QB/T 1896—1993
基本信息
标准号: QB/T 1896—1993
中文名称:自行车粉末涂装技术条件
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:73298
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1896—1993.
1主题内容与适用范围
QB/T 1896规定了自行车零部件的粉末涂装术语、技术要求,试验方法。
QB/T 1896适用于QB 1714《自行车命名和型号编制方法》中规定的自行车用零部件的粉末涂装。
引用标准
QB 1714自行车命名和型号编制方法
3术语
3.1涂膜涂料均匀地涂覆于物体表面,在--定条件下形成的薄膜。
3.2起泡涂膜表面呈理泡状凸起。
3.3气孔涂膜表面呈现肉眼可见的孔隙。
3.4流挂·涂膜表面呈现流淌现象,致使涂膜厚薄不均。
3.5漏涂工件表面未被完全涂覆,露出基体或下面涂层的现象。
3.6龟裂涂膜表面有形状不一的裂纹。
3.7皱皮涂膜表面不平整,收缩成弯曲的棱脊。
3.8 桔皮形涂膜表面呈现凹凸不平的桔皮形状。
3.9剥落涂膜与基体或下面涂层失去附着力,而导致的脱离。
3.10颗粒粘附在涂膜表面上的杂质。
3.11 正视面自行车装配成车后,各零部件的正面明显部分。
4技术要求
自行车零部件根据涂装要求,分为三类。即-类件、二类件、三类件。
4.1涂膜外观
涂膜外观质量应符合表1的规定。
5试验方法
5.1涂膜外观
用目测方法检验。
5.2涂膜耐冲击强度5.2.1试验器具
直径12.7 mm,硬度为HRC62~66,表面清洁的试验钢球一粒。内径为18*85mm,长度为1 500 mm的无缝金属管一根。
5.2.2将试验钢球从垂直置放于受试面上的金属管的内孔中自由落下,冲击受试表面。每个试件在规定部位冲击一次,然后目测检验。金属管与水平面垂直度公差值在1 500 mm处为2.5 mm,
5.2.3冲击部位:按零部件的特点和使用要求分别规定。
5.3 涂膜抗腐蚀能力
5.3.1将试件表面的油污和杂质擦净,浸入浓度为50 g/1的氯化钠溶液中,至表2规定的温度和时间后取出,用清水洗净,毛巾擦干,30 min后目测检验(距试件端部和孔周围2 mm内,压扁处及表面碰伤部件不计)。
5.3.2漫蚀部位:按零部件的特点和使用要求分别规定。
5.4涂膜硬度
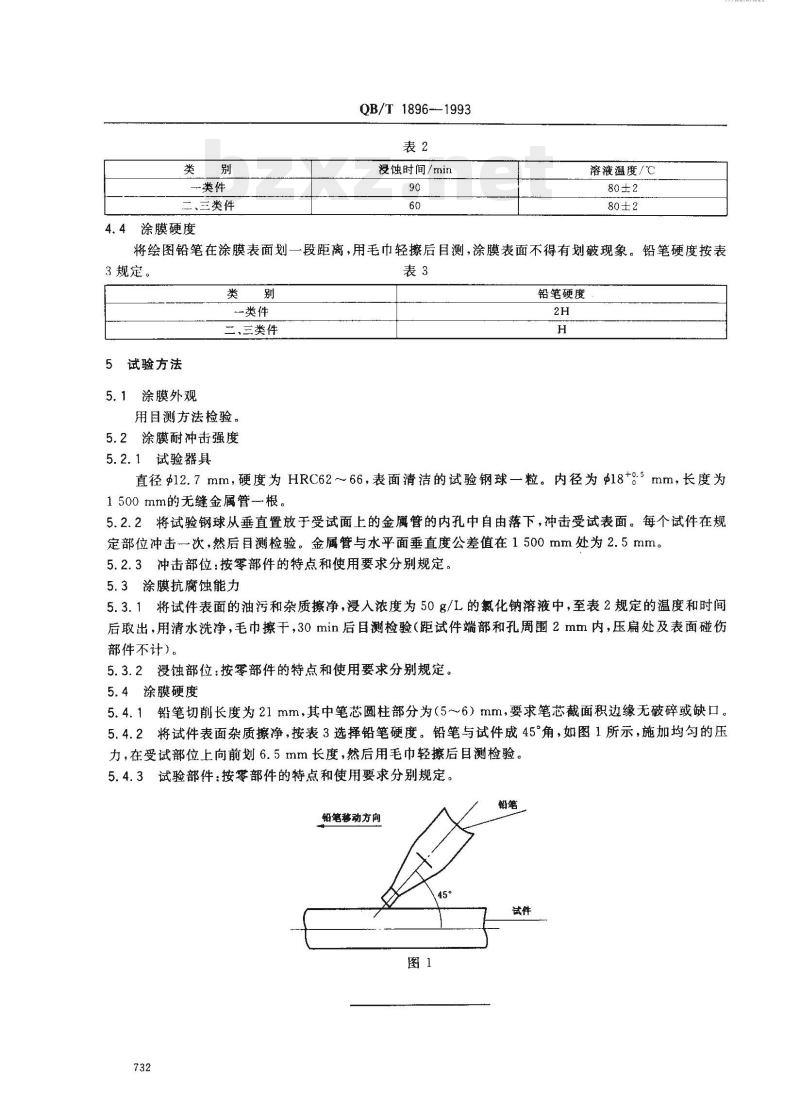
5.4.1铅笔切削长度为21 mm,其中笔芯圆柱部分为(5~6) mm,要求笔芯截面积边缘无破碎或缺口。
5.4.2将试件表面杂质擦净,按表3选择铅笔硬度。铅笔与试件成45°角,如图1所示,施加均匀的压力,在受试部位上向前划6.5 mm长度,然后用毛巾轻擦后目测检验。
5.4.3试验部件:按零部件的特点和使用要求分别规定。
1主题内容与适用范围
QB/T 1896规定了自行车零部件的粉末涂装术语、技术要求,试验方法。
QB/T 1896适用于QB 1714《自行车命名和型号编制方法》中规定的自行车用零部件的粉末涂装。
引用标准
QB 1714自行车命名和型号编制方法
3术语
3.1涂膜涂料均匀地涂覆于物体表面,在--定条件下形成的薄膜。
3.2起泡涂膜表面呈理泡状凸起。
3.3气孔涂膜表面呈现肉眼可见的孔隙。
3.4流挂·涂膜表面呈现流淌现象,致使涂膜厚薄不均。
3.5漏涂工件表面未被完全涂覆,露出基体或下面涂层的现象。
3.6龟裂涂膜表面有形状不一的裂纹。
3.7皱皮涂膜表面不平整,收缩成弯曲的棱脊。
3.8 桔皮形涂膜表面呈现凹凸不平的桔皮形状。
3.9剥落涂膜与基体或下面涂层失去附着力,而导致的脱离。
