YY 91014-1999
标准分类号
关联标准
出版信息
相关单位信息
标准简介
YY 91014-1999.Dental explorers.
3.3.2.1拉拔试验: 按ZB C 33007- -85《口腔科手 术器械连接牢固度试验方法》进行。将选荷旋钮调至满载荷1961.3N (200kgf) 的位置上,用1. 5mm /min的速度,在牙探针的头部与柄部间施加轴向拉拔力588.4N ( 60kgf),保持5s,其连接处不应松动。
3.3.2.2扭力试验:按ZB C 33007 - - 85进行。在头部与柄部间施加4.5kg. cm的力矩,并保持5s,其连接处不松动。
3.3.3耐腐蚀性试验:将去掉防锈剂的牙探针用蒸馏水清洗,清洗吹干后,放入一装满蒸馏水的玻璃或防锈容器中煮沸30min,然后随蒸馏水自然冷却至室温,再从中取出牙探针放人密闭的容器内,2 h后取出,用纱布揩擦,以目力观察不应有锈迹。
3.3.4硬度试验: 按金属显微硬度试验方法进行。在牙探针的头部处测定三点,取其三点的算术平均值。
4验收规则
4.1牙探针必须经制造厂 检验合格后方可提交验收。
4.2 验收时,按表5的规定逐项进行检验。
4.3牙探针必须成批提 交验收、检验时的抽样数量、交验批接收或拒收的判断规则以及对不合格品的处理等应按相应标准的规定。
5标志、包装、运输、贮存
5.1 每支牙探针应按ZB C 30001-84《手术器械标志》中的规定,应有下列标志:
a. 制造厂代号或商标;
b.出品年代 (最后二字) ;
c.规格代号;
d.材料标志。 .
5.2每支牙探针应浸或涂中性防锈剂,装入中性塑料袋,并须密封。然后每10支同-型式、同一规格代号的牙探针应装人一盒内,盒内应有检验合格证。检验合格证上应有下列标志:
a. 制造厂名称;
b.检验员代号。
5.3
盒上应有下列标志:
a.制造厂 名称和商标,
b..产品名称;
c.规格代号;
d.数量;
3.3.2.1拉拔试验: 按ZB C 33007- -85《口腔科手 术器械连接牢固度试验方法》进行。将选荷旋钮调至满载荷1961.3N (200kgf) 的位置上,用1. 5mm /min的速度,在牙探针的头部与柄部间施加轴向拉拔力588.4N ( 60kgf),保持5s,其连接处不应松动。
3.3.2.2扭力试验:按ZB C 33007 - - 85进行。在头部与柄部间施加4.5kg. cm的力矩,并保持5s,其连接处不松动。
3.3.3耐腐蚀性试验:将去掉防锈剂的牙探针用蒸馏水清洗,清洗吹干后,放入一装满蒸馏水的玻璃或防锈容器中煮沸30min,然后随蒸馏水自然冷却至室温,再从中取出牙探针放人密闭的容器内,2 h后取出,用纱布揩擦,以目力观察不应有锈迹。
3.3.4硬度试验: 按金属显微硬度试验方法进行。在牙探针的头部处测定三点,取其三点的算术平均值。
4验收规则
4.1牙探针必须经制造厂 检验合格后方可提交验收。
4.2 验收时,按表5的规定逐项进行检验。
4.3牙探针必须成批提 交验收、检验时的抽样数量、交验批接收或拒收的判断规则以及对不合格品的处理等应按相应标准的规定。
5标志、包装、运输、贮存
5.1 每支牙探针应按ZB C 30001-84《手术器械标志》中的规定,应有下列标志:
a. 制造厂代号或商标;
b.出品年代 (最后二字) ;
c.规格代号;
d.材料标志。 .
