SC/T 8085-1994
基本信息
标准号: SC/T 8085-1994
中文名称:渔船尾柱毂孔与尾轴管的技术要求
标准类别:水产行业标准(SC)
标准状态:现行
发布日期:1994-11-01
实施日期:1995-01-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:58488
标准分类号
中标分类号:>>>>U3 船舶>>船用主辅机>>U48轴系设备
关联标准
替代情况:替代SC 85-82
出版信息
出版社:中国标准出版社
页数:2页
标准价格:8.0 元
出版日期:1995-01-01
相关单位信息
起草人:挥玉成、封鸿钧
起草单位:上海渔轮厂
提出单位:全国渔船标准化技术委员会
发布部门:中华人民共和国农业部
标准简介
本标准规定了钢质渔船建造时尾柱毂孔与尾轴管加工安装的技术要求。本标准适用于钢质渔船建造时尾柱毂孔与尾轴管加工的验收。 SC/T 8085-1994 渔船尾柱毂孔与尾轴管的技术要求 SC/T8085-1994 标准下载解压密码:www.bzxz.net
标准图片预览


标准内容
中华人民共和国水产行业标准
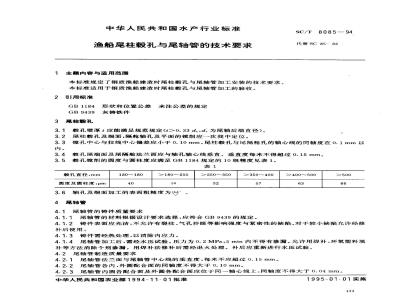
渔船尾柱毂孔与尾轴管的技术要求1主题内容与适用范围
本标准规定了钢质渔船建造时尾柱毂孔与尾轴管加工安装的技术要求。本标准适用于钢质渔船建造时尾柱毂孔与尾轴管加工的验收。2引用标准
GB1184形状和位置公差未注公差的规定GB9439灰铸铁件
3尾柱毂孔
3.1毂孔壁厚t应能满足规范规定(t>0.33d。,d。为尾轴后端直径)。3.2尾柱毂孔及端面,隔舱轴孔及平面的镗削应一次找中定位。SC/T 8085--94
代替SC85--82
3.3镗孔中心与拉线中心偏差应小于0.10mm。尾柱毂孔与尾隔舱孔的轴心线的同轴度在0.1mm以内。
3.4毂孔尾端面及尾隔舱法兰面应与轴孔轴心线垂直。垂直度每米不得超过0.15mm。3.5毂孔削的圆度与圆柱度应满足GB1184规定的10级精度见表1。表1
毂孔直径,mm
圆度及圆柱度,μm
120~180
>180~250
3.6轴孔及端面加工的表面粗糙度为4属轴管
4.1尾轴管的铸件质量要求
>250~350
>350~400
4.1.1尾轴管的材料根据设计要求选择,应符合GB9439的规定。>400~500
4.1.2铸件表面应光洁,不允许有裂纹、气孔沙眼等影响强度与紧密性的缺陷。对于较小缺陷允许经修补后使用
4.1.3铸件需经热处理,以消除内应力。4.1.4尾轴管加工后,需经水压试验。压力为0.2MPa,5min内不得有渗漏。允许用焊补,环氧塑料填补等方法消除个别渗漏。用焊补法修补后需经退火处理。补后应重新进行水压试验。4.2尾轴管制造质量要求
4.2.1尾轴管法兰面与尾轴管中心线的垂直度,每米不应超过0.15mm。4.2.2尾轴管各内,外圆配合面的同轴度不得大于0.10mm。4.2.3尾轴管内圆各配合面及外圆各配合面应位于同--轴心线上,同轴度不得大于0.04mm。中华人民共和国农业部1994-11-01批准1995-01-01实施
SC/T8085-94
4.2.4尾轴管内圆,外圆各配合面的圆柱度,圆度及配合要求见表2。表2
尾轴管配合处直径
120~180
>180~260
>260~~360
>360~500
圆柱度
每米长度不应大于
0.015且为顺锥
4.3尾轴管安装技术要求
与尾柱毂孔配合间隙与尾隔舱孔的配合间隙0.06~0.08
0. 07~0. 12
0.10~0.15
0.13~0.18
0. 09~0. 14
0.12~0.18
0. 15~~0. 20www.bzxz.net
0.18~0.23
