QB/T 1344-2018
基本信息
标准号: QB/T 1344-2018
中文名称:制革机械喷浆干燥机
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:2661650
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1344-2018.Leather machines- Spraying and drying machine.
5.6 整机性能
5.6.1整机连续空载运行不小于 30 min,执行启动、运转、停机操作,目测检验。
5.6.2对 4.8.2的检验采用手动调整或机动调整,目测检验。
5.6.3对4.8.3的检验采用目测检验。
5.6.4噪声检验按GB/T 16769规定的方法进行。
5.6.5 对4.8.5用秒表、目测检验。
5.6.6干燥室壳体的外 表面温度用表面温度计或红外反射温度仪检测。
5.6.7干燥系统升温 试验
5.6.7.1干燥 系统加热型式为蒸汽加热的试验:干燥系统加入大于0.3 MPa压力的蒸汽,加热30 min,在干燥室中间距革面80 mm~ 150 mm位置中测量3次以上,所测数值的算术平均值应达到升温要求。
5.6.7.2干燥系统加热型式为远红外线加热的试验:开启电源30 min,在干燥室中间距革面80 mm~150 mm位置中测量3次以上,所测数值的算术平均值应达到升温要求。
6检验规则
6.1检验分类
产品检验分出厂检验和型式检验。
6.2 出厂检验
6.2.1出厂 检验项目为本标准的4.3、4.4 和4.5,出厂 检验时每台产品应空载运行2h.
6. 2.2每台产品均需质量检验部门检验合格并签发产品检验合格证方可出厂。
6.2.3若制造厂无条件进行性能及整机试验,可在用户厂进行。
6.3型式检验
6.3.1型式检验项目为本标准第 4章全部要求。
6.3.2有下列情况之一时应进行型式检验:
a)新产品或老产品转厂生产的试制、定型鉴定时:
b)正常生产后,如结构、 材料、工艺有较大改变,可能影响产品性能时;
c)在正常生产的条件下,每24个月应周期性进行检验1次;
d)产品连续停产12个月以上,又恢复生产时:
e)出厂检验结果与上次型式检验有较大差异时:
f)产品质量监督机构提出进行型式检验的要求时。
6.3.3型式检验的样 机应从出厂检验合格产品中随机抽取10%,至少为1台。
6.4 判定与复验
6.4.1出厂 检验中有某项不合格时,应消除造成该项目不合格的因素,并经复验合格,则判为合格,否则判为不合格。
5.6 整机性能
5.6.1整机连续空载运行不小于 30 min,执行启动、运转、停机操作,目测检验。
5.6.2对 4.8.2的检验采用手动调整或机动调整,目测检验。
5.6.3对4.8.3的检验采用目测检验。
5.6.4噪声检验按GB/T 16769规定的方法进行。
5.6.5 对4.8.5用秒表、目测检验。
5.6.6干燥室壳体的外 表面温度用表面温度计或红外反射温度仪检测。
5.6.7干燥系统升温 试验
5.6.7.1干燥 系统加热型式为蒸汽加热的试验:干燥系统加入大于0.3 MPa压力的蒸汽,加热30 min,在干燥室中间距革面80 mm~ 150 mm位置中测量3次以上,所测数值的算术平均值应达到升温要求。
5.6.7.2干燥系统加热型式为远红外线加热的试验:开启电源30 min,在干燥室中间距革面80 mm~150 mm位置中测量3次以上,所测数值的算术平均值应达到升温要求。
6检验规则
6.1检验分类
产品检验分出厂检验和型式检验。
6.2 出厂检验
6.2.1出厂 检验项目为本标准的4.3、4.4 和4.5,出厂 检验时每台产品应空载运行2h.