5.2每支牙探针应浸或涂中性防锈剂,装入中性塑料袋,并须密封。然后每10支同-型式、同一规格代号的牙探针应装人一盒内,盒内应有检验合格证。检验合格证上应有下列标志:
a. 制造厂名称;
b.检验员代号。
5.3
盒上应有下列标志:
a.制造厂 名称和商标,
b..产品名称;
c.规格代号;
d.数量;
标准图片预览

标准内容
UDC616.314-7
中华人民共和国国家标准
转化为Y91014-1999GB5666-85
Dental explorers
1985-11-30发布
家标准局批准
1986-07-01实施
中华人民共和国
国家标准
牙探针
GB5666--85
中国标准出版社出版
(北京复外三里河)
中国标准出版社北京印刷厂印刷新华书店北京发行所发行各地新华书店经售版权专有不得翻印
开本880×12301/16印张1/2字数12.0001986年6月第一版1986年6月第一次印刷印数1-2.500
标自39-27
中华人民共和国国家标准
牙探针
Dentalexplorers
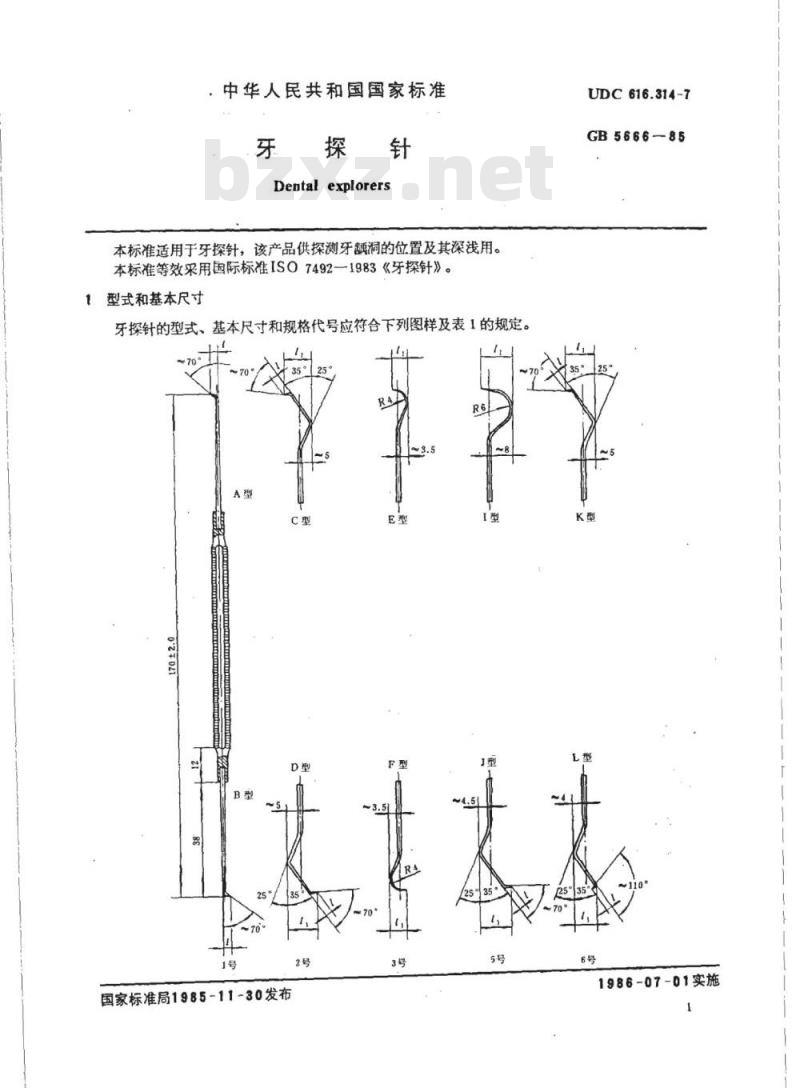
本标准适用于牙探针,该产品供探测牙護洞的位置及其深浅用。本标准等效采用国际标准ISO7492—1983《牙探针》。1型式和基本尺寸
牙探针的型式、基本尺寸和规格代号应符合下列图样及表1的规定R4
国家标准局1985-11-30发布
UDC616.314-7
GB5666-85
1986-07-01实施
规格代号
产品型式
GB5666-85
基本尺寸
极限偏差
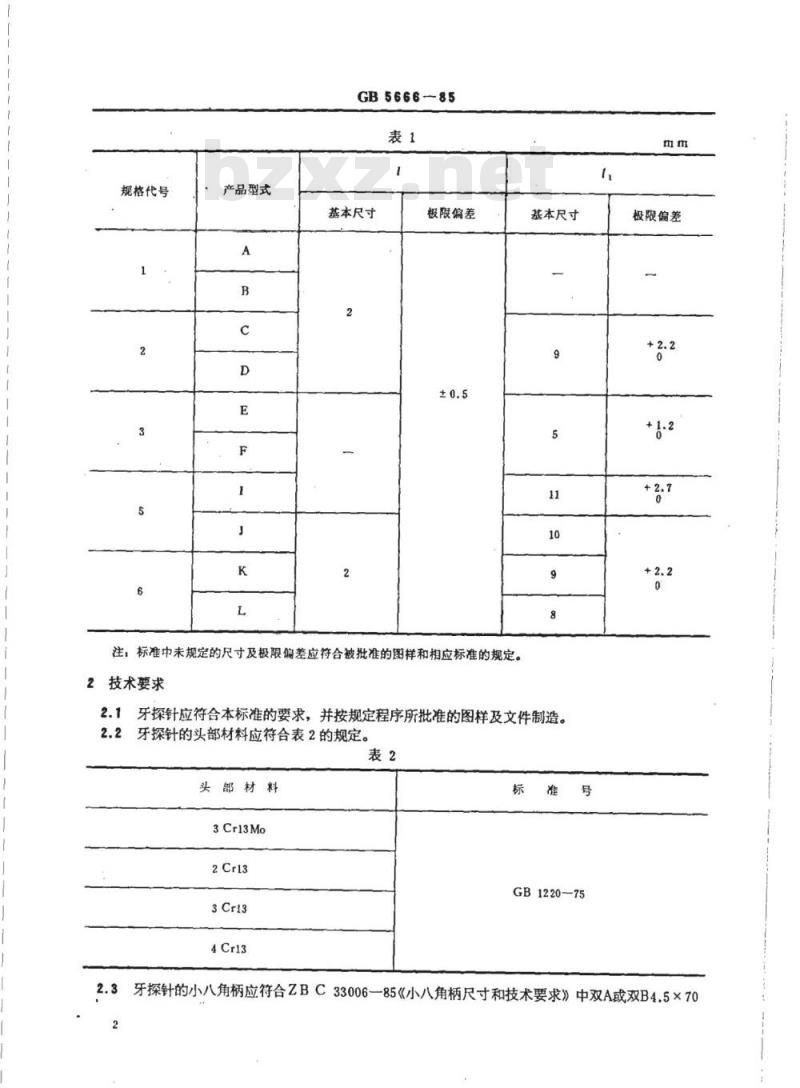
注;标准中未规定的尺寸及极限偏差应符合被批准的图样和相应标准的规定。2技术要求
基本尺寸
2.1牙探针应符合本标准的要求,并按规定程序所批准的图样及文件制造。2.2牙探针的头部材料应符合表2的规定。表2
头部材料
3Cr13Mo
GB1220—75
极限偏差
牙探针的小八角柄应符合ZBC33006—85《小八角柄尺寸和技术要求》中双A或双B4.5×70.GB5666—85
的规定。
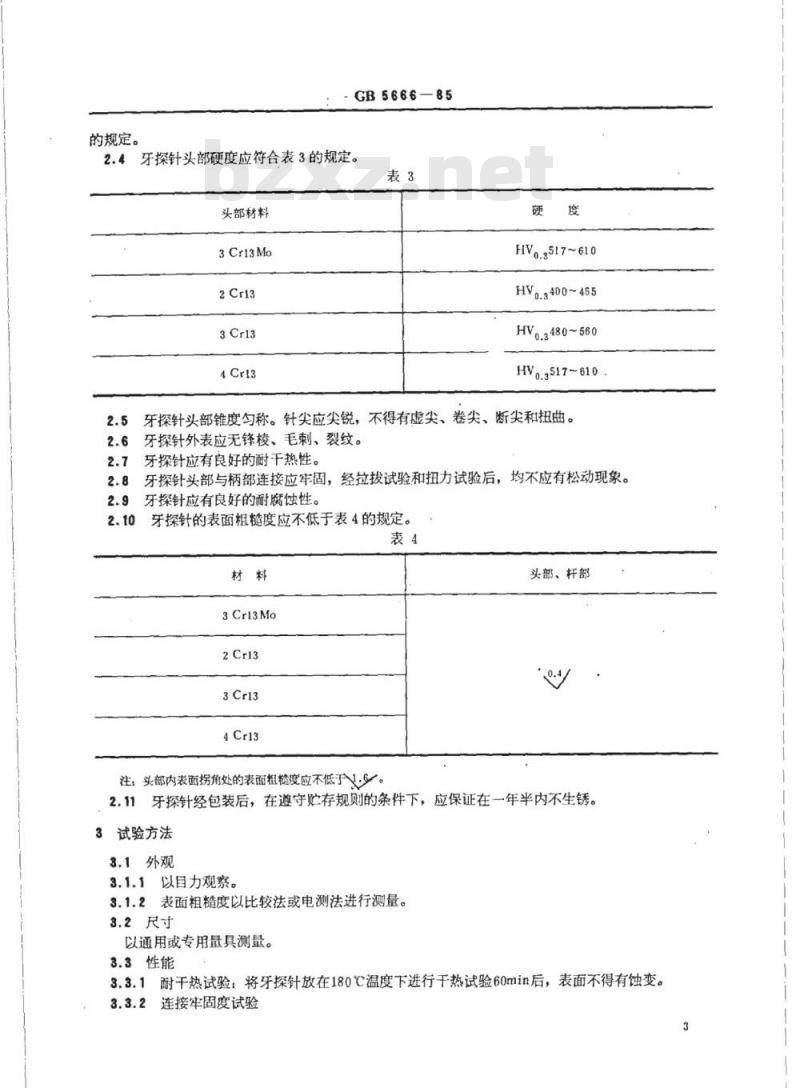
2.4牙探针头部硬度应符合表3的规定。表3
头部材料
3Cr13Mo
HVa.3517~610
HVo.3400~465
HVo.3480~560
