QB 1113-1991
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB 1113-1991.
主题内容与适用范围
QB 1113规定了耐压照明灯泡的名词术语、产品分类、技术要求、试验方法、验收规则、标志、包装、运输和贮存。
QB 1113适用供电电源电压经常过高地方使用的耐(电)压照明白炽灯泡。
2- 引用标准
GBn 153白 炽灯泡光电参数的测量方法
GB 191包装 储运图示标志
GB 1406螺口式灯头的形式和尺寸
GB 1407插口式灯头的形式和尺寸
GB 1483螺口式灯头的量规
GB 1484插口式灯 头的量规
GB 2796电光源型号命 名方法
GB2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)
GB2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)
GB 7248电光源的安全 要求
GB7250灯头温升的标准测量方法
GB 7429普 通照明灯泡的最大外形尺寸
GB 7451电光源名词 .
ZBK 70006~ 电光源玻 壳道用技术条件
QB 539梨型玻壳尺寸 系列
3名词术语
3.1初始光电参数指灯泡在老炼结東时所测量的光学和电学参数的数值,主要是指光通量和电功率。
3.2寿命指灯泡燃点至烧毁时的小时数。
3.3老炼指灯泡在115% 额定电压下燃点20min,使灯的光电参数值趋于稳定的过程。
3.4灯头温升 指按GB 7250测量时,装在灯泡灯头上标准试验灯座的表面温升Sts。
3.5光中心高度 指灯 丝的几何中心至灯头电触头顶端间的距离<螺口式)或至灯头销钉之间的距离(插口式)。
3.6耐压照明灯泡能在240V~260V电源电压条件下使用的照明灯泡。
主题内容与适用范围
QB 1113规定了耐压照明灯泡的名词术语、产品分类、技术要求、试验方法、验收规则、标志、包装、运输和贮存。
QB 1113适用供电电源电压经常过高地方使用的耐(电)压照明白炽灯泡。
2- 引用标准
GBn 153白 炽灯泡光电参数的测量方法
GB 191包装 储运图示标志
GB 1406螺口式灯头的形式和尺寸
GB 1407插口式灯头的形式和尺寸
GB 1483螺口式灯头的量规
GB 1484插口式灯 头的量规
GB 2796电光源型号命 名方法
GB2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)
GB2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)
GB 7248电光源的安全 要求
GB7250灯头温升的标准测量方法
GB 7429普 通照明灯泡的最大外形尺寸
GB 7451电光源名词 .
ZBK 70006~ 电光源玻 壳道用技术条件
QB 539梨型玻壳尺寸 系列
3名词术语
3.1初始光电参数指灯泡在老炼结東时所测量的光学和电学参数的数值,主要是指光通量和电功率。
3.2寿命指灯泡燃点至烧毁时的小时数。
3.3老炼指灯泡在115% 额定电压下燃点20min,使灯的光电参数值趋于稳定的过程。
3.4灯头温升 指按GB 7250测量时,装在灯泡灯头上标准试验灯座的表面温升Sts。
3.5光中心高度 指灯 丝的几何中心至灯头电触头顶端间的距离<螺口式)或至灯头销钉之间的距离(插口式)。
3.6耐压照明灯泡能在240V~260V电源电压条件下使用的照明灯泡。
标准图片预览
标准内容
1主题内容与适用范围
中华人民共和国行业标准
耐压照明灯泡
QB1113—91
本标准规定了耐压照明灯泡的名词术语、产品分类、技术要求、试验方法、验收规则、标志、包装、运输和贮存。
本标准适用供电电源电压经常过高地方使用的耐(电)压照明白炽灯泡。2引用标准
GBn153白炽灯泡光电参数的测量方法GB191
包装储运图示标志
GB1406
GB1407
GB1483
GB1484
GB2796
GB2828bzxZ.net
GB2829
GB7248
GB7250
GB7429
GB7451
螺口式灯头的形式和尺寸
插口式灯头的形式和尺寸