6. 2.2每台产品均需质量检验部门检验合格并签发产品检验合格证方可出厂。
6.2.3若制造厂无条件进行性能及整机试验,可在用户厂进行。
6.3型式检验
6.3.1型式检验项目为本标准第 4章全部要求。
6.3.2有下列情况之一时应进行型式检验:
a)新产品或老产品转厂生产的试制、定型鉴定时:
b)正常生产后,如结构、 材料、工艺有较大改变,可能影响产品性能时;
c)在正常生产的条件下,每24个月应周期性进行检验1次;
d)产品连续停产12个月以上,又恢复生产时:
e)出厂检验结果与上次型式检验有较大差异时:
f)产品质量监督机构提出进行型式检验的要求时。
6.3.3型式检验的样 机应从出厂检验合格产品中随机抽取10%,至少为1台。
6.4 判定与复验
6.4.1出厂 检验中有某项不合格时,应消除造成该项目不合格的因素,并经复验合格,则判为合格,否则判为不合格。
标准图片预览

标准内容
ICS59.140.40
分类号:Y94
备案号:63698-2018
中华人民共和国轻工行业标准
QB/T1344-2018
代替QB/T1344—1991
制革机械
喷浆干燥机
Leather machines-Spraying and drying machine2018-05-08发布
中华人民共和国工业和信息化部发布
2018-09-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准是对QB/T1344-1991《电脑控制喷浆干燥机》的修订。本标准与QB/T1344一1991相比,除编辑性修改外主要技术差异如下:标准名称改为“制革机械喷浆干燥机”;在基本参数中新增了两项参数(见3.4);-增加了一条喷涂功能要求(见4.2.2.c);QB/T1344-2018
-对喷室主轴转盘的端面圆跳动要求进行了量化,并给出了相应的检验方法(见4.4.5、5.2.3);-删除了原标准中“喷室抽风机应在停喷结束20min以上才能停机”的要求;-删除了原标准中“干燥系统加热型式为远红外线加热时,电机不需其他特殊防护”要求:-对干燥室散热管耐压要求作了修改(见4.4.6)。本标准由中国轻工业联合会提出。本标准由全国轻工业机械标准化技术委员会皮革机械分技术委员会(SAC/TC101/SC1)归口。本标准主要起草单位:江门市泰立皮革机械有限公司、南通思瑞机器制造有限公司、河北省毛皮产品质量监督检验中心、兴业皮革科技股份有限公司、中国皮革和制鞋工业研究院(晋江)有限公司。本标准主要起草人:王宗琼、甄武军、张亚楠、李娜、蔡建设、尤冠群。本标准所代替标准的历次版本发布情况为:QB/T1344-1991。
1范围
制革机械
喷浆干燥机
QB/T1344-2018
本标准规定了喷浆干燥机的产品分类、要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于皮革加工设备电脑控制喷浆干燥机(以下简称“喷浆机”)。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB5226.1一2008机械电气安全机械电气设备第1部分:通用技术条件工业产品使用说明书总则
GB/T9969
GB/T13306
GB/T13384
GB/T16769
机电产品包装通用技术条件
金属切削机床噪声声压级测量方法JB/T8832一2001机床数控系统通用技术条件QB/T1524
制革机械产品型号编制方法
QB/T1588.1
QB/T1588.2
QB/T1588.3
QB/T1588.4
轻工机械焊接件通用技术条件
轻工机械
切削加工件通用技术条件
轻工机械
装配通用技术条件
轻工机械
涂漆通用技术条件
制革机械尺寸规格系列
QB/T2123
3产品分类
3.1型式结构
