QB/T 1957—1994
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1957—1994.
6.7.2试验步骤
a.用蜡笔在铝锅试样的试验部位画一直径为10mm的圆圈﹔
b.将试样放入(30±2)℃的恒温箱中, 5min后用滴定管在圆圈内滴入氢氧化钠溶液(分析纯氢氧化钠与蒸馏水配制浓度为1 :10)-一滴,并开始计时﹔
c.计时至规定时间,用脱脂棉擦去试样表面的溶液﹔
d.室温下,在原处用滴定管滴入硫酸铜溶液〔用1000mL蒸馏水加入20mL 比重为1.18的盐酸及20g硫酸锏(CuSO,-5HgO)配制而成〕一滴,并开始计时﹔
e,按草酸氧化计时至5min,硫酸氧化及草酸轻氧化计时至2min时,用肉眼观察试验处,判别是否变色,不变色为合格。
6.8酚醛模塑件耐煮性试验
6.8.1试验仪器
a.炉具﹔
b.铝锅。
6.8.2试验步骤
a.在被试验铝锅上拆取完整酚醛模塑件作为试样,洗净后放入盛有常温水的锅中浸没,在炉具上加热;
b. 水沸时计时,在煮沸过程中随时间用嗅觉判定有无刺激性气味﹐30min后停止加热,取出试样即放入常温水中冷却﹔
c.观察试样有无裂纹、气孔、气泡和明显变色。
6.9卫生要求分析
按GB/T 3562的规定进行。
7检验规则‘
7.1铝锅需经制造厂检验合格后方可出厂。
7.2出厂检验
出厂检验按GB/T 2828的规定进行,采用正常检查,一次抽样方案,按每百单位产品不合格品数计数,其具体要求应符合表6规定。
6.7.2试验步骤
a.用蜡笔在铝锅试样的试验部位画一直径为10mm的圆圈﹔
b.将试样放入(30±2)℃的恒温箱中, 5min后用滴定管在圆圈内滴入氢氧化钠溶液(分析纯氢氧化钠与蒸馏水配制浓度为1 :10)-一滴,并开始计时﹔
c.计时至规定时间,用脱脂棉擦去试样表面的溶液﹔
d.室温下,在原处用滴定管滴入硫酸铜溶液〔用1000mL蒸馏水加入20mL 比重为1.18的盐酸及20g硫酸锏(CuSO,-5HgO)配制而成〕一滴,并开始计时﹔
e,按草酸氧化计时至5min,硫酸氧化及草酸轻氧化计时至2min时,用肉眼观察试验处,判别是否变色,不变色为合格。
6.8酚醛模塑件耐煮性试验
6.8.1试验仪器
a.炉具﹔
b.铝锅。
6.8.2试验步骤
a.在被试验铝锅上拆取完整酚醛模塑件作为试样,洗净后放入盛有常温水的锅中浸没,在炉具上加热;
b. 水沸时计时,在煮沸过程中随时间用嗅觉判定有无刺激性气味﹐30min后停止加热,取出试样即放入常温水中冷却﹔
c.观察试样有无裂纹、气孔、气泡和明显变色。
6.9卫生要求分析
按GB/T 3562的规定进行。
7检验规则‘
7.1铝锅需经制造厂检验合格后方可出厂。
7.2出厂检验
出厂检验按GB/T 2828的规定进行,采用正常检查,一次抽样方案,按每百单位产品不合格品数计数,其具体要求应符合表6规定。
标准图片预览

标准内容
中华人民共和国轻工行业标准