HVo.3517~610
牙探针头部锥度匀称。针尖应尖锐,不得有虚尖、卷尖、断尖和扭曲。牙探针外表应无锋棱、毛刺、裂纹。2.6
牙探针应有良好的耐干热性。
2.8牙探针头部与柄部连接应牢固,经拉拔试验和扭力试验后,均不应有松动现象。牙探针应有良好的耐腐蚀性。
牙探针的表面粗糙度应不低于表4的规定。2.10
3Cr13Mo
头部、杆部
注:头部内表面拐角处的表面粗糙度应不低于.6。2.11牙探针经包装后,在遵守贮存规则的条件下,应保证在一年半内不生锈。3试验方法
3.1外观
3.1.1以目力观察。
3.1.2表面粗糙度以比较法或电测法进行测量。3.2尺寸
以通用或专用量具测量。
3.3性能
3.3.1耐干热试验:将牙探针放在180℃温度下进行干热试验60min后,表面不得有蚀变。3.3.2连接牢固度试验
在耐干热试验后进行。
GB5666-85
3.3.2.1拉拔试验:按ZBC33007—85《口腔科手术器械连接牢固度试验方法》进行。将选荷旋钮调至满载荷1961.3N(200kgf)的位置上,用1.5mm/min的速度,在牙探针的头部与柄部间施加轴向拉拨力588.4N(60kgf),保持5s,其连接处不应松动。3.3.2.2扭力试验:按ZBC33007一85进行。在头部与柄部间施加4.5kg·cm的力矩,并保持5s,其连接处不松动。
3.3.3耐腐蚀性试验:将去掉防锈剂的牙探针用蒸馅水清洗,清洗吹干后,放入一装满蒸馅水的玻璃或防锈容器中煮沸30min,然后随蒸馏水自然冷却至室温,再从中取出牙探针放入密闭的容器内,2h后取出,用纱布措擦,以目力观察不应有锈迹。3.3.4硬度试验:按金属显微硬度试验方法进行。在牙探针的头部处测定三点,取其三点的算术平均值。
4验收规则
4.1牙探针必须经制造厂检验合格后方可提交验收。4.2验收时,按表5的规定逐项进行检验。表5
检验项目
检验范围
2.3、2.5、2.6、2.10条
1条中170、(、1
2.4、2.7、2.8、2.9条
2.4、2.9条以制造厂提供试验报告为主4.3牙探针必须成批提交验收、检验时的抽样数量、交验批接收或拒收的判断规则以及对不合格品的处理等应按相应标准的规定。5标志、包装、运输、贮存
5.1每支牙探针应按ZBC30001—84《手术器械标志》中的规定,应有下列标志:a制造厂代号或商标,
出品年代(最后二字);
规格代号:
d。材料标志。