按喷枪运行方式可分为:往复式、旋转式。按干燥系统加热型式可分为:热风循环加热、远红外线直接加热。3.2型号
喷浆机的型号宜按照QB/T1524的要求进行编制。3.3规格
喷浆机的尺寸规格应符合QB/T2123的规定。以工作宽度表示,见表1。表1
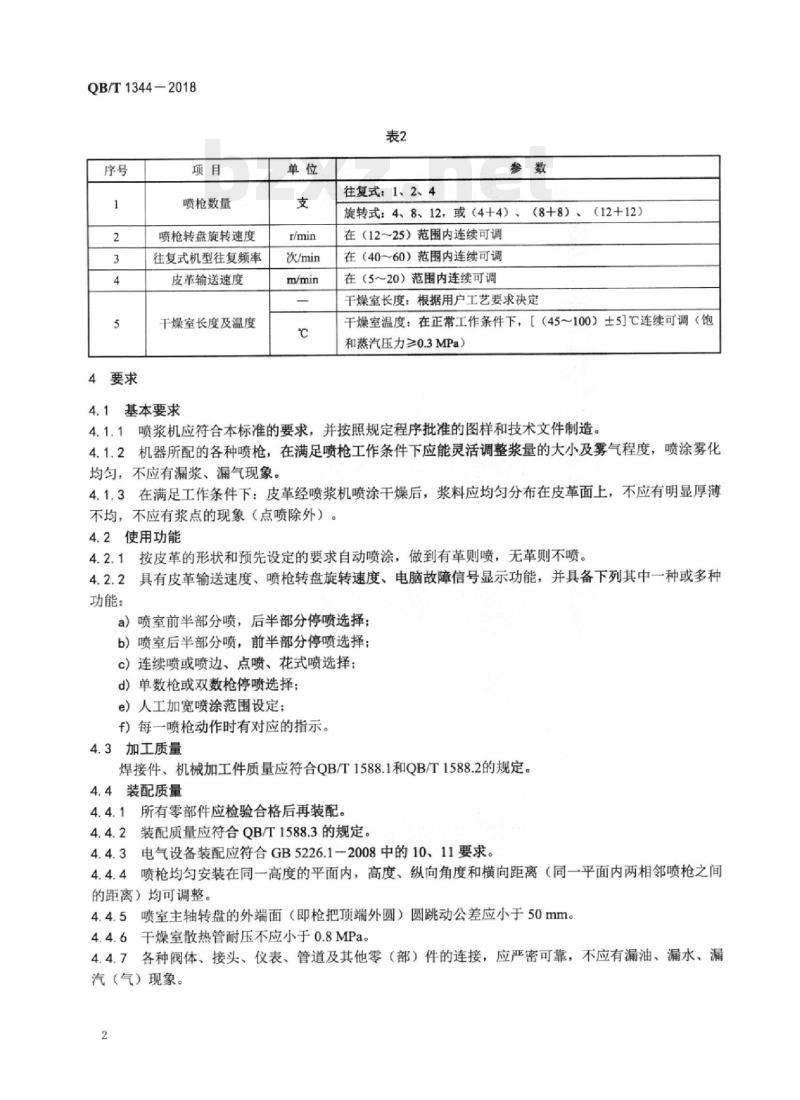
3.4基本参数
基本参数见表2。
尺寸系列
QB/T1344—2018
4要求
喷枪数量
喷枪转盘旋转速度
往复式机型往复频率
皮革输送速度
干燥室长度及温度
4.1基本要求
次/min
往复式:1、2、4
旋转式:4、8、12,或(4+4)
在(12~25)范围内连续可调
在(4060)范围内连续可调
在(5~20)范围内连续可调
(8+8)、(12+12)
干燥室长度:根据用户工艺要求决定干燥室温度:在正常工作条件下,【(45~100)土5]℃连续可调(饱和蒸汽压力≥0.3MPa)
4.1.1喷浆机应符合本标准的要求,并按照规定程序批准的图样和技术文件制造。4.1.2机器所配的各种喷枪,在满足喷枪工作条件下应能灵活调整浆量的大小及雾气程度,喷涂雾化均匀,不应有漏浆、漏气现象。4.1.3在满足工作条件下:皮革经喷浆机喷涂干燥后,浆料应均匀分布在皮革面上,不应有明显厚薄不均,不应有浆点的现象(点喷除外)。4.2使用功能
4.2.1按皮革的形状和预先设定的要求自动喷涂,做到有革则喷,无革则不喷。4.2.2具有皮革输送速度、喷枪转盘旋转速度、电脑故障信号显示功能,并具备下列其中一种或多种功能:
a)喷室前半部分喷,后半部分停喷选择:b)喷室后半部分喷,前半部分停喷选择:c)连续喷或喷边、点喷、花式喷选择;d)单数枪或双数枪停喷选择;
e)人工加宽喷涂范围设定:
f)每一喷枪动作时有对应的指示。4.3加工质量
焊接件、机械加工件质量应符合QB/T1588.1和QB/T1588.2的规定。4.4装配质量
4.4.1所有零部件应检验合格后再装配。4.4.2装配质量应符合QB/T1588.3的规定。4.4.3电气设备装配应符合GB5226.1-2008中的10、11要求。4.4.4喷枪均匀安装在同一高度的平面内,高度、纵向角度和横向距离(同一平面内两相邻喷枪之间的距离)均可调整。
4.4.5喷室主轴转盘的外端面(即枪把顶端外圆)圆跳动公差应小于50mm。4.4.6干燥室散热管耐压不应小于0.8MPa。各种阀体、接头、仪表、管道及其他零(部)件的连接,应严密可靠,不应有漏油、漏水、漏4.4.7
汽(气)现象。
4.5外观质量
QB/T1344—2018
4.5.1喷浆机表面应平整光洁,无毛刺,金属和镀层不应有明显的划痕、碰伤、锈蚀、起泡和剥落现象。
4.5.2表面涂漆层应符合QB/T1588.4的规定。4.6控制系统
4.6.1电气系统安全性能应符合GB5226.1-2008中8.2.3和12.3规定。4.6.2电脑控制器应符合JB/T8832一2001中4.5、4.6的规定。4.6.3抗干扰能力:电脑控制器在交流电压为额定电压的90%~110%,频率(50土1)Hz的条件下,经受电网和电磁干扰应能正常工作。4.7环境适应性
电脑控制器应符合JB/T88322001中4.1.1、4.1.2、4.1.3的规定。4.8整机性能
4.8.1整机启动、运转、停机应灵敏可靠。调整机构应灵活。
4.8.3喷浆机的各传动部位应具有安全可靠的防护装置。4.8.4正常工作时,各运动部件应平稳,整机噪声符合表3规定。表3
规格/mm
1500~2400
2600-3400Www.bzxZ.net
噪声限值/dB(A)
4.8.5喷室在喷涂过程中尘埃(有害雾粒)无明显外逸,应在停喷后10s内排清室内余雾。4.8.6在正常工作状态下,干燥室壳体的外表面温度不应超过65℃。4.8.7干燥室温度在加热30min内,应升温至100℃。5试验方法