主题内容与适用范团
QB/T 1957-1994
本标准规定了铝锅的术语、产品分类、技术要求、试验方法、检验规测及标志、包装、运输,贮存。本标准适用于铝及铝合金板材制成的蒸煮类锅;不适用于铅煎锅、铝炒锅等具有其他功能的锅。2引用标准
、包装储运图示标志
GB 191
GB/T 2828
GB/T 2829
逐批检查计数抽样程序及抽样表(避用于连续批的检查)周期检查计数抽样程序及抽样表(适用于生产过戳稳定性的检查)GB/T3190
GB/T 3562
GB 5296.1
GB/T6388
GB/T 6543
铝及铝合金加工产品的化学成分铝制食具容器卫生标准的分析方法消费品使用说明总
运输包装收发货标志
瓦楞纸箱
GB/T 11109
铝及铝合金阳极氧化
铝制食具容器卫生标雅
GB 113334
3术语
3.1起皮
产品表面的破皮或分层。
3.2气泡
产品表關含有气体的凸形。
产品表面的单面凹陷。
产品同部位,面为凹陷,另面为凸起。3.5类形癌
产品表面尖形受损伤的糖。
3.6缩陷
产品同部位两面真有的习陷
3.7皱折
产品表面不规测的凹凸皱起。
3.8旋压痕
旋压造成的产表面痕迹。
3.9划衡
中华人民共和国轻业部1994-06-10批准线42
1995-02-01实施
产品表面受硬物擦划产生的沟痕。3.10其他术语
QB/T1957—-1994
应符合GB/T11109及有关标准的规定。4产品分类
4.1产品品种
4.1.1产品按功能分为煮类、蒸类两个品种。煮类锅按表1规定的锅身外形和高度尺寸分为深锅,浅锅、柿形锅等;蒸类锅按锅算数量分为单算蒸锅、双算蒸锅和多算蒸锅。表1
锅身外形
高度尺寸
无加强筋
不小于锅口最大有效内径或
内对边长度的50%
小于锅口最大有效内
径或内对边长度的50%
4.1.2产品按外表面处理分为砂光类、抛光类、洗白类和阳极氧化类等。4.2产品规格
壁部有环形加强筋
浅锅、柿形锅或煮奶锅和单算蒸锅按锅口最大有效内径或内对边长度的公称值为120,140,160,180,200,220,240,260,280mm,分为12,14,16,18,20,22,24,26、28cm等九种规格;深锅、双算蒸锅、多算蒸锅按锅口最大有效内径或内对边长度为120,140,160,180,200,220,240,260280,300320340,360,380,400mm,分为12,14,16,18,20,22,24,26,2830,32,34,36,38,40cm等十五种规格。4.3产品命名
产品名称应由“铝锅”或当主要材料为铝合金时的“铝合金锅”,与反映主要功能结构和外表面处理的词语组合而成。
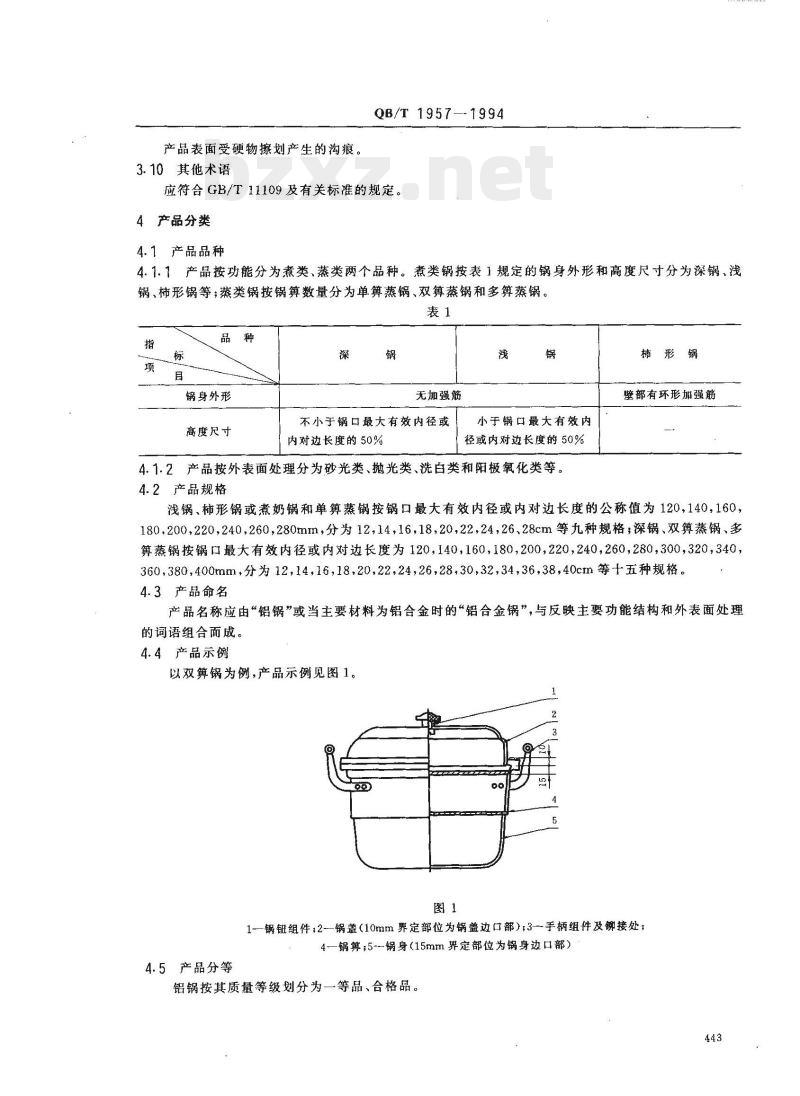
4.4产品示例
以双算锅为例,产品示例见图1。图1
1-—锅钮组件;2-—锅盖(10mm界定部位为锅盖边口部);3手柄组件及铆接处;4一锅算;5--锅身(15mm界定部位为锅身边口部)4.5产品分等