螺口式灯头的量规
插口式灯头的量规
电光源型号命名方法
逐批检查计数抽样程序及抽样表(适用于连续批的检查)周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)电光源的安全要求
灯头温升的标准测量方法
普通照明灯泡的最大外形尺寸
电光源名词
ZBK70006电光源玻壳通用技术条件QB539
梨型玻壳尺寸系列
3名词术语
3.1初始光电参数指灯泡在老炼结束时所测量的光学和电学参数的数值,主要是指光通量和电功率。
3.2寿命指灯泡燃点至烧毁时的小时数。3.3老炼指灯泡在115%额定电压下燃点20min,使灯的光电参数值趋于稳定的过程。3.4灯头温升,指按GB7250测量时,装在灯泡灯头上标准试验灯座的表面温升4ts。3.5光中心高度指灯丝的几何中心至灯头电触头顶端间的距离(螺口式)或至灯头销钉之间的距离(插口式)。
3.6耐压照明灯泡能在240V~260V电源电压条件下使用的照明灯泡。中华人民共和国轻工业部199106—04批准8
1992—01—01实施
4产品分类
QB1113—91
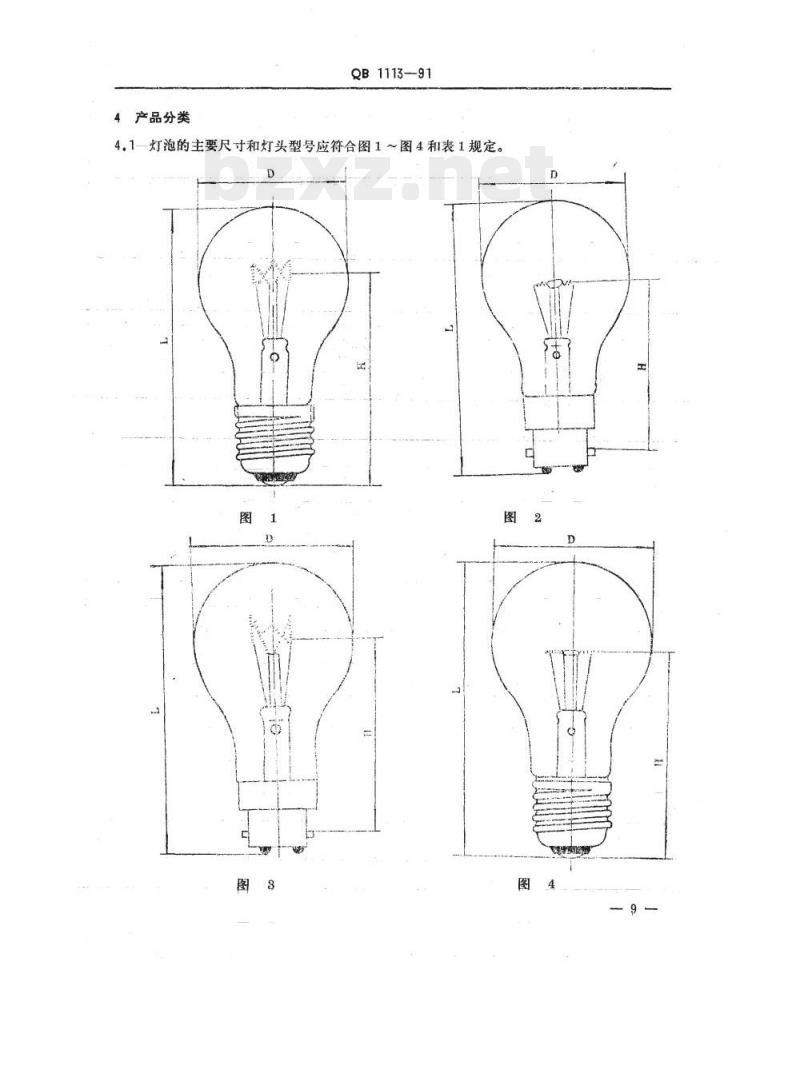
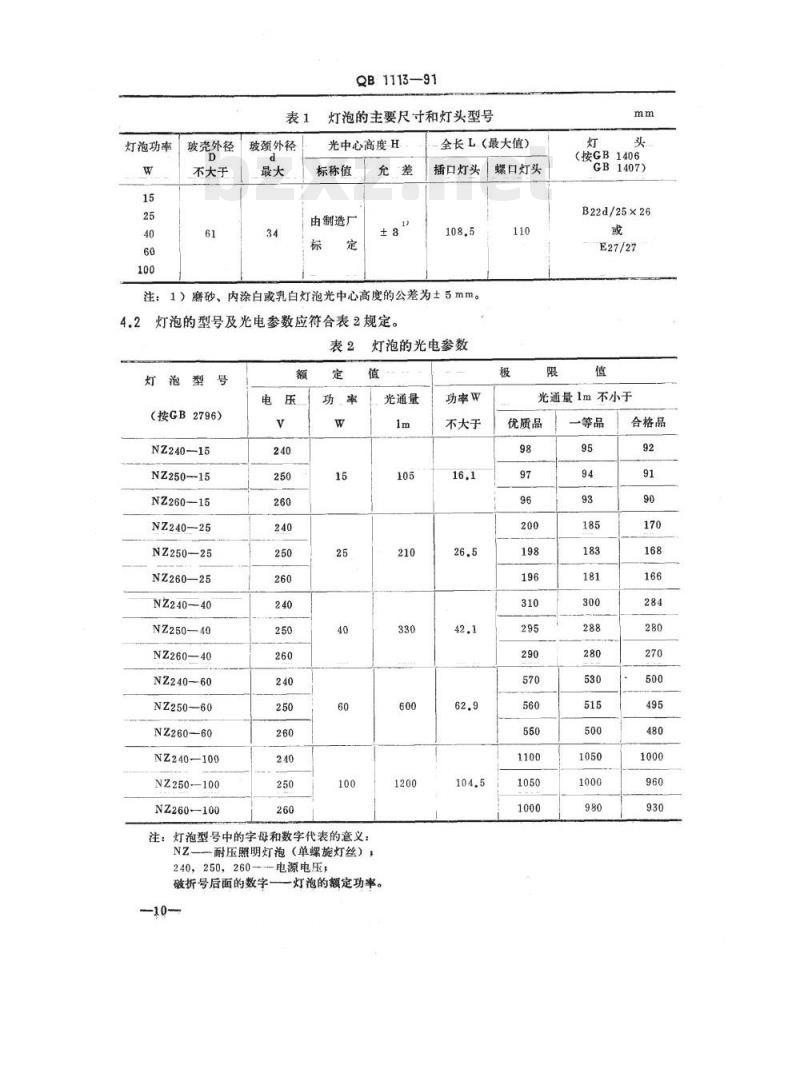
4.1灯泡的主要尺寸和灯头型号应符合图1~图4和表1规定。图
灯泡功率
玻壳外径
不大于
玻颈外径
QB1113—91
灯泡的主要尺寸和灯头型号
光中心高度H
标称值
由制造厂
全长L(最大值)
插口灯头」螺口灯头
注:1)磨砂、内涂白或乳白灯泡光中心高度的公差为±5mm。4.2
灯泡的型号及光电参数应符合表2规定。灯泡的光电参数
灯泡型号
(按GB2796)
NZ240-15
NZ250-15
NZ260-15
NZ240-25
NZ250—25
NZ260—25
NZ240-40
NZ250—40
NZ260—40
NZ240-60
NZ250-60
NZ260-60
NZ240—100
NZ250-100
NZ260-100
光通量
注:灯泡型号中的字母和数字代表的意义:NZ——耐压照明灯泡(单螺旋灯丝),240,250,260—电源电压,
破折号后面的数字一
灯泡的额定功率。
功率W
不大于
(按GB1406
GB1407)
B22d/25x26
E27/27
光通量1m不小于
优质品
一等品
合格品
5技术要求
QB1113-91
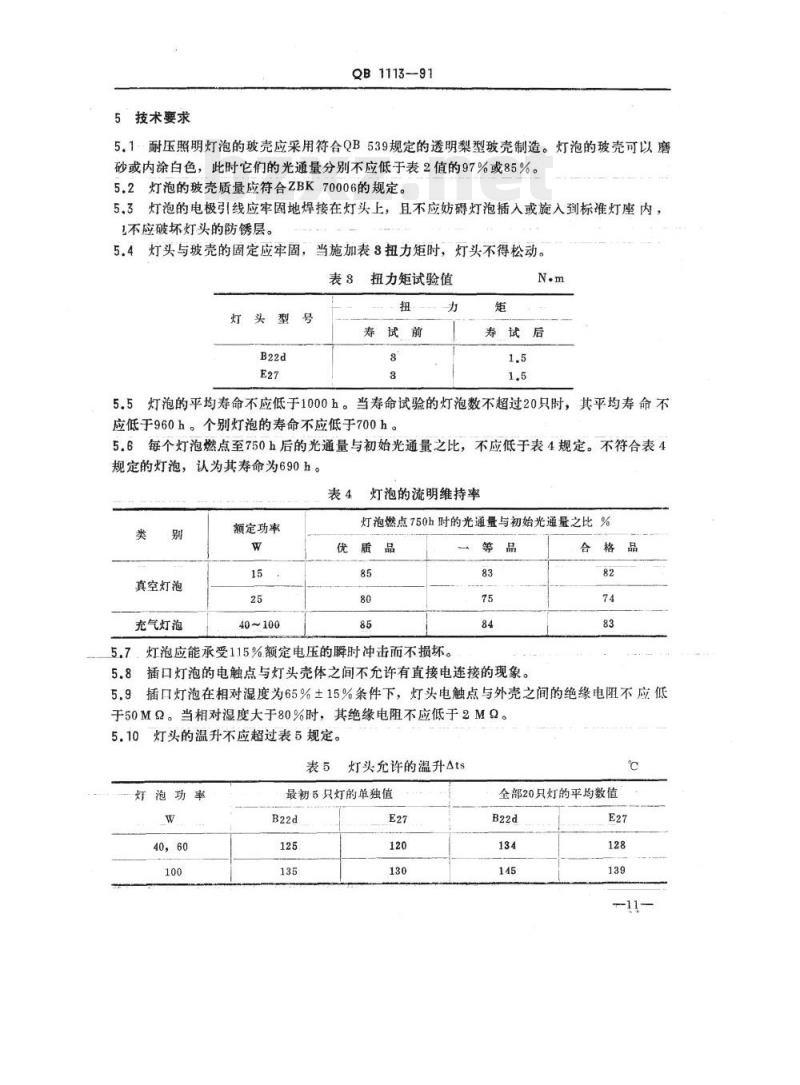
5.1--耐压照明灯泡的玻壳应采用符合QB539规定的透明梨型玻壳制造。灯泡的玻壳可以磨砂或内涂白色,此时它们的光通量分别不应低于表2值的97%或85%。5.2灯泡的玻壳质量应符合ZBK70006的规定。5.3灯泡的电极引线应牢固地焊接在灯头上,且不应妨碍灯泡插入或旋入到标准灯座内,!不应破坏灯头的防锈层。
5.4灯头与玻壳的固定应牢固,当施加表3扭力矩时,灯头不得松动。表8扭力矩试验值
灯头型号
寿试前
寿试后
5.5灯泡的平均寿命不应低于1000h。当寿命试验的灯泡数不超过20只时,其平均寿命不应低于960h。个别灯泡的寿命不应低于700h。5.6每个灯泡燃点至750h后的光通量与初始光通量之比,不应低于表4规定。不符合表4规定的灯泡,认为其寿命为690h。表4灯泡的流明维持率
真空灯泡
充气灯泡
额定功率
40~100
灯泡燃点750h时的光通量与初始光通量之比%优质品
5.7灯泡应能承受115%额定电压的瞬时冲击而不损坏。等品
5.8插口灯泡的电触点与灯头壳体之间不允许有直接电连接的现象。合格品
5.9插口灯泡在相对湿度为65%±15%条件下,灯头电触点与外壳之间的绝缘电阻不应低于50M2。当相对湿度大于80%时,其绝缘电阻不应低于2MQ。5.10灯头的温升不应超过表5规定。表5灯头允许的温升Ats
灯泡功率
40,60
最初5只灯的单独值
全部20只灯的平均数值
QB1113—91
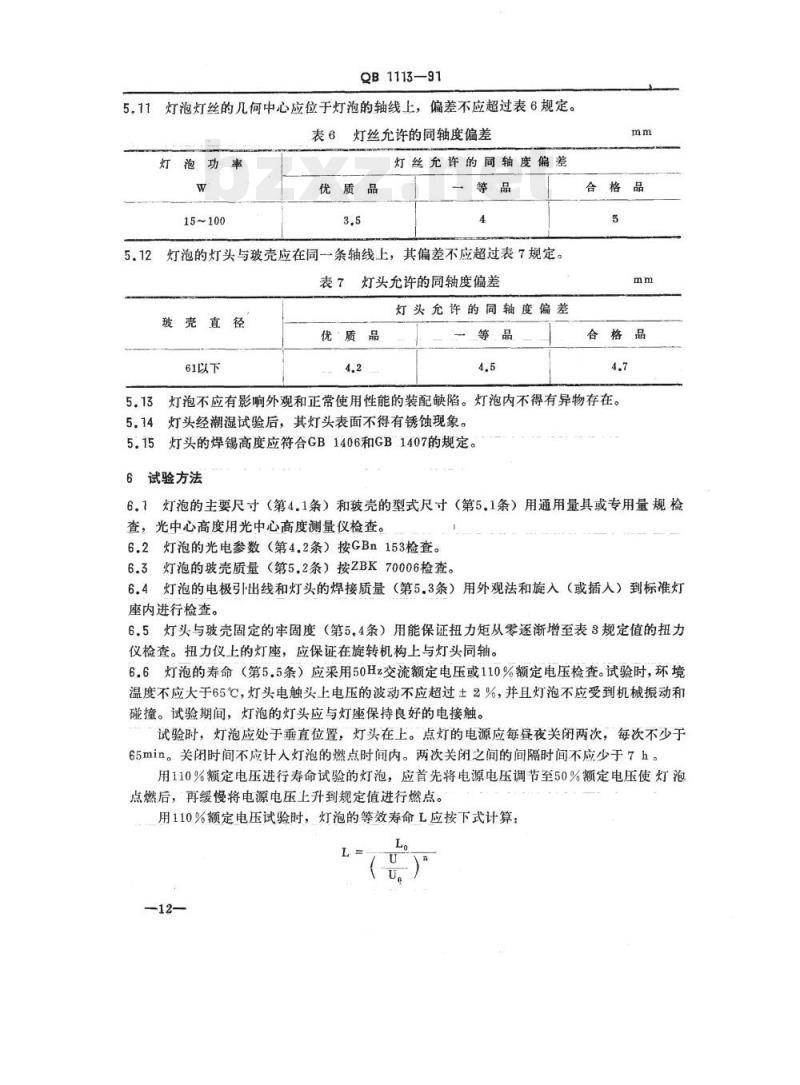
5.11灯泡灯丝的几何中心应位于灯泡的轴线上,偏差不应超过表6规定。表6灯丝允许的同轴度偏差
灯泡功率
15~100
优质品