5.1基本要求
5.1.1本标准4.1、4.2在用户厂进行目测试验。5.1.2机械加工件、焊接件质量,按QB/T1588.1和QB/T1588.2的规定检验。5.2装配质量
5.2.1对4.4.2按QB/T1588.3的规定检验。5.2.2对4.4.3、4.4.4、4.4.7用目测检验。5.2.3喷室中轴转盘的端面(或枪把顶端外圆)圆跳动检验:在喷室顶对角之间拉一根直线,并将其调水平。然后以此直线作为基准线,转盘慢慢转动,测量每一枪把的顶部到基准线的距离。其中的最大值和最小值之差为端面圆跳动公差。5.2.4干燥室散热管耐压试验:将散热管置于装水容器中进行0.8MPa的气压试验,目测检查是否有渗漏现象。
5.3外观质量
外观质量采用目测检验。
5.4控制系统
5.4.1电气系统安全性能检验按GB5226.1-2008中18.3、18.4方法进行。5.4.2电脑控制器检验按JB/T8832一2001中4.5、4.6及本标准附录A进行。3
QB/T1344-2018
5.4.3抗干扰试验
控制装置在同一电网上人工制造下列干扰,在室温条件下试验2h:a)用40A交流接触器或直流接触器启停5kW~10kW交流或直流电动机;b)在数控系统的同一电源线上,插拨电烙铁(75W以上),日光灯(40W)和开闭6mm交、直流手电钻,反复进行干扰10次:c)改变电源电压:交流电源土10%,直流电源土5%5.5环境适应性
电脑控制器试验按JB/T8832一2001中4.1.1、4.1.2、4.1.3进行。5.6整机性能
5.6.1整机连续空载运行不小于30min,执行启动、运转、停机操作,目测检验。5.6.2对4.8.2的检验采用手动调整或机动调整,目测检验。5.6.3对4.8.3的检验采用目测检验。5.6.4噪声检验按GB/T16769规定的方法进行。5.6.5对4.8.5用秒表、目测检验。5.6.6干燥室壳体的外表面温度用表面温度计或红外反射温度仪检测。5.6.7干燥系统升温试验
5.6.7.1干燥系统加热型式为蒸汽加热的试验:干燥系统加入大于0.3MPa压力的蒸汽,加热30min,在干燥室中间距革面80mm~150mm位置中测量3次以上,所测数值的算术平均值应达到升温要求。5.6.7.2干燥系统加热型式为远红外线加热的试验:开启电源30min,在干燥室中间距革面80mm~150mm位置中测量3次以上,所测数值的算术平均值应达到升温要求。6检验规则
6.1检验分类
产品检验分出厂检验和型式检验。6.2出厂检验
6.2.1出厂检验项目为本标准的4.3、4.4和4.5,出厂检验时每台产品应空载运行2h。6.2.2每台产品均需质量检验部门检验合格并签发产品检验合格证方可出厂。6.2.3若制造厂无条件进行性能及整机试验,可在用户厂进行。6.3型式检验
6.3.1型式检验项目为本标准第4章全部要求。6.3.2有下列情况之一时应进行型式检验:a)新产品或老产品转厂生产的试制、定型鉴定时:b)正常生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;c)在正常生产的条件下,每24个月应周期性进行检验1次;d)产品连续停产12个月以上,又恢复生产时:e)出厂检验结果与上次型式检验有较大差异时:f)产品质量监督机构提出进行型式检验的要求时。6.3.3型式检验的样机应从出厂检验合格产品中随机抽取10%,至少为1台。6.4判定与复验
6.4.1出厂检验中有某项不合格时,应消除造成该项目不合格的因素,并经复验合格,则判为合格否则判为不合格。
QB/T1344-2018
6.4.2型式检验中有某项不合格时,应加倍抽样,对不合格项目进行复验,若仍不合格,则判型式检验不合格。
7标志、包装、运输、贮存
