QB/T 4368-2012
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 4368-2012.Drawing instrument.
5.12描绘线条宽度
将墨汁滴入笔尖二片之间,使笔尖与纸面成60 ~ 00角,描绘最细和最粗线条各1条,长40mm~ 80ngm,用工具显微镜检查。
5.13活片弹子与凹槽的配合
活片弹子扣入凹槽后,用手左右摇动活片,检查有无松动。
5.14光滑度
墨笔在绘图纸H描绘长40mm~ 80mm的最细线条I段,用目测检查。
5.15笔尖硬度
取墨笔笔尖端1mm~3mm处做试样,在显微镜硬度机上检测硬度值。
5.16绘围效果
在圆规叉头上挂上0.8kg的重物,在纸上分别画10mm、40mmp、 80mm直径的圆,检查两只圆规脚有无变形现象并观察圆的终点是否与起点重合。
5.17 螺钉头定位、螺纹配合
对螺母用力旋紧并满足紧固要求后,检查螺母的螺纹有无滑牙、烂牙及能否正常旋松螺母。
5.18表面质量
5.18.1在48W荧光灯下距光源0.6m~0.8m用表面粗糙度对比板检查,或用表面粗糙度测试仪检查。
5.18.2在自然光线下, 将喷砂镀镍面或喷漆面的两脚试样写标样平排放置,日湖距离内0.5m,观察有无明显色差。
5.19耐腐蚀性能
耐腐蚀试验按QB/T 3826 - 1999进行,其结果按QB/T 3832 - 1999评价。
5.20使用的安全性
感官检查.
6检验规则
6.1出厂检验
6.1.1每件产品 需经制造厂质量管理部门检验合格,并附产品合格旺(或盖检验合格章)方可出厂。
6.1.2 出厂检验按GB/T2828.1- 2003检查。批量、抽样的方案、检验水平及接收质保限由供需双方商定。
6.1.3出厂检验的产品、 检验项目条款、试验方法条款按表7规定。
5.12描绘线条宽度
将墨汁滴入笔尖二片之间,使笔尖与纸面成60 ~ 00角,描绘最细和最粗线条各1条,长40mm~ 80ngm,用工具显微镜检查。
5.13活片弹子与凹槽的配合
活片弹子扣入凹槽后,用手左右摇动活片,检查有无松动。
5.14光滑度
墨笔在绘图纸H描绘长40mm~ 80mm的最细线条I段,用目测检查。
5.15笔尖硬度
取墨笔笔尖端1mm~3mm处做试样,在显微镜硬度机上检测硬度值。
5.16绘围效果
在圆规叉头上挂上0.8kg的重物,在纸上分别画10mm、40mmp、 80mm直径的圆,检查两只圆规脚有无变形现象并观察圆的终点是否与起点重合。
5.17 螺钉头定位、螺纹配合
对螺母用力旋紧并满足紧固要求后,检查螺母的螺纹有无滑牙、烂牙及能否正常旋松螺母。
5.18表面质量
5.18.1在48W荧光灯下距光源0.6m~0.8m用表面粗糙度对比板检查,或用表面粗糙度测试仪检查。
5.18.2在自然光线下, 将喷砂镀镍面或喷漆面的两脚试样写标样平排放置,日湖距离内0.5m,观察有无明显色差。
5.19耐腐蚀性能
耐腐蚀试验按QB/T 3826 - 1999进行,其结果按QB/T 3832 - 1999评价。
5.20使用的安全性
感官检查.