铝锅按其质量等级划分为一等品、合格品。443
5技术要求
5.1使用性能
QB/T 1957---1994
5.1.1锅口最大有效内径或内对边长度与其公称值尺寸偏差应不大于3mm。5.1.2锅身不许渗水。
5.1.3手柄组件及铆接处经强度试验后,手柄应无开裂、明显变形、手柄架不许松动。5.1.4锅底中心最小厚度
5.1.4.1浅锅、柿形锅、煮奶锅和单算蒸锅锅底中心最小厚度应符合表2规定。表2
格,cm
锅底中心最小厚度,mm
5.1.4.2深锅和双算蒸锅、多算蒸锅锅底中心最小厚度应符合表3规定,当采用GB/T3190规定的铝合金牌号或与上述牌号性能相当的经省级以上正式鉴定并获得生产许可的其他铝合金材料时,允许低于表3规定指标0.05mm。
格,cm
锅底中心最小厚度,mm
5.1.5锅盖、算与锅身配合适宜,锅盖与锅身径向间隙规格20cm以下的铝锅不超过2mm,规格20cm和20cm以上的铝锅不超过3mm。
5.2理化性能
5.2.1砂光、抛光、洗白铝锅锅底耐蚀性铝锅锅底经蚀性试验后,试片失重量应不大于0.02g/cm2,铝合金锅试片失重量应不大于0.005g/cm2。
5.2.2阳极氧化膜耐碱性
阳极氧化膜经耐碱性试验后,其性能指标应符合表4规定。表4
氧化处理方式
草酸氧化
草酸轻氧化
硫酸氧化
合格品
5.2.3酚醛模塑件经耐煮性试验后,无裂纹、气泡、气孔、明显变色及刺激性气味。5.3卫生要求
铝锅与食品的接触部位应符合GB11333的规定。5.4外观要求
5.4.1不分等外观要求
5.4.1.1铆钉完整,铆接端正、伏贴,各零部件应齐全,无缺口、裂纹。5.4.1.2无缩陷,锅底无尖形癌,同一部位的两面无气泡、起皮,阳极氧化表面无明显腐蚀性斑点及未氧化表面。
5.4.2分等外观要求
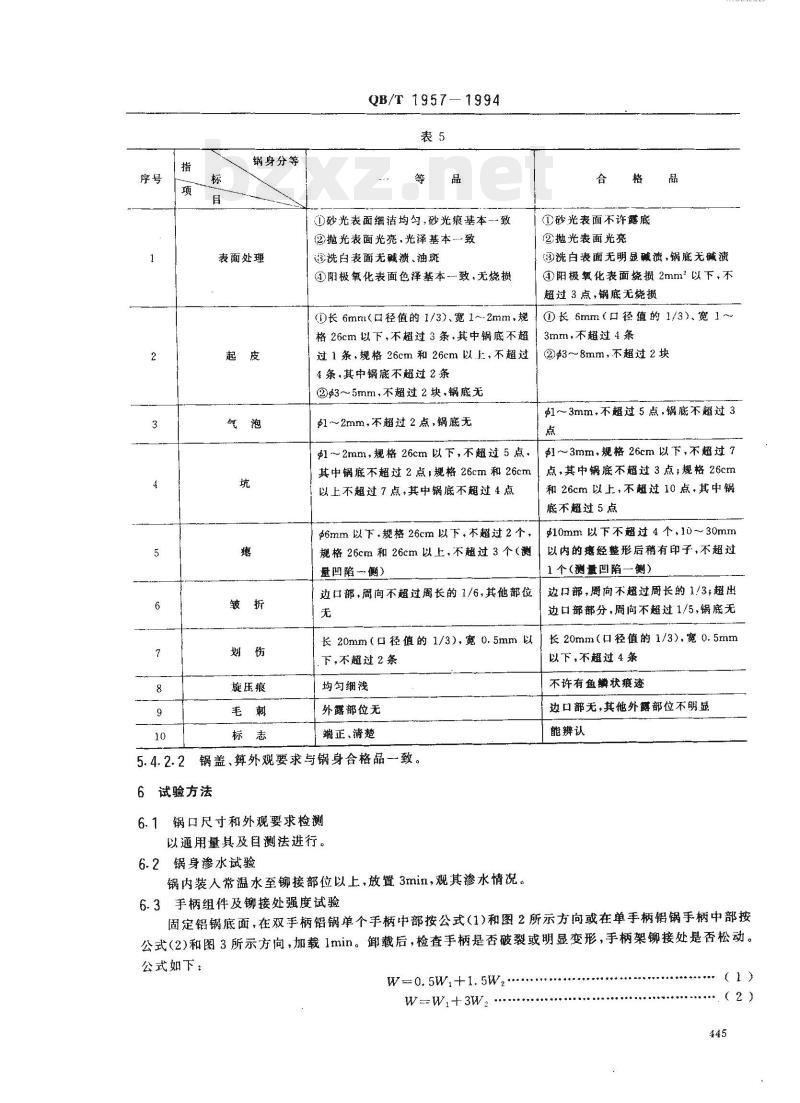
锅身分等外观要求应符合表5规定。5.4.2.1
锅身分等
表面处理
旋压痕
QB/T 1957-
①砂光表面细洁均勾,砂光痕基本--致②抛光表面光亮,光泽基本致
透洗白表面无碱渍、油斑
①阳极氧化表面色泽基本致,无烧损(D长 6mmr口径值的 1/3)、宽1~2mm,规格26cm以下,不超过3条,其中锅底不超过1条,规格26cm和26cm以上二,不超过4条,其中锅底不超过2条
②3~5mm,不超过2块,锅底无
1~2mm,不超过2点,锅底无
①砂光表面不许露底
②抛光表面光亮
③洗白表面无明显碱溃,锅底无碱溃①阳极氧化表面烧损2mm以下,不超过3点,锅底无烧损
①长 6mm(口径值的1/3)、宽1~13mm,不超过4条
②~8mm,不超过2块
1~3mm,不超过5点,锅底不超过3点
$1~2mm,规格26cm以下,不超过5点,其中锅底不超过2点,规格26cm和26cm以上不超过7点,其中锅底不超过4点1±6mm以下,规格26cm以下,不超过2个,规格26cm和26cm以上,不超过3个(测量凹陷一侧)
边口部,周向不超过周长的1/6,其他部位无