7.1标志
7.1.1每台产品应在明显位置安装产品铭牌,铭牌应符合GB/T13306的规定。7.1.2标牌的内容如下:
a)产品名称与型号:
b)产品主要技术参数:
c)制造厂名称;
d)制造日期及出厂编号。
7.2包装
7.2.1产品包装应符合GB/T13384的规定。7.2.2包装箱外壁应标明:
a)产品名称及型号:
b)制造厂名称、出厂编号;
c)毛重:
d)发货站及到站、发货及收货单位。7.2.3包装箱内应有以下随机文件:a)产品合格证:
b)使用说明书,其编写应符合GB/T9969的规定:c)装箱单;
d)随机备附件清单。
7.3运输
在防止剧烈震动、雨淋、倒置的情况下,采用安全的运输工具。7.4贮存
产品应置于通风、干燥的场所。5
QB/T1344-2018
整机(除烘干部分)联试。
附录A
(规范性附录)
使用功能试验
A.1“喷室前半部分喷,后半部分停喷选择”试验按面板“全弧”按钮,依次选择“前弧”功能,喷枪在后半部(喷枪靠后架一方为后,另一方为前,下同)运行时不动作,实现只喷前半部分。A.2“喷室后半部分喷,前半部分停喷选择”试验按面板“全弧”按钮,依次选择“后弧”功能,喷枪运行到前半部不动作,实现只喷后半部分。A.3“连续喷”或“喷边”、“点喷”、“花式喷”选择试验按面板“工作”按钮,喷枪运行到有皮革的地方实现对皮革连续喷涂。按面板“模式”按钮,依次选择“图形、喷边、点喷、斜喷”功能。“喷边”:喷枪运行到有皮革的边沿地方实现对皮革边沿喷涂,即对皮革进行补边喷涂。“点喷”:喷枪运行到有皮革的地方实现对皮革以脉冲方式喷涂。“花式喷”:可用预先设计好的图形对皮革进行花样喷涂。用浅色纸或皮革试喷,达到与电脑一致。A.4单数枪或双数枪停喷选择试验按面板“模式”按钮,依次选择单数枪号,目测是否只有双数枪在喷。按面板“模式”按钮,依次选择双数枪号,目测是否只有单数枪在喷。A.5加宽喷涂范围设定试验
加宽喷涂功能是当皮革边缘喷涂浆料不足时使用。应有向前(皮革的前边缘)、向后、向左、向右四种加喷选择。根据喷涂实际情况和喷涂工艺需要进行调节。加宽喷涂试验如下:用皮样或其他不透光样块进行试验。分别单独试验四种加喷选择,目测是否有加喷和检验皮样加喷后的效果。
A.6喷枪同步动作指示检验
目测喷枪动作跟指示是否同步。6
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y94
备案号:63698-2018
中华人民共和国轻工行业标准
QB/T1344-2018
代替QB/T1344—1991
制革机械
喷浆干燥机
Leather machines-Spraying and drying machine2018-05-08发布
中华人民共和国工业和信息化部发布
2018-09-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准是对QB/T1344-1991《电脑控制喷浆干燥机》的修订。本标准与QB/T1344一1991相比,除编辑性修改外主要技术差异如下:标准名称改为“制革机械喷浆干燥机”;在基本参数中新增了两项参数(见3.4);-增加了一条喷涂功能要求(见4.2.2.c);QB/T1344-2018
-对喷室主轴转盘的端面圆跳动要求进行了量化,并给出了相应的检验方法(见4.4.5、5.2.3);-删除了原标准中“喷室抽风机应在停喷结束20min以上才能停机”的要求;-删除了原标准中“干燥系统加热型式为远红外线加热时,电机不需其他特殊防护”要求:-对干燥室散热管耐压要求作了修改(见4.4.6)。本标准由中国轻工业联合会提出。本标准由全国轻工业机械标准化技术委员会皮革机械分技术委员会(SAC/TC101/SC1)归口。本标准主要起草单位:江门市泰立皮革机械有限公司、南通思瑞机器制造有限公司、河北省毛皮产品质量监督检验中心、兴业皮革科技股份有限公司、中国皮革和制鞋工业研究院(晋江)有限公司。本标准主要起草人:王宗琼、甄武军、张亚楠、李娜、蔡建设、尤冠群。本标准所代替标准的历次版本发布情况为:QB/T1344-1991。