6检验规则
6.1出厂检验
6.1.1每件产品 需经制造厂质量管理部门检验合格,并附产品合格旺(或盖检验合格章)方可出厂。
6.1.2 出厂检验按GB/T2828.1- 2003检查。批量、抽样的方案、检验水平及接收质保限由供需双方商定。
6.1.3出厂检验的产品、 检验项目条款、试验方法条款按表7规定。
标准图片预览
标准内容
ICS97.180
分类号:Y50
备案号:37986-2013
中华人民共和国轻工行业标准
QB/T4368-2012
代替QB/T3902—1999
绘图仪器
Drawing instrument
2012-11-07发布
中华人民共和国工业和信息化部2013-03-01实施
本标准按照GB/T1.1一2009给出的规则起草。QB/T4368-2012
本标准是对QB/T3902一1999《绘图仪器》的修订。本标准与QB/T3902一1999相比,除编辑性修改外主要技术变化如下:
删除了“单曲线墨笔”、“双曲线墨笔”、“双直线墨笔”项目(见1999版1.1、1.2、2.9中的相应品种规格和图8、图9、图10):对品种、分类进行了调整(见3.1,1999版1.1);删除了产品的“规格”、“型号命名”(见1999版1.2、1.3);删除了“专业级”和“通用级”圆规使用“材料”的要求(见1999版1.4);修改了圆规“规格”的要求[见4.3表1(1),1999版2.3.1表4(1)]:修改了“头部紧松力矩”、“铰链紧松力矩”的数值[见4.3表1(2)、(3),1999版2.3.1表4、(2)(3)1
修改了“微调规”的技术要求[见4.6表4(1,1999版2.6表7(1)]:修改了“表面质量”技术要求项目(见4.14,1999版2.11);增加了“快速微调圆规”技术要求项目(见4.7):增加了“对准性”技术要求项目(见4.8.3):-增加了“插入件配合”的技术要求(见4.8.4);增加了“绘圆效果”技术要求项目(见4.11):增加了“螺钉头定位”技术要求项目(见4.12)增加了“螺纹配合”技术要求项目(见4.13):-增加了“使用的安全性”技术要求项目(见4.16)。本标准由中国轻工业联合会提出。本标准由全国文体用品标准化中心归口。本标准负责起草单位:泉州文宝轻工有限公司。本标准参加起草单位:启东市绘图仪器厂、启东市久仟文化用品有限公司、杭州爱华文具有限公司、上海宏达文教用品有限公司、无锡英雄绘图仪器有限公司。本标准主要起草人:郑龙振、鲍天章、顾允涛、陆洪标、漏国军、宋维荣、赵雅琴。本标准自实施之日起,代替原国家轻工业局发布的轻工行业标准QB/T3902一1999《绘图仪器》。1范围
绘图仪器
QB/T4368-2012
本标准规定了绘图仪器的分类、要求、试验方法、检验规则和标志、包装、运输、贮存。本标准适用于工程设计、制图、描图及教学用的圆规、分规、快速微调圆规、微调圆规(弹圆簧规)及直线墨笔等精密绘图仪器。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件,凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T2828.1一2003计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T2829一2002周期检查计数抽样程序及表QB/T3826—1999轻工产品金属镀层和化学处理层的耐蚀试验方法中性盐雾试验(NSS)法QB/T3832-一1999轻工产品金属镀层腐蚀试验结果的评价3分类