1~3mm,规格26cm以下,不超过7点,其中锅底不超过3点;规格26cm和26cm以上,不超过10点,其中锅底不超过5点
10mm以下不超过4个,10~30mm
以内的癌经整形后稍有印子,不超过1 个(测量凹陷一测)
边口部,周向不超过周长的1/3,超出边口部部分,周向不超过1/5,锅底无长20mm(口径值的1/3),宽0.5mm以「长20mm(口径值的1/3),宽0.5mm以下,不超过4条
下,不超过2条
均匀细浅
外露部位无
端正、清楚
锅盖、算外观要求与锅身合格品一致。5.4.2.2
6试验方法
6.1锅口尺寸和外观要求检测
以通用量具及目测法进行。
6.2锅身渗水试验
锅内装入常温水至铆接部位以上,放置3min,观其渗水情况。不许有鱼鳞状痕迹
边口部无,其他外露部位不明显能辩认
6.3手柄组件及铆接处强度试验
固定铝锅底面,在双手柄铅锅单个手柄中部按公式(1)和图2所示方向或在单手柄铝锅手柄中部按公式(2)和图3所示方向,加载1min。御载后,检查手柄是否破裂或明显变形,手柄架铆接处是否松动。公式如下:
W-0.5W,+1. 5W
(2)
式中W--载荷重量,N;
W.…试件自重,N;
Wz—试件最大容水重量,N。
QB/T 1957
—1994
6.4锅底中心厚度测试
用分度值为0.01mm的测厚仪,在锅底中心50mm范围以内任测三点,取其平均值。6.5锅盖、算配合测试
6.5.1锅盖与锅身配合应开合自如,平伏吻合,在合盖状态下用直尺测量锅盖相对于锅身的最大径向窜动值。
6.5.2锅算应能有效地置于锅身配合处,并取效自如。6.6锅底耐蚀性试验
6.6.1试验仪器
感量为0.1mg的天平;
控温范围0~150℃的恒温箱;
测温范围0~150℃的温度计;
容积250mL的烧杯;
分度值为0.01mm的测厚仪。
试验步骤
在试验部位取20mm×20mm方形试样二片,用清水洗净;用丙酮擦净,烘干,冷却后放在天平上称重;用测厚仪量取试样厚度;
将试样弯成弧形,凸面向上放入盛有200mL盐酸溶液(分析纯盐酸与蒸馏水配制浓度为1:10)的烧杯中,在(27土1)℃恒温箱内,放置2h;取出试样,用蒸馏水冲洗3次,放入(115士5)℃恒温箱内30min,取出后冷却至常温,然后再用e.
沃平称重;
按式(3)分别计算两试片失重量。f.
q- (Q1-Q2)/(8+88)
式中.q—.-单位面积失重量,g/cm\,Q1-试样腐蚀前重量,g;
Q≥——试样腐蚀后重量·g;
—试样厚度,cm
以两试片失重量的算术平均值计为试验结果。g
6.7阳极氧化膜耐碱性试验
6.7.1试验仪器
蜡笔;
控温范围0~150C的恒温箱;
(3)
滴定管;
秒表。
试验步骤
QB/T 1957
用蜡笔在铝锅试样的试验部位画一直径为10mm的圆圈:TKKAa
将试样放入(30土2)C的恒温箱中,5min后用滴定管在圆圜内滴人氢氧化钠溶液(分析纯氢氧化钠与蒸馏水配制浓度为1:10)--滴,并开始计时;c.