5.2每支牙探针应浸或涂中性防锈剂,装入中性塑料袋,并须密封。然后每10支同一型式、同一规格代号的牙探针应装人一盒内,盒内应有检验合格证。检验合格证上应有下列标志:
制造厂名称;
b.检验员代号。
5.3盒上应有下列标志:
a。制造厂名称和商标,
b.产品名称,
c.规格代号,
d。数量,
GB5666-85
e:本标准号。
5.4盒上应贴有封签,封签上应有下列标志:a.封贴日期,
b。包装员代号。
5.5装箱和运输要求按订货合同规定。包装后的牙探针,应贮存在相对湿度不超过80%、无腐蚀性气体和通风良好的室内。5.6
GB5666-85
附录A
(参考件)
本标准等效采用国际标准ISO7492-1983《牙探针》。本标准与国际标准差异如下:
ISO7492-1983
1Cr18Nig
材料及硬度
表面机糙度
规格代号
抗拉强度1700N/mm2
HV415~460
HV490~560
HV530~610
馒面、镜面
注:①1Cr18Ni9材料本标准末采用。:②牙探针头部型式与国际标准有差异。附加说明:
3Cr13Mo
GB5666-85
HVo.3517~610
HVo.3400~465
HVo.3480~560
HVo.3517-610
本标准由全国医用器械及材料标准化技术委员会提出,由上海医疗器械研究所归口。本标准由上海手术器械九厂负责起草。本标准主要起草人陈锦城。
版权专有不得翻印bzxz.net
书号:15169·1-3971
标目39-27
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国国家标准
转化为Y91014-1999GB5666-85
Dental explorers
1985-11-30发布
家标准局批准
1986-07-01实施
中华人民共和国
国家标准
牙探针
GB5666--85
中国标准出版社出版
(北京复外三里河)
中国标准出版社北京印刷厂印刷新华书店北京发行所发行各地新华书店经售版权专有不得翻印
开本880×12301/16印张1/2字数12.0001986年6月第一版1986年6月第一次印刷印数1-2.500
标自39-27
中华人民共和国国家标准
牙探针
Dentalexplorers
本标准适用于牙探针,该产品供探测牙護洞的位置及其深浅用。本标准等效采用国际标准ISO7492—1983《牙探针》。1型式和基本尺寸
牙探针的型式、基本尺寸和规格代号应符合下列图样及表1的规定R4