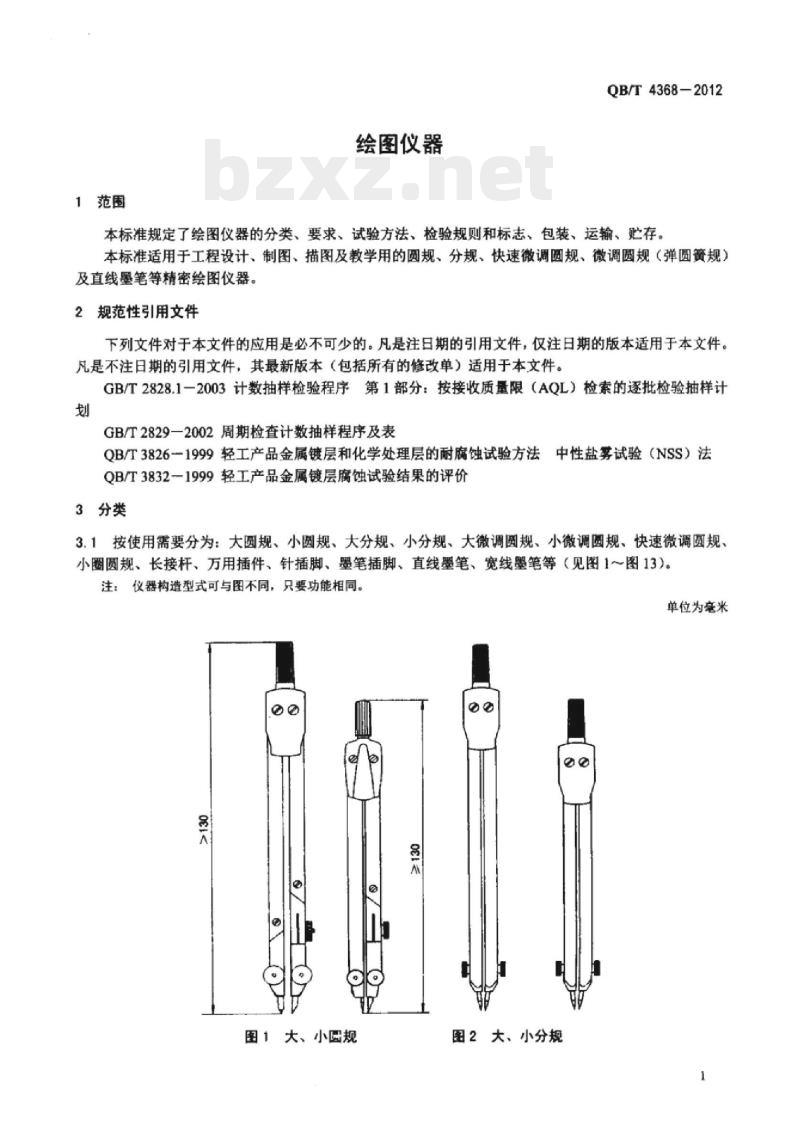
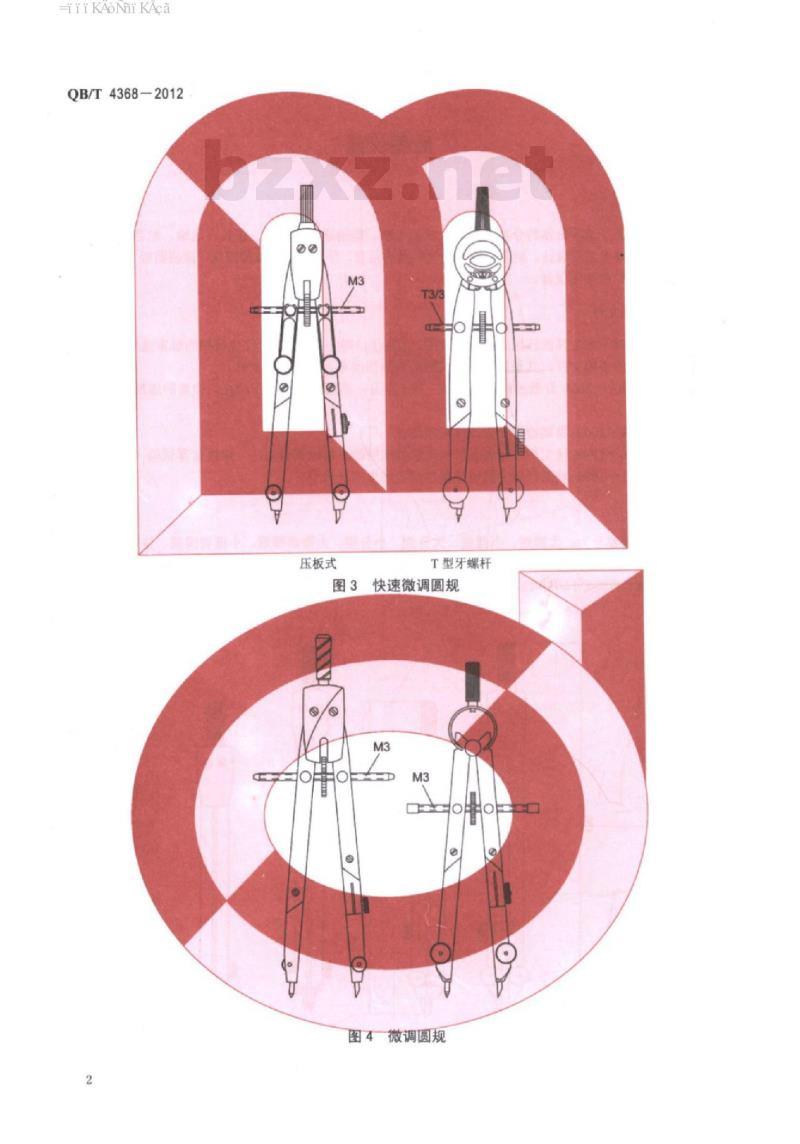
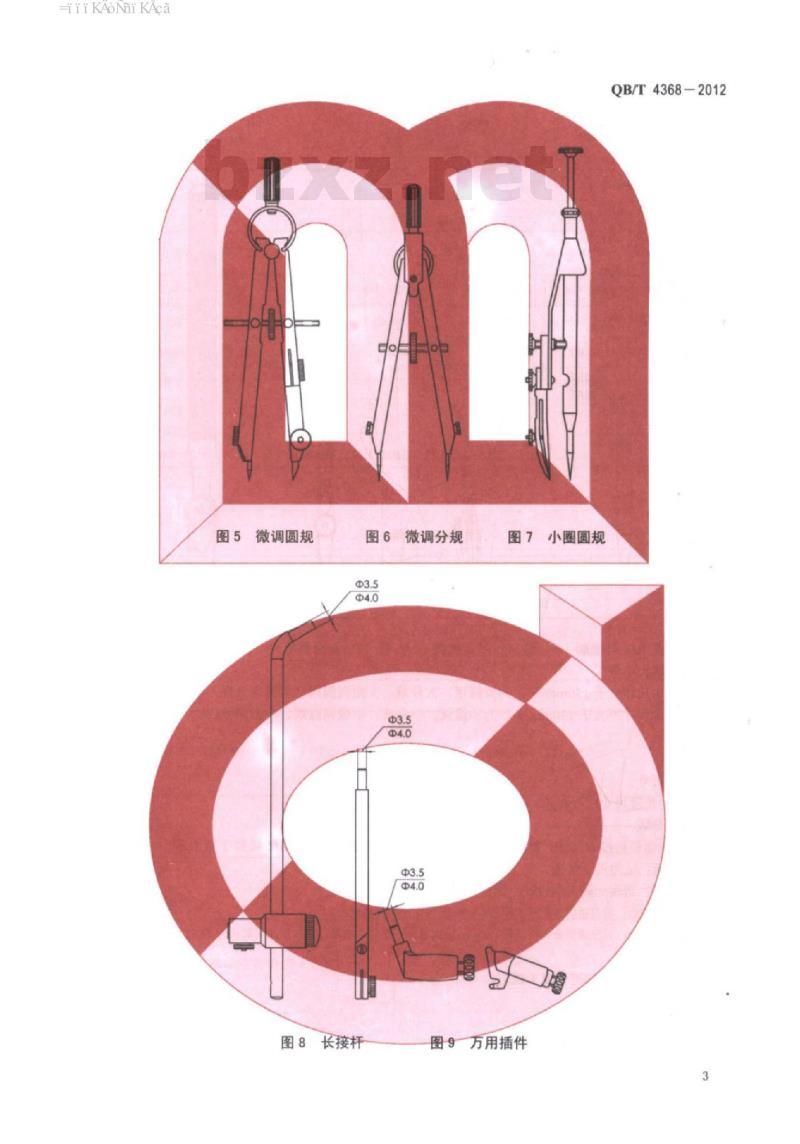
3.1按使用需要分为:大圆规、小圆规、大分规、小分规、大微调圆规、小微调圆规、快速微调圆规、小圈圆规、长接杆、万用插件、针插脚、墨笔插脚、直线墨笔、宽线墨笔等(见图1~图13)。注:仪器构造型式可与图不同,只要功能相同。单位为毫米
图1大、小圆规
图2大、小分规
iiKAoNiKAca
QB/T4368-2012
压板式
T型牙螺杆
图3快速微调圆规
图4微调圆规
-iiKAoNniKAca
微调圆规
图6微调分规
图8长接杆
图7小圈圆规
图9万用插件
QB/T4368-2012
iiKAoNiKAca
QB/T4368—2012
图10针插脚
3.2按规格大小分
图11墨笔插脚
直线笔
图13宽线墨笔
a)基本尺寸大于130mm的,为大圆规、大分规、大微调圆规、大微调分规、快速微调圆规。b)基本尺寸不大于130mm的,为小圆规、小分规、小微调圆规、小微调分规。4要求
4.1规格尺寸
仪器的长度尺寸应符合3.2的规定。4.2质量分级
绘图仪器根据技术指标、精度及使用价值分专业级和通用级分别用Z级和T级表示。a)Z级:适用专业绘图。
b)T级:适用一般工程设计、制图及教学。注1:专业级:以汉语拼音大写字母Zhuanye的第一个字母Z表示。注2:通用级:以汉语拼音大写字母Tongyong的第一个字母T表示,未特殊注明默认为T级。4.3圆规
圆规的技术指标应符合表1规定。-iiiKAoNhiKAca
(1)绘圆直径(装接杆)/mm
(2)头部紧松力矩\/(N-cm)(3)铰链紧松力矩b/(N·cm)(4)头部一次性耐用度“/次
(5)墨笔绘线宽度/mm
“拉开圆规两脚所需的力矩。
弯转铰链所需的力矩。
16.0029.00
16.00~60.00
0.13~0.80
15.00~40.00
15.00~70.00
0.18~0.80
‘圆规头部经一次性调整后,保证圆规正常使用两脚能分,合的最少次数。分规
分规的技术指标应符合表2规定。表2
(1)头部紧松力矩/(N.cm)
(2)头部一次性耐用度/次
(3)测量及分距/mm
小圈圆规
大分规
16.00~29.00
小圈圆规的技术指标应符合表3规定。项目
(1)绘图直径
(2)墨笔绘线宽度
微调圆规
微调圆规的技术指标应符合表4规定。1~180
15.00~40.00
QB/T4368-2012
11.0026.00
11.00~50.00
0.10~0.60
10.0035.00
10.0060.00
0.15~0.60
小分规
11.00~26.00
10.00~35.00
单位为毫米
小圜圆规
0.10~0.50
0.15~0.60
-iiiKAoNi KAca
QB/T4368-2012
(1)绘圆直径和测量及
分距/mm
(2)左右旋螺杆螺母与弹
簧圈耐用度/次
(3)墨笔绘线宽度/mm
4.7快速微调圆规
微调圆规
D.18-0.60
(大)微调分
合表5规定。
快速微调圆规的技术指标应箱