计时至规定时间,用脱脂棉擦去试样表面的溶液;室温下,在原处用滴定管滴入硫酸铜溶液【用1000ml蒸馏水加人20mL比重为1.18的盐酸及20g硫酸(CuSO4·5H,O)配制而成滴,并开始计时;e.
按草酸氧化计时至5min、硫酸氧化及草酸轻氧化计时至2min时,用肉眼观察试验处,判别是否变色,不变色为合格。
6.8酚醛模塑件耐煮性试验
6.8.1试验仪器
炉具;
铝锅。
6.8.2试验步骤
加热;
在被试验铝锅上拆取完整酚醛模塑件作为试样,洗净后放入盛有常温水的锅中浸没,在炉具上水沸时计时,在煮沸过程中随时间用嗅觉判定有无刺激性气味,30min后停止加热,取出试样即放入常温水中冷却;
观察试样有无裂纹、气孔、气泡和明显变色。6.9卫生要求分析
按GB/T3562的规定进行。
检验规则
7.1铝锅需经制造厂检验合格后方可出厂。7.2出厂检验
出厂检验按GB/T2828的规定进行,采用正常检查,一次抽样方案,按每百单位产品不合格品数计数,其具体要求应符合表6规定。表6
检查项目
分等外观要求(表面处理、起
皮、坑、旋压痕、毛刺、标志)分等外观要求(气泡、、皱
折、划伤)
锅口尺寸
不分等外观要求
锅底中心最小厚度
锅盖、算配合
锅身渗水
手柄组件强度
技术要求
」不合格分类
试验方法
检查水平IL
合格质量水平(AQL)
7.3型式检验
QB/T 1957-—1994
7.3.1正常生产时,型式检验每年不少于--次。另在下列情况之-时,应进行型式检验。a.
新产品或老产品转厂生产的试制定型鉴定时;正式生产后,如结构、材料、工艺的较大改变,可能影响产品性能时;产品长期停产后,恢复生产时;出厂检验结果与上次型式检验有较大差异时:上级技术监督机构提出进行型式检验的要求时。型式检验按GB/T2829的规定进行,采用判别水平1的-次抽样方案,按每百单位产品不合格品数计数。其具体要求应符合表7规定。表7
检验项目
分等外观要求(表面处理、起
皮、坑、旋压痕、毛刺、标志)分等外观要求(气泡、瘦、皱
折、划伤)
锅口尺寸
不分等外观要求
锅底中心最小厚度
锅盖、算配合
锅底耐蚀性
阳极氧化膜耐碱性
酚醛模塑件耐煮性
锅身渗水
手柄组件铆接处强度
卫生要求
注:1组样本检查后可分别作为且组、组样本进行检查。8标志、包装、运输、存
不合格
不合格质量水平
样本大小判定数组
8.1标志
8.1.1产品标志应正确、简明、清晰、端正、耐久。运输包装收发货标志应符合GB/T6388和GB191有关规定。
产品上应有如下标志:bZxz.net
制造厂名;
商标,
规格:
质量等级。
包装箱上应有如下标志:
产品名称;
规格;
商标;
执行标准;
生产日期;
质量等级;
厂址;
邮政编码;
QB/T1957-1994
小心轻放(包装贮运图示标志);怕湿(包装贮运图示标志)。
8.2包装
8.2.1铝锅需用不腐蚀产品的包装物包裹或垫隔。8.2.2包装箱用打包带紧固,瓦楞纸箱应符合GB/T6543的规定。8.2.3随锅应附有使用说明书和合格证,使用说明应符合GB5296.1的规定。8.3运输
严禁与腐蚀性物品同运,搬运时轻拿轻放,途中严防受潮。8.4贮存
8.4.1贮存条件
库房内应通风良好,相对湿度不大于85%;a.