灯丝允许的同轴度偏差
灯泡的灯头与玻壳应在同一条轴线上,其偏差不应超过表7规定。5.12
表7灯头允许的同轴度偏差
玻壳直径
61以下
优质品
灯头允许的同轴度偏差
合格品
合格品
5.13灯泡不应有影响外观和正常使用性能的装配缺陷。灯泡内不得有异物存在。5.14灯头经潮湿试验后,其灯头表面不得有锈蚀现象。5.15灯头的焊锡高度应符合GB1406和GB1407的规定。6试验方法
6.1灯泡的主要尺寸(第4.1条)和玻壳的型式尺寸(第5.1条)用通用量具或专用量规检查,光中心高度用光中心高度测量仪检查。6.2灯泡的光电参数(第4.2条)按GBn153检查。6.3灯泡的玻壳质量(第5.2条)按ZBK70006检查。6.4灯泡的电极引出线和灯头的焊接质量(第5.3条)用外观法和旋入(或插入)到标准灯座内进行检查。
6.5灯头与玻壳固定的牢固度(第5.4条)用能保证扭力矩从零逐渐增至表3规定值的扭力仪检查。扭力仪上的灯座,应保证在旋转机构上与灯头同轴。6.6灯泡的寿命(第5.5条)应采用50Hz交流额定电压或110%额定电压检查。试验时,环境温度不应大于65℃,灯头电触头上电压的波动不应超过土2%,并且灯泡不应受到机械振动和碰撞。试验期间,灯泡的灯头应与灯座保持良好的电接触。试验时,灯泡应处于垂直位置,灯头在上。点灯的电源应每叠夜关闭两次,每次不少于65min。关闭时间不应计入灯泡的燃点时间内。两次关闭之间的间隔时间不应少于7h。用110%额定电压进行寿命试验的灯泡,应首先将电源电压调节至50%额定电压使灯泡点燃后,再缓慢将电源电压上升到规定值进行燃点。用110%额定电压试验时,灯泡的等效寿命L应按下式计算:L
—12—
QB1113—91
式中:L—-在110%额定电压下灯泡的等效寿命;U试验电压;
U。—额定电压,
L.——在额定电压下灯泡的寿命;一寿命试验指数,对真空灯泡为13,对充气灯泡为14。当灯泡燃点至1250h或表8所列的加速寿命试验的等效时间时,则认为寿命试验结束。平均寿命按每个灯泡寿命的算术平均值计算。寿命试验时,由于偶然机械损坏或电源连接错误而损坏的灯泡不应计算在寿命试验结果内,并允许补试。灯泡的寿命如已符合要求则可不必补试。在规定的工作位置和试验电压下进行寿命试验的灯泡中,如果在20只灯泡中有1只玻壳爆炸,则认为灯泡的寿命为不合格。灯泡的光电参数随电源电压的变化关系见附录E(参考件)。表8
灯泡的寿命和流明维持率的试验时间试验项目
平均寿命
个别灯泡寿命
测量流明维持率
的时间
寿命试验持续时间
灯泡类别
真空灯泡
充气灯泡
真空灯泡
充气灯泡
真空灯泡
充气灯泡
真空灯泡
充气灯泡
试验时间h
在额定电压下燃点
在110%额定电压下燃点
6.7灯泡的过电压强度(第5.7条)是将灯泡直接接人115%额定电压下1s进行试验。6.8灯泡的灯头电触点与外壳间的直接电连接情况(第5.8条)用目测或专用装置进行逐个检查,剔除不合格品。
6.9灯头的绝缘电阻(第5.9条)是在灯头的壳体和灯头的电触点之间施加500V直流电压1min后,用兆欧表测量。
6.10灯头的温升(第5.10条)按GB7250测量。6.11灯泡的偏心度(第5.11条)用投影仪检查。6.12灯泡的偏头度(第5.12条)用图5所示的装置检查,试验时,将被测灯泡旋人或插入试验装置的灯座内,将灯座绕其轴线旋转一周,由指示器上显示出的最大读数和最小读数之差值的一半,不应超过表7规定。-13-
QB1113—91
1一底座,2—旋转卡头,8一受试灯泡;4一指示器;5—立杆;6一旋钮;7—横杆图5检查灯泡同轴度的装置
6.13灯泡的装配质量(第5,13条)用外观法检查。6.14灯泡的耐潮性能(第5.14条)是将灯泡放置在温度为40±2℃、相对湿度为90%~95%的恒温恒湿箱内48五后,用外观法检查灯头的底金属有无锈蚀现象。轻微的和易于擦掉的锈点不予考虑。
6.15灯泡及内外包装箱上标志的正确性和清晰度(第8.1,8.3条和8.4条)用外观法检查。灯泡标志的牢固度(第8.1条)用擦拭法检查:在用湿纱布擦拭标志三次后,灯泡的标志仍应清晰和易于辨认。
6.16灯泡的运输强度试验用第8.2条规定的方法检查。6.17灯头的焊锡高度(第5.15条)用GB1483规定的螺口式灯头的量规和GB1484规定的插口式灯头的量规检查。