1范围
制革机械
喷浆干燥机
QB/T1344-2018
本标准规定了喷浆干燥机的产品分类、要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于皮革加工设备电脑控制喷浆干燥机(以下简称“喷浆机”)。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB5226.1一2008机械电气安全机械电气设备第1部分:通用技术条件工业产品使用说明书总则
GB/T9969
GB/T13306
GB/T13384
GB/T16769
机电产品包装通用技术条件
金属切削机床噪声声压级测量方法JB/T8832一2001机床数控系统通用技术条件QB/T1524
制革机械产品型号编制方法
QB/T1588.1
QB/T1588.2
QB/T1588.3
QB/T1588.4
轻工机械焊接件通用技术条件
轻工机械
切削加工件通用技术条件
轻工机械
装配通用技术条件
轻工机械
涂漆通用技术条件
制革机械尺寸规格系列
QB/T2123
3产品分类
3.1型式结构
按喷枪运行方式可分为:往复式、旋转式。按干燥系统加热型式可分为:热风循环加热、远红外线直接加热。3.2型号
喷浆机的型号宜按照QB/T1524的要求进行编制。3.3规格
喷浆机的尺寸规格应符合QB/T2123的规定。以工作宽度表示,见表1。表1
3.4基本参数
基本参数见表2。
尺寸系列
QB/T1344—2018
4要求
喷枪数量
喷枪转盘旋转速度
往复式机型往复频率
皮革输送速度
干燥室长度及温度
4.1基本要求
次/min
往复式:1、2、4
旋转式:4、8、12,或(4+4)
在(12~25)范围内连续可调
在(4060)范围内连续可调
在(5~20)范围内连续可调
(8+8)、(12+12)
干燥室长度:根据用户工艺要求决定干燥室温度:在正常工作条件下,【(45~100)土5]℃连续可调(饱和蒸汽压力≥0.3MPa)
4.1.1喷浆机应符合本标准的要求,并按照规定程序批准的图样和技术文件制造。4.1.2机器所配的各种喷枪,在满足喷枪工作条件下应能灵活调整浆量的大小及雾气程度,喷涂雾化均匀,不应有漏浆、漏气现象。4.1.3在满足工作条件下:皮革经喷浆机喷涂干燥后,浆料应均匀分布在皮革面上,不应有明显厚薄不均,不应有浆点的现象(点喷除外)。4.2使用功能
4.2.1按皮革的形状和预先设定的要求自动喷涂,做到有革则喷,无革则不喷。4.2.2具有皮革输送速度、喷枪转盘旋转速度、电脑故障信号显示功能,并具备下列其中一种或多种功能:
a)喷室前半部分喷,后半部分停喷选择:b)喷室后半部分喷,前半部分停喷选择:c)连续喷或喷边、点喷、花式喷选择;d)单数枪或双数枪停喷选择;
e)人工加宽喷涂范围设定:
f)每一喷枪动作时有对应的指示。4.3加工质量
焊接件、机械加工件质量应符合QB/T1588.1和QB/T1588.2的规定。4.4装配质量
4.4.1所有零部件应检验合格后再装配。4.4.2装配质量应符合QB/T1588.3的规定。4.4.3电气设备装配应符合GB5226.1-2008中的10、11要求。4.4.4喷枪均匀安装在同一高度的平面内,高度、纵向角度和横向距离(同一平面内两相邻喷枪之间的距离)均可调整。
4.4.5喷室主轴转盘的外端面(即枪把顶端外圆)圆跳动公差应小于50mm。4.4.6干燥室散热管耐压不应小于0.8MPa。各种阀体、接头、仪表、管道及其他零(部)件的连接,应严密可靠,不应有漏油、漏水、漏4.4.7