b.堆码时应离地10cm以上,离墙20cm以上;c.严禁与魔蚀性物品同存。
8.4.2贮存期限
在符合8.4.1条规定情况下,从出厂日期起,砂光、抛光和洗白铝锅贮存期为一年,阳极氧化铝锅贮存期为二年。
附加说明:
本标由轻工业部质量标准司提出。本标准由全国日用五金标准化中心归口。本标准由仪征铝制品总厂负资起草,由上海铝制品一厂、天津铝制品总厂、杭州铝制品总厂、北京铝制品总厂和沈阳市铝制品厂参加起草。本标准主要起草人丁雪峰、高士娟、叶继延、王芸芸、李中全、冯庆荣、李桂荣、金毓菱。本标准非等效采用日本工业标准JISS2010-1986《铝板制器血》。自本标准实施之日起,原轻工业部发布的专业标准ZBY73005—1985《铝锅》废止。449
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
主题内容与适用范团
QB/T 1957-1994
本标准规定了铝锅的术语、产品分类、技术要求、试验方法、检验规测及标志、包装、运输,贮存。本标准适用于铝及铝合金板材制成的蒸煮类锅;不适用于铅煎锅、铝炒锅等具有其他功能的锅。2引用标准
、包装储运图示标志
GB 191
GB/T 2828
GB/T 2829
逐批检查计数抽样程序及抽样表(避用于连续批的检查)周期检查计数抽样程序及抽样表(适用于生产过戳稳定性的检查)GB/T3190
GB/T 3562
GB 5296.1
GB/T6388
GB/T 6543
铝及铝合金加工产品的化学成分铝制食具容器卫生标准的分析方法消费品使用说明总
运输包装收发货标志
瓦楞纸箱
GB/T 11109
铝及铝合金阳极氧化
铝制食具容器卫生标雅
GB 113334
3术语
3.1起皮
产品表面的破皮或分层。
3.2气泡
产品表關含有气体的凸形。
产品表面的单面凹陷。
产品同部位,面为凹陷,另面为凸起。3.5类形癌
产品表面尖形受损伤的糖。
3.6缩陷
产品同部位两面真有的习陷
3.7皱折
产品表面不规测的凹凸皱起。
3.8旋压痕
旋压造成的产表面痕迹。
3.9划衡
中华人民共和国轻业部1994-06-10批准线42
1995-02-01实施
产品表面受硬物擦划产生的沟痕。3.10其他术语
QB/T1957—-1994
应符合GB/T11109及有关标准的规定。4产品分类
4.1产品品种
4.1.1产品按功能分为煮类、蒸类两个品种。煮类锅按表1规定的锅身外形和高度尺寸分为深锅,浅锅、柿形锅等;蒸类锅按锅算数量分为单算蒸锅、双算蒸锅和多算蒸锅。表1
锅身外形
高度尺寸
无加强筋
不小于锅口最大有效内径或
内对边长度的50%
小于锅口最大有效内
径或内对边长度的50%
4.1.2产品按外表面处理分为砂光类、抛光类、洗白类和阳极氧化类等。4.2产品规格
壁部有环形加强筋
浅锅、柿形锅或煮奶锅和单算蒸锅按锅口最大有效内径或内对边长度的公称值为120,140,160,180,200,220,240,260,280mm,分为12,14,16,18,20,22,24,26、28cm等九种规格;深锅、双算蒸锅、多算蒸锅按锅口最大有效内径或内对边长度为120,140,160,180,200,220,240,260280,300320340,360,380,400mm,分为12,14,16,18,20,22,24,26,2830,32,34,36,38,40cm等十五种规格。4.3产品命名
产品名称应由“铝锅”或当主要材料为铝合金时的“铝合金锅”,与反映主要功能结构和外表面处理的词语组合而成。
4.4产品示例
以双算锅为例,产品示例见图1。图1
1-—锅钮组件;2-—锅盖(10mm界定部位为锅盖边口部);3手柄组件及铆接处;4一锅算;5--锅身(15mm界定部位为锅身边口部)4.5产品分等
铝锅按其质量等级划分为一等品、合格品。443
5技术要求
5.1使用性能
QB/T 1957---1994
5.1.1锅口最大有效内径或内对边长度与其公称值尺寸偏差应不大于3mm。5.1.2锅身不许渗水。
5.1.3手柄组件及铆接处经强度试验后,手柄应无开裂、明显变形、手柄架不许松动。5.1.4锅底中心最小厚度
5.1.4.1浅锅、柿形锅、煮奶锅和单算蒸锅锅底中心最小厚度应符合表2规定。表2
格,cm
锅底中心最小厚度,mm
5.1.4.2深锅和双算蒸锅、多算蒸锅锅底中心最小厚度应符合表3规定,当采用GB/T3190规定的铝合金牌号或与上述牌号性能相当的经省级以上正式鉴定并获得生产许可的其他铝合金材料时,允许低于表3规定指标0.05mm。
格,cm
锅底中心最小厚度,mm
5.1.5锅盖、算与锅身配合适宜,锅盖与锅身径向间隙规格20cm以下的铝锅不超过2mm,规格20cm和20cm以上的铝锅不超过3mm。
5.2理化性能