7检验规则
7.1为了检查灯泡的质量是否符合本标准的规定,制造厂应对灯泡进行安全性能检查、交14-
收试验和例行试验。
QB1113-91
7.2制造厂所生产的灯泡,必须全部进行安全性能(第5.7和5.8条)检查,从中剔除不合格品。
7.3每批灯泡都应进行交收检验。同时提交验收的同型号灯泡为一批。交收检验的灯泡,应按附录A(补充件)规定的方法抽取。交收检验的项目、合格判定条件与合格条件的转移规则应符合附录B(补充件)的B1、B2、B3条和表B1的规定。7.4例行检验的灯泡,应从每季度内生产的、经交收检验合格的灯泡中均勾地抽取。采用一次抽样方案、判别水平DL为1。
7.5例行检验若不合格,则该批灯泡为不合格。此时,应立即停止生产和验收,已验收的灯泡应停止出厂,同时应研究产生不合格的原因,并采取有效措施,直至灯泡的性能达到了本标准的要求,以及得到新的检验合格结果后,才能恢复生产和验收。7.6.例行检验每季度不少于次。每当灯泡的结构、制造工艺或材料变更可能影响灯泡的性能时,都应进行例行检验。
7.7为了检查制造厂的检验结果是否与市场抽样的检验结果相一致,应由有关检测站公开的从市场上三个点均勾地抽取三种有代表性的型号各75只灯泡进行对比检验。检验分三组进行(见表9)。检验结果,如果从市场三个点抽取的样品中,每组有缺陷的灯泡数量的算术平均值超过了表10规定,则认为工厂的检验结果与市场抽样检查的结果不一致。此时,制造厂应与抽检部门联合研究产生原因:如属安全性能的,则制造厂应立即停止生产与销售;如属技术性能的,则应提出解决办法,限期达到要求。对比检验应按本标准规定的试验方法进行,每年不少于一次。7.8本季度例行检验未结束以前,制造厂质量检验部门或订货方可按上季度例行检验结果验收产品。例行检验结果若与上季度例行检验结果不一致时,则以本季度例行检验结果为准。表9
市场抽样灯泡试验项目的分组和抽取数量试
玻壳型式、尺寸和质量检查
引出线焊接质量检查
灯泡的主要尺寸和灯头型号检查偏心度检查
同轴度检查
装配质量检查
灯头固定的牢固度检查
灯泡耐潮性能检查
灯泡的初始光通量检查
灯泡的功率检查
灯泡的个别寿命检查
流明维持率检查
抽样数量
制造厂的记录中有缺陷灯泡
的百分比(%)
市场抽样灯泡中允许有缺陷
的灯泡数(每20只)
8标志、包装、运输、贮存
QB1113-91
市场抽样灯泡中允许有缺陷的灯泡数8
8.1每个灯泡的明显位置上应有下列清晰而牢固的标志:灯泡型号;
制造厂商标
生产日期(年、季或月);
d。质量等级标志(限于优质品和一级品)。注:季用罗马字表示,月用阿拉伯数字表示。Ir
8.2灯泡应有良好的减振和防潮包装。当装满灯泡的包装物装在卡车上,以30~40km/h速度在三级公路上行驶200km后,或在运输模拟装置上试验三小时后灯泡应无机械损坏并能正常燃点。
灯泡的包装盒上应标明:
制造厂名称或商标:
灯泡名称和型号;
灯泡数量:
灯头型号:
本标准编号;
质量等级;
使用说明(可标在内包装套上)。8.4灯泡外包装箱上应标明:
制造厂名称或商标;
灯泡名称和型号;
灯泡数量:
灯头型号:
包装日期(年、月):
本标准编号:
质量等级;
生产许可证号码;
符合GB191有关规定的标志。
8.5每个包装盒内应附有产品合格证。合格证上应标明:-16
制造厂名称或商标,
灯泡名称和型号,
质量等级,
本标准编号;
检验日期;
检验员签章。
QB1113-91
8.6灯泡在运输时,应避免雨雪的淋袭和强烈的机械振动。8.7灯泡应贮存在相对湿度不超过85%的干燥通风室内,空气中不应有腐蚀性气体,贴存时,灯泡包装物的垛高不得超过8m。灯泡的存放期不得超过一年。
—17-
QB1113-91
附录A
抽样方法的规定
(补充件)
在制造厂检查所生产的灯泡质量是否符合本标准规定时,受检产品应按本附录的规定抽A1交收检验的灯泡,允许采用下列两种方法中的一种抽取试样。A1.1在生产流水线上均勾抽取,即等间隔时间抽取。抽取的方法和步骤如下:a.首先计算出取样比P:
式中:M-取样数量;
T—批生产时间。
b.决定抽取第一只样品的时间,用随机数表或投般子决定。确定抽样时间t:
(i-1)
ti=t+-