4.3.1尾轴管前端法兰与尾隔舱平面之间应保证水密,允许用浇铅注填环氧树脂填料等方法进行。4.3.2尾轴管后端支承凸肩平面与毂孔内平面之间应垫紫铜垫片。4.3.3尾轴管后端螺母与毂孔后平面之间应垫紫铜片,红粉白漆。如无垫片,则平面应贴合,0.05mm塞尺不能插入。螺母需有可靠的锁紧装置。4.3.4尾轴管装妥后,对放置尾轴管的水舱应进行压水试验,凡与尾轴管配合的部位,不允许有任何渗漏。允许用嵌捻,塘水泥,涂补塑料等方法补漏。但仍须进行压水试验,至不渗漏方可。附加说明:
本标准由全国渔船标准化技术委员会提出。本标准由上海渔轮厂负责起草。本标准主要起草人辉玉成、封鸿钧。434
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
渔船尾柱毂孔与尾轴管的技术要求1主题内容与适用范围
本标准规定了钢质渔船建造时尾柱毂孔与尾轴管加工安装的技术要求。本标准适用于钢质渔船建造时尾柱毂孔与尾轴管加工的验收。2引用标准
GB1184形状和位置公差未注公差的规定GB9439灰铸铁件
3尾柱毂孔
3.1毂孔壁厚t应能满足规范规定(t>0.33d。,d。为尾轴后端直径)。3.2尾柱毂孔及端面,隔舱轴孔及平面的镗削应一次找中定位。SC/T 8085--94
代替SC85--82
3.3镗孔中心与拉线中心偏差应小于0.10mm。尾柱毂孔与尾隔舱孔的轴心线的同轴度在0.1mm以内。
3.4毂孔尾端面及尾隔舱法兰面应与轴孔轴心线垂直。垂直度每米不得超过0.15mm。3.5毂孔削的圆度与圆柱度应满足GB1184规定的10级精度见表1。表1
毂孔直径,mm
圆度及圆柱度,μm
120~180
>180~250
3.6轴孔及端面加工的表面粗糙度为4属轴管
4.1尾轴管的铸件质量要求
>250~350
>350~400
4.1.1尾轴管的材料根据设计要求选择,应符合GB9439的规定。>400~500
4.1.2铸件表面应光洁,不允许有裂纹、气孔沙眼等影响强度与紧密性的缺陷。对于较小缺陷允许经修补后使用
4.1.3铸件需经热处理,以消除内应力。4.1.4尾轴管加工后,需经水压试验。压力为0.2MPa,5min内不得有渗漏。允许用焊补,环氧塑料填补等方法消除个别渗漏。用焊补法修补后需经退火处理。补后应重新进行水压试验。4.2尾轴管制造质量要求
4.2.1尾轴管法兰面与尾轴管中心线的垂直度,每米不应超过0.15mm。4.2.2尾轴管各内,外圆配合面的同轴度不得大于0.10mm。4.2.3尾轴管内圆各配合面及外圆各配合面应位于同--轴心线上,同轴度不得大于0.04mm。中华人民共和国农业部1994-11-01批准1995-01-01实施
SC/T8085-94
4.2.4尾轴管内圆,外圆各配合面的圆柱度,圆度及配合要求见表2。表2
尾轴管配合处直径
120~180
>180~260
>260~~360
>360~500
圆柱度
每米长度不应大于
0.015且为顺锥
4.3尾轴管安装技术要求
与尾柱毂孔配合间隙与尾隔舱孔的配合间隙0.06~0.08
0. 07~0. 12
0.10~0.15
0.13~0.18
0. 09~0. 14
0.12~0.18
0. 15~~0. 20www.bzxz.net
0.18~0.23
4.3.1尾轴管前端法兰与尾隔舱平面之间应保证水密,允许用浇铅注填环氧树脂填料等方法进行。4.3.2尾轴管后端支承凸肩平面与毂孔内平面之间应垫紫铜垫片。4.3.3尾轴管后端螺母与毂孔后平面之间应垫紫铜片,红粉白漆。如无垫片,则平面应贴合,0.05mm塞尺不能插入。螺母需有可靠的锁紧装置。4.3.4尾轴管装妥后,对放置尾轴管的水舱应进行压水试验,凡与尾轴管配合的部位,不允许有任何渗漏。允许用嵌捻,塘水泥,涂补塑料等方法补漏。但仍须进行压水试验,至不渗漏方可。附加说明:
本标准由全国渔船标准化技术委员会提出。本标准由上海渔轮厂负责起草。本标准主要起草人辉玉成、封鸿钧。434
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。