汽(气)现象。
4.5外观质量
QB/T1344—2018
4.5.1喷浆机表面应平整光洁,无毛刺,金属和镀层不应有明显的划痕、碰伤、锈蚀、起泡和剥落现象。
4.5.2表面涂漆层应符合QB/T1588.4的规定。4.6控制系统
4.6.1电气系统安全性能应符合GB5226.1-2008中8.2.3和12.3规定。4.6.2电脑控制器应符合JB/T8832一2001中4.5、4.6的规定。4.6.3抗干扰能力:电脑控制器在交流电压为额定电压的90%~110%,频率(50土1)Hz的条件下,经受电网和电磁干扰应能正常工作。4.7环境适应性
电脑控制器应符合JB/T88322001中4.1.1、4.1.2、4.1.3的规定。4.8整机性能
4.8.1整机启动、运转、停机应灵敏可靠。调整机构应灵活。
4.8.3喷浆机的各传动部位应具有安全可靠的防护装置。4.8.4正常工作时,各运动部件应平稳,整机噪声符合表3规定。表3
规格/mm
1500~2400
2600-3400Www.bzxZ.net
噪声限值/dB(A)
4.8.5喷室在喷涂过程中尘埃(有害雾粒)无明显外逸,应在停喷后10s内排清室内余雾。4.8.6在正常工作状态下,干燥室壳体的外表面温度不应超过65℃。4.8.7干燥室温度在加热30min内,应升温至100℃。5试验方法
5.1基本要求
5.1.1本标准4.1、4.2在用户厂进行目测试验。5.1.2机械加工件、焊接件质量,按QB/T1588.1和QB/T1588.2的规定检验。5.2装配质量
5.2.1对4.4.2按QB/T1588.3的规定检验。5.2.2对4.4.3、4.4.4、4.4.7用目测检验。5.2.3喷室中轴转盘的端面(或枪把顶端外圆)圆跳动检验:在喷室顶对角之间拉一根直线,并将其调水平。然后以此直线作为基准线,转盘慢慢转动,测量每一枪把的顶部到基准线的距离。其中的最大值和最小值之差为端面圆跳动公差。5.2.4干燥室散热管耐压试验:将散热管置于装水容器中进行0.8MPa的气压试验,目测检查是否有渗漏现象。
5.3外观质量
外观质量采用目测检验。
5.4控制系统
5.4.1电气系统安全性能检验按GB5226.1-2008中18.3、18.4方法进行。5.4.2电脑控制器检验按JB/T8832一2001中4.5、4.6及本标准附录A进行。3
QB/T1344-2018
5.4.3抗干扰试验
控制装置在同一电网上人工制造下列干扰,在室温条件下试验2h:a)用40A交流接触器或直流接触器启停5kW~10kW交流或直流电动机;b)在数控系统的同一电源线上,插拨电烙铁(75W以上),日光灯(40W)和开闭6mm交、直流手电钻,反复进行干扰10次:c)改变电源电压:交流电源土10%,直流电源土5%5.5环境适应性
电脑控制器试验按JB/T8832一2001中4.1.1、4.1.2、4.1.3进行。5.6整机性能
5.6.1整机连续空载运行不小于30min,执行启动、运转、停机操作,目测检验。5.6.2对4.8.2的检验采用手动调整或机动调整,目测检验。5.6.3对4.8.3的检验采用目测检验。5.6.4噪声检验按GB/T16769规定的方法进行。5.6.5对4.8.5用秒表、目测检验。5.6.6干燥室壳体的外表面温度用表面温度计或红外反射温度仪检测。5.6.7干燥系统升温试验
5.6.7.1干燥系统加热型式为蒸汽加热的试验:干燥系统加入大于0.3MPa压力的蒸汽,加热30min,在干燥室中间距革面80mm~150mm位置中测量3次以上,所测数值的算术平均值应达到升温要求。5.6.7.2干燥系统加热型式为远红外线加热的试验:开启电源30min,在干燥室中间距革面80mm~150mm位置中测量3次以上,所测数值的算术平均值应达到升温要求。6检验规则