5.2.1砂光、抛光、洗白铝锅锅底耐蚀性铝锅锅底经蚀性试验后,试片失重量应不大于0.02g/cm2,铝合金锅试片失重量应不大于0.005g/cm2。
5.2.2阳极氧化膜耐碱性
阳极氧化膜经耐碱性试验后,其性能指标应符合表4规定。表4
氧化处理方式
草酸氧化
草酸轻氧化
硫酸氧化
合格品
5.2.3酚醛模塑件经耐煮性试验后,无裂纹、气泡、气孔、明显变色及刺激性气味。5.3卫生要求
铝锅与食品的接触部位应符合GB11333的规定。5.4外观要求
5.4.1不分等外观要求
5.4.1.1铆钉完整,铆接端正、伏贴,各零部件应齐全,无缺口、裂纹。5.4.1.2无缩陷,锅底无尖形癌,同一部位的两面无气泡、起皮,阳极氧化表面无明显腐蚀性斑点及未氧化表面。
5.4.2分等外观要求
锅身分等外观要求应符合表5规定。5.4.2.1
锅身分等
表面处理
旋压痕
QB/T 1957-
①砂光表面细洁均勾,砂光痕基本--致②抛光表面光亮,光泽基本致
透洗白表面无碱渍、油斑
①阳极氧化表面色泽基本致,无烧损(D长 6mmr口径值的 1/3)、宽1~2mm,规格26cm以下,不超过3条,其中锅底不超过1条,规格26cm和26cm以上二,不超过4条,其中锅底不超过2条
②3~5mm,不超过2块,锅底无
1~2mm,不超过2点,锅底无
①砂光表面不许露底
②抛光表面光亮
③洗白表面无明显碱溃,锅底无碱溃①阳极氧化表面烧损2mm以下,不超过3点,锅底无烧损
①长 6mm(口径值的1/3)、宽1~13mm,不超过4条
②~8mm,不超过2块
1~3mm,不超过5点,锅底不超过3点
$1~2mm,规格26cm以下,不超过5点,其中锅底不超过2点,规格26cm和26cm以上不超过7点,其中锅底不超过4点1±6mm以下,规格26cm以下,不超过2个,规格26cm和26cm以上,不超过3个(测量凹陷一侧)
边口部,周向不超过周长的1/6,其他部位无
1~3mm,规格26cm以下,不超过7点,其中锅底不超过3点;规格26cm和26cm以上,不超过10点,其中锅底不超过5点
10mm以下不超过4个,10~30mm
以内的癌经整形后稍有印子,不超过1 个(测量凹陷一测)
边口部,周向不超过周长的1/3,超出边口部部分,周向不超过1/5,锅底无长20mm(口径值的1/3),宽0.5mm以「长20mm(口径值的1/3),宽0.5mm以下,不超过4条
下,不超过2条
均匀细浅
外露部位无
端正、清楚
锅盖、算外观要求与锅身合格品一致。5.4.2.2
6试验方法
6.1锅口尺寸和外观要求检测
以通用量具及目测法进行。
6.2锅身渗水试验
锅内装入常温水至铆接部位以上,放置3min,观其渗水情况。不许有鱼鳞状痕迹
边口部无,其他外露部位不明显能辩认
6.3手柄组件及铆接处强度试验
固定铝锅底面,在双手柄铅锅单个手柄中部按公式(1)和图2所示方向或在单手柄铝锅手柄中部按公式(2)和图3所示方向,加载1min。御载后,检查手柄是否破裂或明显变形,手柄架铆接处是否松动。公式如下:
W-0.5W,+1. 5W
(2)
式中W--载荷重量,N;
W.…试件自重,N;
Wz—试件最大容水重量,N。
QB/T 1957
—1994
6.4锅底中心厚度测试
用分度值为0.01mm的测厚仪,在锅底中心50mm范围以内任测三点,取其平均值。6.5锅盖、算配合测试
6.5.1锅盖与锅身配合应开合自如,平伏吻合,在合盖状态下用直尺测量锅盖相对于锅身的最大径向窜动值。
6.5.2锅算应能有效地置于锅身配合处,并取效自如。6.6锅底耐蚀性试验
6.6.1试验仪器
感量为0.1mg的天平;
控温范围0~150℃的恒温箱;
测温范围0~150℃的温度计;
容积250mL的烧杯;
分度值为0.01mm的测厚仪。
试验步骤
在试验部位取20mm×20mm方形试样二片,用清水洗净;用丙酮擦净,烘干,冷却后放在天平上称重;用测厚仪量取试样厚度;
将试样弯成弧形,凸面向上放入盛有200mL盐酸溶液(分析纯盐酸与蒸馏水配制浓度为1:10)的烧杯中,在(27土1)℃恒温箱内,放置2h;取出试样,用蒸馏水冲洗3次,放入(115士5)℃恒温箱内30min,取出后冷却至常温,然后再用e.
沃平称重;
按式(3)分别计算两试片失重量。f.
q- (Q1-Q2)/(8+88)
式中.q—.-单位面积失重量,g/cm\,Q1-试样腐蚀前重量,g;
Q≥——试样腐蚀后重量·g;
—试样厚度,cm
以两试片失重量的算术平均值计为试验结果。g
6.7阳极氧化膜耐碱性试验
6.7.1试验仪器
蜡笔;
控温范围0~150C的恒温箱;
(3)
滴定管;
秒表。
试验步骤
QB/T 1957
用蜡笔在铝锅试样的试验部位画一直径为10mm的圆圈:TKKAa
将试样放入(30土2)C的恒温箱中,5min后用滴定管在圆圜内滴人氢氧化钠溶液(分析纯氢氧化钠与蒸馏水配制浓度为1:10)--滴,并开始计时;c.
