡口附近表面要进行打磨或机械切削加工。2试验装置由C形拘束框架、齿形底座以及紧固螺栓等组成。参见图2。国家标准局1984~07-28发布bzxz.net
1985-0$-01实施
3试验步骤
GB 4875. 4--84
图2试验装置示意图
.1将试件安装在图2所示的试验装置里,在试件坡口的两端按试验要求装入相应尺寸的塞片,以保证坡口间隙。坡口的间隙可在0~6 mm范围内变化。3.2将水平方向的螺栓紧固,紧到顶住试件即可。垂直方向的螺栓要用测力板手,以1200kgf·cm的扭矩繁固好。
3.3按图3所示,顺次焊接4条长约40mm的试验焊缝,焊缝间距约10mm。焊接弧坑原则上不填满。
3.4焊接结束后约10min将试件从试验装置中取出。3.5试件冷却后,将试件焊缝轴向弯断,观察断面有无裂纹并测量裂纹长度。试验焊缝
图3试验焊缝的位置
4计算方法
,按图4,对4条焊缝断面上所测得的裂纹长度采用下列公式计算裂率。98
式中:C——裂纹率,%,
GB 4675.4—-84
Zli -m
一四条试验焊缝的裂纹长度之和,L——四条试验焊缝的长度之和。Mti
x100(%)
图4裂纹长度的计算
5记录
试验白期、时间、环境温度和湿度。5.1
5.2试件的钢号及化学成分、试件状态、试件厚度及其轧制方向和塞片厚度。5.3焊前试件温度、焊接电源的种类、焊接极性、焊条化学成分或牌号、焊条直径、焊条的烘干温度和时间、焊接电流、焊接电压和焊接速度。5.4试件检测时间和方法。
5.5试验结果:裂纹长度及其裂纹率。A.1
GB 4675.4—84
附录A
《压板对接(FISCO)焊接裂纹试验方法》说明(补充件)
压板对接(FISCO)焊接裂纹试验方法的试验装置装配图(参见下图)。420
C形拘束框架装配图
1 C 形拘束框架,2试件, 3—紧固螺栓;4一齿形底座,5 一塞片,6 一调整板100
GB4675.4--84
附加说明:
本标准等效日本1981年版JISZ3155一1979《C形拘束对接焊接裂纹试验方法》。本标准由中华人民共和国机械工业部提出。本标准由哈尔滨焊接研究所起草。本标准主要起草人俞继伦、郭寿汾、崔凤池。101
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
焊接性试验
压板对接(FISCO)焊接裂纹
试验方法
Weldabillty testing
Method of FIsco cracking testUDC 621.791.058
.86: 620.192
GB 4675.4—84
本标准适用于GB981—76《低碳钢和低合金高强度钢焊条》和GB983-76《不锈钢焊条》等焊条的焊接裂纹试验。
1试件的制备
1.1试件的形状和尺寸如图1所示。200
图1试件的形状和尺寸
1.2试件的坡口形状为I型,采用机械切削加工。1.3试验时为避免焊接部位氧化皮的影响,试件对接坡口附近表面要进行打磨或机械切削加工。2试验装置由C形拘束框架、齿形底座以及紧固螺栓等组成。参见图2。国家标准局1984~07-28发布bzxz.net
1985-0$-01实施
3试验步骤
GB 4875. 4--84
图2试验装置示意图
.1将试件安装在图2所示的试验装置里,在试件坡口的两端按试验要求装入相应尺寸的塞片,以保证坡口间隙。坡口的间隙可在0~6 mm范围内变化。3.2将水平方向的螺栓紧固,紧到顶住试件即可。垂直方向的螺栓要用测力板手,以1200kgf·cm的扭矩繁固好。
3.3按图3所示,顺次焊接4条长约40mm的试验焊缝,焊缝间距约10mm。焊接弧坑原则上不填满。
3.4焊接结束后约10min将试件从试验装置中取出。3.5试件冷却后,将试件焊缝轴向弯断,观察断面有无裂纹并测量裂纹长度。试验焊缝
图3试验焊缝的位置
4计算方法
,按图4,对4条焊缝断面上所测得的裂纹长度采用下列公式计算裂率。98
式中:C——裂纹率,%,
GB 4675.4—-84
Zli -m
一四条试验焊缝的裂纹长度之和,L——四条试验焊缝的长度之和。Mti
x100(%)
图4裂纹长度的计算
5记录
试验白期、时间、环境温度和湿度。5.1
5.2试件的钢号及化学成分、试件状态、试件厚度及其轧制方向和塞片厚度。5.3焊前试件温度、焊接电源的种类、焊接极性、焊条化学成分或牌号、焊条直径、焊条的烘干温度和时间、焊接电流、焊接电压和焊接速度。5.4试件检测时间和方法。
5.5试验结果:裂纹长度及其裂纹率。A.1
GB 4675.4—84
附录A
《压板对接(FISCO)焊接裂纹试验方法》说明(补充件)
压板对接(FISCO)焊接裂纹试验方法的试验装置装配图(参见下图)。420
C形拘束框架装配图
1 C 形拘束框架,2试件, 3—紧固螺栓;4一齿形底座,5 一塞片,6 一调整板100
GB4675.4--84
附加说明:
本标准等效日本1981年版JISZ3155一1979《C形拘束对接焊接裂纹试验方法》。本标准由中华人民共和国机械工业部提出。本标准由哈尔滨焊接研究所起草。本标准主要起草人俞继伦、郭寿汾、崔凤池。101
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。