一抽取第i个样品的时间,min;
式中:ti-
一抽取第一个样品的时间,min,用随机数表或投般子决定。d。按公式A2算出的时间,抽取生产流水线生产的样品。e。抽齐样品后,交付检验部门进行交收检验。A1.2由包装箱内抽取:
·(A1)
如果受检灯泡包装在10个或10个以下包装箱内,则受检灯泡应从每个包装箱内抽取;如果该批灯泡包装在10个以上包装箱内,则应从包装箱总数的三分之一中抽取,但不少于10个。A2例行检验样品的抽取方法
例行检验样品应从每季度内交收检验合格的灯泡中均勾地抽取,即等时间间隔抽取。样品应均匀地分布在例行检验所包括的整个时期内。例行检验灯泡的抽取方法如下:a。按公式A1和A2算出抽取第i个样品的时间ti,此时t和ti的时间单位为星期(周),
b。在成品库内抽取按公式A2算出的时间产生的,经交收检验合格的灯泡中抽取样-18—
QB1113-91
c。抽齐样品后,由检验部门进行例行检验。A3对比检验样品的抽取方法
对比检验的样品,应从本年度市场三个销售点销售的灯泡中均匀地抽取。不符合这一规定的市场样品,其检验结果就不能与制造厂的记录进行比较。对比检验样品的抽取方法与A2章相同。附录B
交收检验与例行检验的检验项目、合格判定条件和转移规则
(补充件)
B1,交收检验的检验项目与合格判定条件应符合表B1的规定。B2当交收检验进行正常检查时,若在不多于连续5批产品的检查中有2批不合格,则从下一批检查开始,转为加严检查。B3当交收检验进行加严检查时,若连续5批检查合格,则从下一批检查开始,转为正常检查。若加严检查开始后,不合格批数计到5批(不包括以前转到加严检查出现的不合格批数)时,应停止生产和验收,此时应研究产生不合格的原因,采取有效措施。直到新的交收检验结果(按加严检查)合格后,才能恢复生产和验收。B4例行检验的检验项目与合格判定条件应符合表B2的规定。19
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国行业标准
耐压照明灯泡
QB1113—91
本标准规定了耐压照明灯泡的名词术语、产品分类、技术要求、试验方法、验收规则、标志、包装、运输和贮存。
本标准适用供电电源电压经常过高地方使用的耐(电)压照明白炽灯泡。2引用标准
GBn153白炽灯泡光电参数的测量方法GB191
包装储运图示标志
GB1406
GB1407
GB1483
GB1484
GB2796
GB2828bzxZ.net
GB2829
GB7248
GB7250
GB7429
GB7451
螺口式灯头的形式和尺寸
插口式灯头的形式和尺寸
螺口式灯头的量规
插口式灯头的量规
电光源型号命名方法
逐批检查计数抽样程序及抽样表(适用于连续批的检查)周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)电光源的安全要求
灯头温升的标准测量方法
普通照明灯泡的最大外形尺寸
电光源名词
ZBK70006电光源玻壳通用技术条件QB539
梨型玻壳尺寸系列
3名词术语
3.1初始光电参数指灯泡在老炼结束时所测量的光学和电学参数的数值,主要是指光通量和电功率。
3.2寿命指灯泡燃点至烧毁时的小时数。3.3老炼指灯泡在115%额定电压下燃点20min,使灯的光电参数值趋于稳定的过程。3.4灯头温升,指按GB7250测量时,装在灯泡灯头上标准试验灯座的表面温升4ts。3.5光中心高度指灯丝的几何中心至灯头电触头顶端间的距离(螺口式)或至灯头销钉之间的距离(插口式)。
3.6耐压照明灯泡能在240V~260V电源电压条件下使用的照明灯泡。中华人民共和国轻工业部199106—04批准8
1992—01—01实施
4产品分类
QB1113—91
4.1灯泡的主要尺寸和灯头型号应符合图1~图4和表1规定。图
灯泡功率
玻壳外径
不大于
玻颈外径
QB1113—91
灯泡的主要尺寸和灯头型号
光中心高度H
标称值
由制造厂
全长L(最大值)
插口灯头」螺口灯头
注:1)磨砂、内涂白或乳白灯泡光中心高度的公差为±5mm。4.2
灯泡的型号及光电参数应符合表2规定。灯泡的光电参数
灯泡型号
(按GB2796)
NZ240-15
NZ250-15
NZ260-15