计时至规定时间,用脱脂棉擦去试样表面的溶液;室温下,在原处用滴定管滴入硫酸铜溶液【用1000ml蒸馏水加人20mL比重为1.18的盐酸及20g硫酸(CuSO4·5H,O)配制而成滴,并开始计时;e.
按草酸氧化计时至5min、硫酸氧化及草酸轻氧化计时至2min时,用肉眼观察试验处,判别是否变色,不变色为合格。
6.8酚醛模塑件耐煮性试验
6.8.1试验仪器
炉具;
铝锅。
6.8.2试验步骤
加热;
在被试验铝锅上拆取完整酚醛模塑件作为试样,洗净后放入盛有常温水的锅中浸没,在炉具上水沸时计时,在煮沸过程中随时间用嗅觉判定有无刺激性气味,30min后停止加热,取出试样即放入常温水中冷却;
观察试样有无裂纹、气孔、气泡和明显变色。6.9卫生要求分析
按GB/T3562的规定进行。
检验规则
7.1铝锅需经制造厂检验合格后方可出厂。7.2出厂检验
出厂检验按GB/T2828的规定进行,采用正常检查,一次抽样方案,按每百单位产品不合格品数计数,其具体要求应符合表6规定。表6
检查项目
分等外观要求(表面处理、起
皮、坑、旋压痕、毛刺、标志)分等外观要求(气泡、、皱
折、划伤)
锅口尺寸
不分等外观要求
锅底中心最小厚度
锅盖、算配合
锅身渗水
手柄组件强度
技术要求
」不合格分类
试验方法
检查水平IL
合格质量水平(AQL)
7.3型式检验
QB/T 1957-—1994
7.3.1正常生产时,型式检验每年不少于--次。另在下列情况之-时,应进行型式检验。a.
新产品或老产品转厂生产的试制定型鉴定时;正式生产后,如结构、材料、工艺的较大改变,可能影响产品性能时;产品长期停产后,恢复生产时;出厂检验结果与上次型式检验有较大差异时:上级技术监督机构提出进行型式检验的要求时。型式检验按GB/T2829的规定进行,采用判别水平1的-次抽样方案,按每百单位产品不合格品数计数。其具体要求应符合表7规定。表7
检验项目
分等外观要求(表面处理、起
皮、坑、旋压痕、毛刺、标志)分等外观要求(气泡、瘦、皱
折、划伤)
锅口尺寸
不分等外观要求
锅底中心最小厚度
锅盖、算配合
锅底耐蚀性
阳极氧化膜耐碱性
酚醛模塑件耐煮性
锅身渗水
手柄组件铆接处强度
卫生要求
注:1组样本检查后可分别作为且组、组样本进行检查。8标志、包装、运输、存
不合格
不合格质量水平
样本大小判定数组
8.1标志
8.1.1产品标志应正确、简明、清晰、端正、耐久。运输包装收发货标志应符合GB/T6388和GB191有关规定。
产品上应有如下标志:bZxz.net
制造厂名;
商标,
规格:
质量等级。
包装箱上应有如下标志:
产品名称;
规格;
商标;
执行标准;
生产日期;
质量等级;
厂址;
邮政编码;
QB/T1957-1994
小心轻放(包装贮运图示标志);怕湿(包装贮运图示标志)。
8.2包装
8.2.1铝锅需用不腐蚀产品的包装物包裹或垫隔。8.2.2包装箱用打包带紧固,瓦楞纸箱应符合GB/T6543的规定。8.2.3随锅应附有使用说明书和合格证,使用说明应符合GB5296.1的规定。8.3运输
严禁与腐蚀性物品同运,搬运时轻拿轻放,途中严防受潮。8.4贮存
8.4.1贮存条件
库房内应通风良好,相对湿度不大于85%;a.
b.堆码时应离地10cm以上,离墙20cm以上;c.严禁与魔蚀性物品同存。
8.4.2贮存期限
在符合8.4.1条规定情况下,从出厂日期起,砂光、抛光和洗白铝锅贮存期为一年,阳极氧化铝锅贮存期为二年。
附加说明:
本标由轻工业部质量标准司提出。本标准由全国日用五金标准化中心归口。本标准由仪征铝制品总厂负资起草,由上海铝制品一厂、天津铝制品总厂、杭州铝制品总厂、北京铝制品总厂和沈阳市铝制品厂参加起草。本标准主要起草人丁雪峰、高士娟、叶继延、王芸芸、李中全、冯庆荣、李桂荣、金毓菱。本标准非等效采用日本工业标准JISS2010-1986《铝板制器血》。自本标准实施之日起,原轻工业部发布的专业标准ZBY73005—1985《铝锅》废止。449
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。