(1)绘圆直径和测量及分距/mm(2)头部紧松力矩/(N·cm)
(3)左右旋螺杆螺母耐用度/次(4)墨笔绘线宽度/mm
各类圆规的其他技术要求
4.8.1轴孔配合
针杆、铅笔
4.8.2夹紧牢
4.8.2.1夹锁
压板式
10.00~25.00
微调铭笔规
快速微调圆规
微调墨笔规
0.1--0.60
T型牙螺杆
25.00~-60.00
0.18~0.60
墨笔、插入脚孔后的配合:专业级(Z级)为H9T9,通用级(T级)为H10/f10。母后,在98N作用下,针杆不应缩进,放松夹针螺钉或螺母后,针能拉出。旋紧夹销
一螺钉或螺
4.8.2.2夹铅芯
旋紧铅管螺母后
4.8.3对准
不应折断铅芯,在4.9N作用下,铅芯不应缩进,时,两针尖端中心距离不应大于0.3mm。4.8.3.1规的两脚闭合牌
两脚闭合时其两脚针尖的长短不应十于04.8.3.2规的
4.8.4插入配合
放松铅管螺母后,铅芯能拉出。(针、铅、墨、接杆)的插入部分,应能全部轻松插入圆规脚下端的插孔,经螺母圆规脚的插入件
旋紧后,插入件应无松动。在6N拉力的作用下,插入件不能被拔出:旋松螺母后,插入件能随手拔出。4.9
钢质直线墨笔
钢质直线墨笔的技术指标应符合表6规定。6
iiKAoNiKAca
(1)描绘线条宽度
(2)摇片弹子与凹
槽的配合
类钢质墨笔的其他技术要求
4.10.1光滑度
墨笔与纸面成60°
4.10.2笔尖硬度
0.130.800.18
8-0.800.151.00
摇片墨笔弹子扣入凹槽后,
90°角措线时不应拉毛、划破纸面。墨笔笔尖硬度值:Z级HRC55
4.11绘圆效果
T级HRC45~60
二片不应松动
QB/T43682012
线墨笔
0.20~1.50
0.25~1.20
圆规头部在承受8N力的作用下,两只圆规脚不应出现变形现象,并能绘出完整规则的圆(即圆的终点应能与起点重合)。
4.12螺钉头定位
螺钉头应有定位结构或摩擦定位结构,当螺母旋入螺钉进行夹紧时,螺钉不能无约束地跟转而导致夹紧困难。
4.13螺纹配合
圆规上的螺母和螺钉,旋合应顺畅且能正常旋松螺母。
4.14表面质量
无紧咬现象,在满足紧固要求后,螺母的螺纹不滑牙
不烂牙,
二脚抛光镀铬面的表面粗糙度:Z级不应低于Ra0.05um,T级不应低于Rao.4um,表面应无脱皮、露底,无明显损伤和加工伤痕4.14.2
伤痕。
不应有色差,表面无脱皮、露底,起泡,发黑等现象,应无明显损伤和加工二脚喷砂镀镍面,
二脚喷漆面,
4.15耐腐蚀性能
不应有色差,表面无脱皮、露底,应无明显损伤和加工伤痕。采用钢质等非耐腐蚀材料制成的部件,应经过抗腐蚀保护处理,如电镀,喷漆等。通过中性盐雾试验4h,耐腐蚀级别不应低于6级。使用的安全性bZxz.net
a)塑料类圆规件可触及的边缘
使之不能触及。
边角、分模线,不应有锐利毛过、尖端或益边,如有也应加以保护国规件可触及的金属边缘,包括孔和槽,不应含有危险的毛刺或斜薄边,如有也应将其折b)金属类圆
边、卷边或形成曲边,或用永久保护件或涂层给予以保护。c)外露螺杆可触及的末端,不应有外露的锐利边缘或毛刺,如有也应去除或在其端部配以光滑的螺帽予以覆盖,使锐利的边缘和毛刺不可触及。iiKAoNiKAca
QB/T4368—2012
5试验方法
规格尺寸
仪器的长度和极限偏差用钢尺测量。5.2绘圆直径