NZ240-25
NZ250—25
NZ260—25
NZ240-40
NZ250—40
NZ260—40
NZ240-60
NZ250-60
NZ260-60
NZ240—100
NZ250-100
NZ260-100
光通量
注:灯泡型号中的字母和数字代表的意义:NZ——耐压照明灯泡(单螺旋灯丝),240,250,260—电源电压,
破折号后面的数字一
灯泡的额定功率。
功率W
不大于
(按GB1406
GB1407)
B22d/25x26
E27/27
光通量1m不小于
优质品
一等品
合格品
5技术要求
QB1113-91
5.1--耐压照明灯泡的玻壳应采用符合QB539规定的透明梨型玻壳制造。灯泡的玻壳可以磨砂或内涂白色,此时它们的光通量分别不应低于表2值的97%或85%。5.2灯泡的玻壳质量应符合ZBK70006的规定。5.3灯泡的电极引线应牢固地焊接在灯头上,且不应妨碍灯泡插入或旋入到标准灯座内,!不应破坏灯头的防锈层。
5.4灯头与玻壳的固定应牢固,当施加表3扭力矩时,灯头不得松动。表8扭力矩试验值
灯头型号
寿试前
寿试后
5.5灯泡的平均寿命不应低于1000h。当寿命试验的灯泡数不超过20只时,其平均寿命不应低于960h。个别灯泡的寿命不应低于700h。5.6每个灯泡燃点至750h后的光通量与初始光通量之比,不应低于表4规定。不符合表4规定的灯泡,认为其寿命为690h。表4灯泡的流明维持率
真空灯泡
充气灯泡
额定功率
40~100
灯泡燃点750h时的光通量与初始光通量之比%优质品
5.7灯泡应能承受115%额定电压的瞬时冲击而不损坏。等品
5.8插口灯泡的电触点与灯头壳体之间不允许有直接电连接的现象。合格品
5.9插口灯泡在相对湿度为65%±15%条件下,灯头电触点与外壳之间的绝缘电阻不应低于50M2。当相对湿度大于80%时,其绝缘电阻不应低于2MQ。5.10灯头的温升不应超过表5规定。表5灯头允许的温升Ats
灯泡功率
40,60
最初5只灯的单独值
全部20只灯的平均数值
QB1113—91
5.11灯泡灯丝的几何中心应位于灯泡的轴线上,偏差不应超过表6规定。表6灯丝允许的同轴度偏差
灯泡功率
15~100
优质品
灯丝允许的同轴度偏差
灯泡的灯头与玻壳应在同一条轴线上,其偏差不应超过表7规定。5.12
表7灯头允许的同轴度偏差
玻壳直径
61以下
优质品
灯头允许的同轴度偏差
合格品
合格品
5.13灯泡不应有影响外观和正常使用性能的装配缺陷。灯泡内不得有异物存在。5.14灯头经潮湿试验后,其灯头表面不得有锈蚀现象。5.15灯头的焊锡高度应符合GB1406和GB1407的规定。6试验方法
6.1灯泡的主要尺寸(第4.1条)和玻壳的型式尺寸(第5.1条)用通用量具或专用量规检查,光中心高度用光中心高度测量仪检查。6.2灯泡的光电参数(第4.2条)按GBn153检查。6.3灯泡的玻壳质量(第5.2条)按ZBK70006检查。6.4灯泡的电极引出线和灯头的焊接质量(第5.3条)用外观法和旋入(或插入)到标准灯座内进行检查。
6.5灯头与玻壳固定的牢固度(第5.4条)用能保证扭力矩从零逐渐增至表3规定值的扭力仪检查。扭力仪上的灯座,应保证在旋转机构上与灯头同轴。6.6灯泡的寿命(第5.5条)应采用50Hz交流额定电压或110%额定电压检查。试验时,环境温度不应大于65℃,灯头电触头上电压的波动不应超过土2%,并且灯泡不应受到机械振动和碰撞。试验期间,灯泡的灯头应与灯座保持良好的电接触。试验时,灯泡应处于垂直位置,灯头在上。点灯的电源应每叠夜关闭两次,每次不少于65min。关闭时间不应计入灯泡的燃点时间内。两次关闭之间的间隔时间不应少于7h。用110%额定电压进行寿命试验的灯泡,应首先将电源电压调节至50%额定电压使灯泡点燃后,再缓慢将电源电压上升到规定值进行燃点。用110%额定电压试验时,灯泡的等效寿命L应按下式计算:L
—12—
QB1113—91
式中:L—-在110%额定电压下灯泡的等效寿命;U试验电压;
U。—额定电压,