6.1检验分类
产品检验分出厂检验和型式检验。6.2出厂检验
6.2.1出厂检验项目为本标准的4.3、4.4和4.5,出厂检验时每台产品应空载运行2h。6.2.2每台产品均需质量检验部门检验合格并签发产品检验合格证方可出厂。6.2.3若制造厂无条件进行性能及整机试验,可在用户厂进行。6.3型式检验
6.3.1型式检验项目为本标准第4章全部要求。6.3.2有下列情况之一时应进行型式检验:a)新产品或老产品转厂生产的试制、定型鉴定时:b)正常生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;c)在正常生产的条件下,每24个月应周期性进行检验1次;d)产品连续停产12个月以上,又恢复生产时:e)出厂检验结果与上次型式检验有较大差异时:f)产品质量监督机构提出进行型式检验的要求时。6.3.3型式检验的样机应从出厂检验合格产品中随机抽取10%,至少为1台。6.4判定与复验
6.4.1出厂检验中有某项不合格时,应消除造成该项目不合格的因素,并经复验合格,则判为合格否则判为不合格。
QB/T1344-2018
6.4.2型式检验中有某项不合格时,应加倍抽样,对不合格项目进行复验,若仍不合格,则判型式检验不合格。
7标志、包装、运输、贮存
7.1标志
7.1.1每台产品应在明显位置安装产品铭牌,铭牌应符合GB/T13306的规定。7.1.2标牌的内容如下:
a)产品名称与型号:
b)产品主要技术参数:
c)制造厂名称;
d)制造日期及出厂编号。
7.2包装
7.2.1产品包装应符合GB/T13384的规定。7.2.2包装箱外壁应标明:
a)产品名称及型号:
b)制造厂名称、出厂编号;
c)毛重:
d)发货站及到站、发货及收货单位。7.2.3包装箱内应有以下随机文件:a)产品合格证:
b)使用说明书,其编写应符合GB/T9969的规定:c)装箱单;
d)随机备附件清单。
7.3运输
在防止剧烈震动、雨淋、倒置的情况下,采用安全的运输工具。7.4贮存
产品应置于通风、干燥的场所。5
QB/T1344-2018
整机(除烘干部分)联试。
附录A
(规范性附录)
使用功能试验
A.1“喷室前半部分喷,后半部分停喷选择”试验按面板“全弧”按钮,依次选择“前弧”功能,喷枪在后半部(喷枪靠后架一方为后,另一方为前,下同)运行时不动作,实现只喷前半部分。A.2“喷室后半部分喷,前半部分停喷选择”试验按面板“全弧”按钮,依次选择“后弧”功能,喷枪运行到前半部不动作,实现只喷后半部分。A.3“连续喷”或“喷边”、“点喷”、“花式喷”选择试验按面板“工作”按钮,喷枪运行到有皮革的地方实现对皮革连续喷涂。按面板“模式”按钮,依次选择“图形、喷边、点喷、斜喷”功能。“喷边”:喷枪运行到有皮革的边沿地方实现对皮革边沿喷涂,即对皮革进行补边喷涂。“点喷”:喷枪运行到有皮革的地方实现对皮革以脉冲方式喷涂。“花式喷”:可用预先设计好的图形对皮革进行花样喷涂。用浅色纸或皮革试喷,达到与电脑一致。A.4单数枪或双数枪停喷选择试验按面板“模式”按钮,依次选择单数枪号,目测是否只有双数枪在喷。按面板“模式”按钮,依次选择双数枪号,目测是否只有单数枪在喷。A.5加宽喷涂范围设定试验
加宽喷涂功能是当皮革边缘喷涂浆料不足时使用。应有向前(皮革的前边缘)、向后、向左、向右四种加喷选择。根据喷涂实际情况和喷涂工艺需要进行调节。加宽喷涂试验如下:用皮样或其他不透光样块进行试验。分别单独试验四种加喷选择,目测是否有加喷和检验皮样加喷后的效果。
A.6喷枪同步动作指示检验
目测喷枪动作跟指示是否同步。6
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。