根据产品技术要求规定的范围,在描图纸上绘出一个最小圆和一个最大圆。在直径3mm以内的圆,用工具显微镜检查,直径3mm以上的圆用钢尺测量检查。注:指绘出圆的铅墨线最外缘尺寸。5.3头部紧松力矩
将圆规或分规一只脚的针套在专用力矩器上,然后拉开另一只脚的对应点处,观察力矩器上的读数值是否在规定的力矩值范围内(见图14)。拉力方向
5.4铰链紧松力矩
将圆规的针杆插入铰链孔内,用手旋紧螺母后,把针套在专用力矩器上,使针拉动力矩器到铰链弯转时,观察力矩器上的读数值是否符合规定(见图15)。拉力方向
5.5头部一次性耐用度
QB/T4368-2012
将圆规或分规装在专用耐用度试验机上,使两脚分开,角度在10°~100°,以每分钟15次的速度分、合到标准规定的次数后,检查圆规或分规能否绘出规定的绘图直径和正确测量及分距(见图16)。运动方向
铰链固定
5.6测量及分距
将分规在描图纸上按规定要求做出最大和最小的分距各1段,与校核过的标准线段作对比检查。5.7左右旋螺杆、螺母与弹簧圈耐用度将微调圆规安装在耐用度试验机上,使微调圆规两脚以5次/min~10次/min的频率在使用范围内分合到规定的次数,检查左右旋螺杆、螺母有无滑牙,弹簧圈有无断裂(见图17)。导向定位块
夹紧装置
微调规分、合导轮
5.8轴孔配合
针杆、铅管、墨笔插入杆部分的配合尺寸Z级为H9/f9,T级为H10/f10。用精度为0.01mm的分厘卡测量。脚孔用专用塞规检查。9
QB/T43682012
夹针牢度
用手旋紧夹针螺钉或螺母,使针尖在专用测力计上受压力到9.8N时,检查针有无缩进:旋松夹针的螺钉或螺母,检查针能否用手拉出(见图18)力方
5.10夹铅紧松
使铅芯在专用测力器上受压力到4.9N时,检查铅芯有无缩进:旋松螺母,检用手旋紧铅管螺母,
(见图19)。
查铅芯能否用手指拉出
施力方向
5.11对准性
目测检
(见图20)
必要时可用工具显微镜测量,
二倍)的1/10。
测量时两针尖的中心偏差值不应超过最小绘圆直径(或最小分距2自测不应偏
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y50
备案号:37986-2013
中华人民共和国轻工行业标准
QB/T4368-2012
代替QB/T3902—1999
绘图仪器
Drawing instrument
2012-11-07发布
中华人民共和国工业和信息化部2013-03-01实施
本标准按照GB/T1.1一2009给出的规则起草。QB/T4368-2012
本标准是对QB/T3902一1999《绘图仪器》的修订。本标准与QB/T3902一1999相比,除编辑性修改外主要技术变化如下:
删除了“单曲线墨笔”、“双曲线墨笔”、“双直线墨笔”项目(见1999版1.1、1.2、2.9中的相应品种规格和图8、图9、图10):对品种、分类进行了调整(见3.1,1999版1.1);删除了产品的“规格”、“型号命名”(见1999版1.2、1.3);删除了“专业级”和“通用级”圆规使用“材料”的要求(见1999版1.4);修改了圆规“规格”的要求[见4.3表1(1),1999版2.3.1表4(1)]:修改了“头部紧松力矩”、“铰链紧松力矩”的数值[见4.3表1(2)、(3),1999版2.3.1表4、(2)(3)1