L.——在额定电压下灯泡的寿命;一寿命试验指数,对真空灯泡为13,对充气灯泡为14。当灯泡燃点至1250h或表8所列的加速寿命试验的等效时间时,则认为寿命试验结束。平均寿命按每个灯泡寿命的算术平均值计算。寿命试验时,由于偶然机械损坏或电源连接错误而损坏的灯泡不应计算在寿命试验结果内,并允许补试。灯泡的寿命如已符合要求则可不必补试。在规定的工作位置和试验电压下进行寿命试验的灯泡中,如果在20只灯泡中有1只玻壳爆炸,则认为灯泡的寿命为不合格。灯泡的光电参数随电源电压的变化关系见附录E(参考件)。表8
灯泡的寿命和流明维持率的试验时间试验项目
平均寿命
个别灯泡寿命
测量流明维持率
的时间
寿命试验持续时间
灯泡类别
真空灯泡
充气灯泡
真空灯泡
充气灯泡
真空灯泡
充气灯泡
真空灯泡
充气灯泡
试验时间h
在额定电压下燃点
在110%额定电压下燃点
6.7灯泡的过电压强度(第5.7条)是将灯泡直接接人115%额定电压下1s进行试验。6.8灯泡的灯头电触点与外壳间的直接电连接情况(第5.8条)用目测或专用装置进行逐个检查,剔除不合格品。
6.9灯头的绝缘电阻(第5.9条)是在灯头的壳体和灯头的电触点之间施加500V直流电压1min后,用兆欧表测量。
6.10灯头的温升(第5.10条)按GB7250测量。6.11灯泡的偏心度(第5.11条)用投影仪检查。6.12灯泡的偏头度(第5.12条)用图5所示的装置检查,试验时,将被测灯泡旋人或插入试验装置的灯座内,将灯座绕其轴线旋转一周,由指示器上显示出的最大读数和最小读数之差值的一半,不应超过表7规定。-13-
QB1113—91
1一底座,2—旋转卡头,8一受试灯泡;4一指示器;5—立杆;6一旋钮;7—横杆图5检查灯泡同轴度的装置
6.13灯泡的装配质量(第5,13条)用外观法检查。6.14灯泡的耐潮性能(第5.14条)是将灯泡放置在温度为40±2℃、相对湿度为90%~95%的恒温恒湿箱内48五后,用外观法检查灯头的底金属有无锈蚀现象。轻微的和易于擦掉的锈点不予考虑。
6.15灯泡及内外包装箱上标志的正确性和清晰度(第8.1,8.3条和8.4条)用外观法检查。灯泡标志的牢固度(第8.1条)用擦拭法检查:在用湿纱布擦拭标志三次后,灯泡的标志仍应清晰和易于辨认。
6.16灯泡的运输强度试验用第8.2条规定的方法检查。6.17灯头的焊锡高度(第5.15条)用GB1483规定的螺口式灯头的量规和GB1484规定的插口式灯头的量规检查。
7检验规则
7.1为了检查灯泡的质量是否符合本标准的规定,制造厂应对灯泡进行安全性能检查、交14-
收试验和例行试验。
QB1113-91
7.2制造厂所生产的灯泡,必须全部进行安全性能(第5.7和5.8条)检查,从中剔除不合格品。
7.3每批灯泡都应进行交收检验。同时提交验收的同型号灯泡为一批。交收检验的灯泡,应按附录A(补充件)规定的方法抽取。交收检验的项目、合格判定条件与合格条件的转移规则应符合附录B(补充件)的B1、B2、B3条和表B1的规定。7.4例行检验的灯泡,应从每季度内生产的、经交收检验合格的灯泡中均勾地抽取。采用一次抽样方案、判别水平DL为1。
7.5例行检验若不合格,则该批灯泡为不合格。此时,应立即停止生产和验收,已验收的灯泡应停止出厂,同时应研究产生不合格的原因,并采取有效措施,直至灯泡的性能达到了本标准的要求,以及得到新的检验合格结果后,才能恢复生产和验收。7.6.例行检验每季度不少于次。每当灯泡的结构、制造工艺或材料变更可能影响灯泡的性能时,都应进行例行检验。
7.7为了检查制造厂的检验结果是否与市场抽样的检验结果相一致,应由有关检测站公开的从市场上三个点均勾地抽取三种有代表性的型号各75只灯泡进行对比检验。检验分三组进行(见表9)。检验结果,如果从市场三个点抽取的样品中,每组有缺陷的灯泡数量的算术平均值超过了表10规定,则认为工厂的检验结果与市场抽样检查的结果不一致。此时,制造厂应与抽检部门联合研究产生原因:如属安全性能的,则制造厂应立即停止生产与销售;如属技术性能的,则应提出解决办法,限期达到要求。对比检验应按本标准规定的试验方法进行,每年不少于一次。7.8本季度例行检验未结束以前,制造厂质量检验部门或订货方可按上季度例行检验结果验收产品。例行检验结果若与上季度例行检验结果不一致时,则以本季度例行检验结果为准。表9
市场抽样灯泡试验项目的分组和抽取数量试
玻壳型式、尺寸和质量检查