国家标准局1985-11-30发布
UDC616.314-7
GB5666-85
1986-07-01实施
规格代号
产品型式
GB5666-85
基本尺寸
极限偏差
注;标准中未规定的尺寸及极限偏差应符合被批准的图样和相应标准的规定。2技术要求
基本尺寸
2.1牙探针应符合本标准的要求,并按规定程序所批准的图样及文件制造。2.2牙探针的头部材料应符合表2的规定。表2
头部材料
3Cr13Mo
GB1220—75
极限偏差
牙探针的小八角柄应符合ZBC33006—85《小八角柄尺寸和技术要求》中双A或双B4.5×70.GB5666—85
的规定。
2.4牙探针头部硬度应符合表3的规定。表3
头部材料
3Cr13Mo
HVa.3517~610
HVo.3400~465
HVo.3480~560
HVo.3517~610
牙探针头部锥度匀称。针尖应尖锐,不得有虚尖、卷尖、断尖和扭曲。牙探针外表应无锋棱、毛刺、裂纹。2.6
牙探针应有良好的耐干热性。
2.8牙探针头部与柄部连接应牢固,经拉拔试验和扭力试验后,均不应有松动现象。牙探针应有良好的耐腐蚀性。
牙探针的表面粗糙度应不低于表4的规定。2.10
3Cr13Mo
头部、杆部
注:头部内表面拐角处的表面粗糙度应不低于.6。2.11牙探针经包装后,在遵守贮存规则的条件下,应保证在一年半内不生锈。3试验方法
3.1外观
3.1.1以目力观察。
3.1.2表面粗糙度以比较法或电测法进行测量。3.2尺寸
以通用或专用量具测量。
3.3性能
3.3.1耐干热试验:将牙探针放在180℃温度下进行干热试验60min后,表面不得有蚀变。3.3.2连接牢固度试验
在耐干热试验后进行。
GB5666-85
3.3.2.1拉拔试验:按ZBC33007—85《口腔科手术器械连接牢固度试验方法》进行。将选荷旋钮调至满载荷1961.3N(200kgf)的位置上,用1.5mm/min的速度,在牙探针的头部与柄部间施加轴向拉拨力588.4N(60kgf),保持5s,其连接处不应松动。3.3.2.2扭力试验:按ZBC33007一85进行。在头部与柄部间施加4.5kg·cm的力矩,并保持5s,其连接处不松动。
3.3.3耐腐蚀性试验:将去掉防锈剂的牙探针用蒸馅水清洗,清洗吹干后,放入一装满蒸馅水的玻璃或防锈容器中煮沸30min,然后随蒸馏水自然冷却至室温,再从中取出牙探针放入密闭的容器内,2h后取出,用纱布措擦,以目力观察不应有锈迹。3.3.4硬度试验:按金属显微硬度试验方法进行。在牙探针的头部处测定三点,取其三点的算术平均值。