修改了“微调规”的技术要求[见4.6表4(1,1999版2.6表7(1)]:修改了“表面质量”技术要求项目(见4.14,1999版2.11);增加了“快速微调圆规”技术要求项目(见4.7):增加了“对准性”技术要求项目(见4.8.3):-增加了“插入件配合”的技术要求(见4.8.4);增加了“绘圆效果”技术要求项目(见4.11):增加了“螺钉头定位”技术要求项目(见4.12)增加了“螺纹配合”技术要求项目(见4.13):-增加了“使用的安全性”技术要求项目(见4.16)。本标准由中国轻工业联合会提出。本标准由全国文体用品标准化中心归口。本标准负责起草单位:泉州文宝轻工有限公司。本标准参加起草单位:启东市绘图仪器厂、启东市久仟文化用品有限公司、杭州爱华文具有限公司、上海宏达文教用品有限公司、无锡英雄绘图仪器有限公司。本标准主要起草人:郑龙振、鲍天章、顾允涛、陆洪标、漏国军、宋维荣、赵雅琴。本标准自实施之日起,代替原国家轻工业局发布的轻工行业标准QB/T3902一1999《绘图仪器》。1范围
绘图仪器
QB/T4368-2012
本标准规定了绘图仪器的分类、要求、试验方法、检验规则和标志、包装、运输、贮存。本标准适用于工程设计、制图、描图及教学用的圆规、分规、快速微调圆规、微调圆规(弹圆簧规)及直线墨笔等精密绘图仪器。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件,凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T2828.1一2003计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T2829一2002周期检查计数抽样程序及表QB/T3826—1999轻工产品金属镀层和化学处理层的耐蚀试验方法中性盐雾试验(NSS)法QB/T3832-一1999轻工产品金属镀层腐蚀试验结果的评价3分类
3.1按使用需要分为:大圆规、小圆规、大分规、小分规、大微调圆规、小微调圆规、快速微调圆规、小圈圆规、长接杆、万用插件、针插脚、墨笔插脚、直线墨笔、宽线墨笔等(见图1~图13)。注:仪器构造型式可与图不同,只要功能相同。单位为毫米
图1大、小圆规
图2大、小分规
iiKAoNiKAca
QB/T4368-2012
压板式
T型牙螺杆
图3快速微调圆规
图4微调圆规
-iiKAoNniKAca
微调圆规
图6微调分规
图8长接杆
图7小圈圆规
图9万用插件
QB/T4368-2012
iiKAoNiKAca
QB/T4368—2012
图10针插脚
3.2按规格大小分
图11墨笔插脚
直线笔
图13宽线墨笔
a)基本尺寸大于130mm的,为大圆规、大分规、大微调圆规、大微调分规、快速微调圆规。b)基本尺寸不大于130mm的,为小圆规、小分规、小微调圆规、小微调分规。4要求
4.1规格尺寸
仪器的长度尺寸应符合3.2的规定。4.2质量分级
绘图仪器根据技术指标、精度及使用价值分专业级和通用级分别用Z级和T级表示。a)Z级:适用专业绘图。
b)T级:适用一般工程设计、制图及教学。注1:专业级:以汉语拼音大写字母Zhuanye的第一个字母Z表示。注2:通用级:以汉语拼音大写字母Tongyong的第一个字母T表示,未特殊注明默认为T级。4.3圆规
圆规的技术指标应符合表1规定。-iiiKAoNhiKAca
(1)绘圆直径(装接杆)/mm
(2)头部紧松力矩\/(N-cm)(3)铰链紧松力矩b/(N·cm)(4)头部一次性耐用度“/次
(5)墨笔绘线宽度/mm