引出线焊接质量检查
灯泡的主要尺寸和灯头型号检查偏心度检查
同轴度检查
装配质量检查
灯头固定的牢固度检查
灯泡耐潮性能检查
灯泡的初始光通量检查
灯泡的功率检查
灯泡的个别寿命检查
流明维持率检查
抽样数量
制造厂的记录中有缺陷灯泡
的百分比(%)
市场抽样灯泡中允许有缺陷
的灯泡数(每20只)
8标志、包装、运输、贮存
QB1113-91
市场抽样灯泡中允许有缺陷的灯泡数8
8.1每个灯泡的明显位置上应有下列清晰而牢固的标志:灯泡型号;
制造厂商标
生产日期(年、季或月);
d。质量等级标志(限于优质品和一级品)。注:季用罗马字表示,月用阿拉伯数字表示。Ir
8.2灯泡应有良好的减振和防潮包装。当装满灯泡的包装物装在卡车上,以30~40km/h速度在三级公路上行驶200km后,或在运输模拟装置上试验三小时后灯泡应无机械损坏并能正常燃点。
灯泡的包装盒上应标明:
制造厂名称或商标:
灯泡名称和型号;
灯泡数量:
灯头型号:
本标准编号;
质量等级;
使用说明(可标在内包装套上)。8.4灯泡外包装箱上应标明:
制造厂名称或商标;
灯泡名称和型号;
灯泡数量:
灯头型号:
包装日期(年、月):
本标准编号:
质量等级;
生产许可证号码;
符合GB191有关规定的标志。
8.5每个包装盒内应附有产品合格证。合格证上应标明:-16
制造厂名称或商标,
灯泡名称和型号,
质量等级,
本标准编号;
检验日期;
检验员签章。
QB1113-91
8.6灯泡在运输时,应避免雨雪的淋袭和强烈的机械振动。8.7灯泡应贮存在相对湿度不超过85%的干燥通风室内,空气中不应有腐蚀性气体,贴存时,灯泡包装物的垛高不得超过8m。灯泡的存放期不得超过一年。
—17-
QB1113-91
附录A
抽样方法的规定
(补充件)
在制造厂检查所生产的灯泡质量是否符合本标准规定时,受检产品应按本附录的规定抽A1交收检验的灯泡,允许采用下列两种方法中的一种抽取试样。A1.1在生产流水线上均勾抽取,即等间隔时间抽取。抽取的方法和步骤如下:a.首先计算出取样比P:
式中:M-取样数量;
T—批生产时间。
b.决定抽取第一只样品的时间,用随机数表或投般子决定。确定抽样时间t:
(i-1)
ti=t+-
一抽取第i个样品的时间,min;
式中:ti-
一抽取第一个样品的时间,min,用随机数表或投般子决定。d。按公式A2算出的时间,抽取生产流水线生产的样品。e。抽齐样品后,交付检验部门进行交收检验。A1.2由包装箱内抽取:
·(A1)
如果受检灯泡包装在10个或10个以下包装箱内,则受检灯泡应从每个包装箱内抽取;如果该批灯泡包装在10个以上包装箱内,则应从包装箱总数的三分之一中抽取,但不少于10个。A2例行检验样品的抽取方法
例行检验样品应从每季度内交收检验合格的灯泡中均勾地抽取,即等时间间隔抽取。样品应均匀地分布在例行检验所包括的整个时期内。例行检验灯泡的抽取方法如下:a。按公式A1和A2算出抽取第i个样品的时间ti,此时t和ti的时间单位为星期(周),
b。在成品库内抽取按公式A2算出的时间产生的,经交收检验合格的灯泡中抽取样-18—
QB1113-91
c。抽齐样品后,由检验部门进行例行检验。A3对比检验样品的抽取方法
对比检验的样品,应从本年度市场三个销售点销售的灯泡中均匀地抽取。不符合这一规定的市场样品,其检验结果就不能与制造厂的记录进行比较。对比检验样品的抽取方法与A2章相同。附录B
交收检验与例行检验的检验项目、合格判定条件和转移规则
(补充件)
B1,交收检验的检验项目与合格判定条件应符合表B1的规定。B2当交收检验进行正常检查时,若在不多于连续5批产品的检查中有2批不合格,则从下一批检查开始,转为加严检查。B3当交收检验进行加严检查时,若连续5批检查合格,则从下一批检查开始,转为正常检查。若加严检查开始后,不合格批数计到5批(不包括以前转到加严检查出现的不合格批数)时,应停止生产和验收,此时应研究产生不合格的原因,采取有效措施。直到新的交收检验结果(按加严检查)合格后,才能恢复生产和验收。B4例行检验的检验项目与合格判定条件应符合表B2的规定。19
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。