4验收规则
4.1牙探针必须经制造厂检验合格后方可提交验收。4.2验收时,按表5的规定逐项进行检验。表5
检验项目
检验范围
2.3、2.5、2.6、2.10条
1条中170、(、1
2.4、2.7、2.8、2.9条
2.4、2.9条以制造厂提供试验报告为主4.3牙探针必须成批提交验收、检验时的抽样数量、交验批接收或拒收的判断规则以及对不合格品的处理等应按相应标准的规定。5标志、包装、运输、贮存
5.1每支牙探针应按ZBC30001—84《手术器械标志》中的规定,应有下列标志:a制造厂代号或商标,
出品年代(最后二字);
规格代号:
d。材料标志。
5.2每支牙探针应浸或涂中性防锈剂,装入中性塑料袋,并须密封。然后每10支同一型式、同一规格代号的牙探针应装人一盒内,盒内应有检验合格证。检验合格证上应有下列标志:
制造厂名称;
b.检验员代号。
5.3盒上应有下列标志:
a。制造厂名称和商标,
b.产品名称,
c.规格代号,
d。数量,
GB5666-85
e:本标准号。
5.4盒上应贴有封签,封签上应有下列标志:a.封贴日期,
b。包装员代号。
5.5装箱和运输要求按订货合同规定。包装后的牙探针,应贮存在相对湿度不超过80%、无腐蚀性气体和通风良好的室内。5.6
GB5666-85
附录A
(参考件)
本标准等效采用国际标准ISO7492-1983《牙探针》。本标准与国际标准差异如下:
ISO7492-1983
1Cr18Nig
材料及硬度
表面机糙度
规格代号
抗拉强度1700N/mm2
HV415~460
HV490~560
HV530~610
馒面、镜面
注:①1Cr18Ni9材料本标准末采用。:②牙探针头部型式与国际标准有差异。附加说明:
3Cr13Mo
GB5666-85
HVo.3517~610
HVo.3400~465
HVo.3480~560
HVo.3517-610
本标准由全国医用器械及材料标准化技术委员会提出,由上海医疗器械研究所归口。本标准由上海手术器械九厂负责起草。本标准主要起草人陈锦城。
版权专有不得翻印bzxz.net
书号:15169·1-3971
标目39-27
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。