“拉开圆规两脚所需的力矩。
弯转铰链所需的力矩。
16.0029.00
16.00~60.00
0.13~0.80
15.00~40.00
15.00~70.00
0.18~0.80
‘圆规头部经一次性调整后,保证圆规正常使用两脚能分,合的最少次数。分规
分规的技术指标应符合表2规定。表2
(1)头部紧松力矩/(N.cm)
(2)头部一次性耐用度/次
(3)测量及分距/mm
小圈圆规
大分规
16.00~29.00
小圈圆规的技术指标应符合表3规定。项目
(1)绘图直径
(2)墨笔绘线宽度
微调圆规
微调圆规的技术指标应符合表4规定。1~180
15.00~40.00
QB/T4368-2012
11.0026.00
11.00~50.00
0.10~0.60
10.0035.00
10.0060.00
0.15~0.60
小分规
11.00~26.00
10.00~35.00
单位为毫米
小圜圆规
0.10~0.50
0.15~0.60
-iiiKAoNi KAca
QB/T4368-2012
(1)绘圆直径和测量及
分距/mm
(2)左右旋螺杆螺母与弹
簧圈耐用度/次
(3)墨笔绘线宽度/mm
4.7快速微调圆规
微调圆规
D.18-0.60
(大)微调分
合表5规定。
快速微调圆规的技术指标应箱
(1)绘圆直径和测量及分距/mm(2)头部紧松力矩/(N·cm)
(3)左右旋螺杆螺母耐用度/次(4)墨笔绘线宽度/mm
各类圆规的其他技术要求
4.8.1轴孔配合
针杆、铅笔
4.8.2夹紧牢
4.8.2.1夹锁
压板式
10.00~25.00
微调铭笔规
快速微调圆规
微调墨笔规
0.1--0.60
T型牙螺杆
25.00~-60.00
0.18~0.60
墨笔、插入脚孔后的配合:专业级(Z级)为H9T9,通用级(T级)为H10/f10。母后,在98N作用下,针杆不应缩进,放松夹针螺钉或螺母后,针能拉出。旋紧夹销
一螺钉或螺
4.8.2.2夹铅芯
旋紧铅管螺母后
4.8.3对准
不应折断铅芯,在4.9N作用下,铅芯不应缩进,时,两针尖端中心距离不应大于0.3mm。4.8.3.1规的两脚闭合牌
两脚闭合时其两脚针尖的长短不应十于04.8.3.2规的
4.8.4插入配合
放松铅管螺母后,铅芯能拉出。(针、铅、墨、接杆)的插入部分,应能全部轻松插入圆规脚下端的插孔,经螺母圆规脚的插入件
旋紧后,插入件应无松动。在6N拉力的作用下,插入件不能被拔出:旋松螺母后,插入件能随手拔出。4.9
钢质直线墨笔
钢质直线墨笔的技术指标应符合表6规定。6
iiKAoNiKAca
(1)描绘线条宽度
(2)摇片弹子与凹
槽的配合
类钢质墨笔的其他技术要求
4.10.1光滑度
墨笔与纸面成60°
4.10.2笔尖硬度
0.130.800.18
8-0.800.151.00
摇片墨笔弹子扣入凹槽后,
90°角措线时不应拉毛、划破纸面。墨笔笔尖硬度值:Z级HRC55
4.11绘圆效果
T级HRC45~60
二片不应松动
QB/T43682012
线墨笔
0.20~1.50
0.25~1.20
圆规头部在承受8N力的作用下,两只圆规脚不应出现变形现象,并能绘出完整规则的圆(即圆的终点应能与起点重合)。
4.12螺钉头定位
螺钉头应有定位结构或摩擦定位结构,当螺母旋入螺钉进行夹紧时,螺钉不能无约束地跟转而导致夹紧困难。
4.13螺纹配合
圆规上的螺母和螺钉,旋合应顺畅且能正常旋松螺母。
4.14表面质量
无紧咬现象,在满足紧固要求后,螺母的螺纹不滑牙
不烂牙,
二脚抛光镀铬面的表面粗糙度:Z级不应低于Ra0.05um,T级不应低于Rao.4um,表面应无脱皮、露底,无明显损伤和加工伤痕4.14.2
伤痕。
不应有色差,表面无脱皮、露底,起泡,发黑等现象,应无明显损伤和加工二脚喷砂镀镍面,
二脚喷漆面,
4.15耐腐蚀性能
不应有色差,表面无脱皮、露底,应无明显损伤和加工伤痕。采用钢质等非耐腐蚀材料制成的部件,应经过抗腐蚀保护处理,如电镀,喷漆等。通过中性盐雾试验4h,耐腐蚀级别不应低于6级。使用的安全性bZxz.net
a)塑料类圆规件可触及的边缘
使之不能触及。
边角、分模线,不应有锐利毛过、尖端或益边,如有也应加以保护国规件可触及的金属边缘,包括孔和槽,不应含有危险的毛刺或斜薄边,如有也应将其折b)金属类圆
边、卷边或形成曲边,或用永久保护件或涂层给予以保护。c)外露螺杆可触及的末端,不应有外露的锐利边缘或毛刺,如有也应去除或在其端部配以光滑的螺帽予以覆盖,使锐利的边缘和毛刺不可触及。iiKAoNiKAca
QB/T4368—2012
5试验方法
规格尺寸
仪器的长度和极限偏差用钢尺测量。5.2绘圆直径
根据产品技术要求规定的范围,在描图纸上绘出一个最小圆和一个最大圆。在直径3mm以内的圆,用工具显微镜检查,直径3mm以上的圆用钢尺测量检查。注:指绘出圆的铅墨线最外缘尺寸。5.3头部紧松力矩
将圆规或分规一只脚的针套在专用力矩器上,然后拉开另一只脚的对应点处,观察力矩器上的读数值是否在规定的力矩值范围内(见图14)。拉力方向
5.4铰链紧松力矩
将圆规的针杆插入铰链孔内,用手旋紧螺母后,把针套在专用力矩器上,使针拉动力矩器到铰链弯转时,观察力矩器上的读数值是否符合规定(见图15)。拉力方向
5.5头部一次性耐用度
QB/T4368-2012
将圆规或分规装在专用耐用度试验机上,使两脚分开,角度在10°~100°,以每分钟15次的速度分、合到标准规定的次数后,检查圆规或分规能否绘出规定的绘图直径和正确测量及分距(见图16)。运动方向
铰链固定
5.6测量及分距
将分规在描图纸上按规定要求做出最大和最小的分距各1段,与校核过的标准线段作对比检查。5.7左右旋螺杆、螺母与弹簧圈耐用度将微调圆规安装在耐用度试验机上,使微调圆规两脚以5次/min~10次/min的频率在使用范围内分合到规定的次数,检查左右旋螺杆、螺母有无滑牙,弹簧圈有无断裂(见图17)。导向定位块
夹紧装置
微调规分、合导轮
5.8轴孔配合
针杆、铅管、墨笔插入杆部分的配合尺寸Z级为H9/f9,T级为H10/f10。用精度为0.01mm的分厘卡测量。脚孔用专用塞规检查。9
QB/T43682012
夹针牢度
用手旋紧夹针螺钉或螺母,使针尖在专用测力计上受压力到9.8N时,检查针有无缩进:旋松夹针的螺钉或螺母,检查针能否用手拉出(见图18)力方
5.10夹铅紧松
使铅芯在专用测力器上受压力到4.9N时,检查铅芯有无缩进:旋松螺母,检用手旋紧铅管螺母,
(见图19)。
查铅芯能否用手指拉出
施力方向
5.11对准性
目测检
(见图20)
必要时可用工具显微镜测量,
二倍)的1/10。
测量时两针尖的中心偏差值不应超过最小绘圆直径(或最小分距2自测不应偏
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。