3.10颗粒粘附在涂膜表面上的杂质。
3.11 正视面自行车装配成车后,各零部件的正面明显部分。
4技术要求
自行车零部件根据涂装要求,分为三类。即-类件、二类件、三类件。
4.1涂膜外观
涂膜外观质量应符合表1的规定。
5试验方法
5.1涂膜外观
用目测方法检验。
5.2涂膜耐冲击强度5.2.1试验器具
直径12.7 mm,硬度为HRC62~66,表面清洁的试验钢球一粒。内径为18*85mm,长度为1 500 mm的无缝金属管一根。
5.2.2将试验钢球从垂直置放于受试面上的金属管的内孔中自由落下,冲击受试表面。每个试件在规定部位冲击一次,然后目测检验。金属管与水平面垂直度公差值在1 500 mm处为2.5 mm,
5.2.3冲击部位:按零部件的特点和使用要求分别规定。
5.3 涂膜抗腐蚀能力
5.3.1将试件表面的油污和杂质擦净,浸入浓度为50 g/1的氯化钠溶液中,至表2规定的温度和时间后取出,用清水洗净,毛巾擦干,30 min后目测检验(距试件端部和孔周围2 mm内,压扁处及表面碰伤部件不计)。
5.3.2漫蚀部位:按零部件的特点和使用要求分别规定。
5.4涂膜硬度
5.4.1铅笔切削长度为21 mm,其中笔芯圆柱部分为(5~6) mm,要求笔芯截面积边缘无破碎或缺口。
5.4.2将试件表面杂质擦净,按表3选择铅笔硬度。铅笔与试件成45°角,如图1所示,施加均匀的压力,在受试部位上向前划6.5 mm长度,然后用毛巾轻擦后目测检验。
5.4.3试验部件:按零部件的特点和使用要求分别规定。
标准图片预览

标准内容
中华人民共和国行业标准
自行车粉末涂装技术条件
主题内容与适用范围
QB/T 1896—1993
本标准规定了自行车零部件的粉末涂装术语、技术要求、试验方法。本标准适用于QB1714《自行车命名和型号编制方法》中规定的自行车用零部件的粉末涂装。2引用标准
自行车命名和型号编制方法
QB1714
3术语
涂料均匀地涂覆于物体表面,在一定条件下形成的薄膜。涂膜表面呈现泡状凸起。
涂膜表面呈现肉眼可见的孔隙。,涂膜表面呈现流满现象,致使涂膜厚薄不均。工件表面未被完全涂覆,露出基体或下面涂层的现象。涂膜表面有形状不的裂纹。
涂膜表面不平整,收缩成弯曲的棱脊。涂膜表面呈现凹凸不平的桔皮形状。桔皮形
涂膜与基体或下面涂层失去附着力,而导致的脱离。粘附在涂膜表面上的杂质。
正视面bzxz.net
技术要求
自行车装配成车后,各零部件的正面明显部分。自行车零部件根据涂装要求,分为三类。即一类件、二类件、三类件。4.1涂膜外观
涂膜外观质量应符合表1的规定。表1
一类件
二类件
三类件
外观要求
涂膜表面应色泽均匀,光滑平整。不允许有龟裂、漏涂、剥落;正视面不允许有起泡、气孔、流挂和明显的皱皮、桔皮形、颗粒等缺陷涂膜表面应色泽均勾,光滑平整。不允许有龟裂、漏涂、剥落正视面不允许有流挂和严重的皱皮、桔皮形等缺陷
涂膜表面应色泽均匀,光滑平整。不允许有龟裂、漏涂、剥落等缺陷涂膜耐冲击强度
经冲击试验后,涂膜不得有剥落和龟裂现象。4.3涂膜抗腐蚀能力
将试件浸人标准的试验溶液中,经表2规定的时间和温度后,涂膜不得有剥落、起泡、皱皮等现象。中华人民共和国轻工业部1994-01-06批准1994-08-01实施
-类件
、三类件
4.4涂膜硬度
QB/T 1896-1993
浸蚀时间/min
溶液温度/℃
一段距离,用毛巾轻擦后目测,涂膜表面不得有划破现象。铅笔硬度按表将绘图铅笔在涂膜表面划
3规定。
试验方法
5.1涂膜外观
一类件
二、三类件
用目测方法检验。
5.2涂膜耐冲击强度
5.2.1试验器具
铅笔硬度
直径$12.7mm,硬度为HRC62~66,表面清洁的试验钢球一粒。内径为$18+5mm,长度为1500mm的无缝金属管-一根。
5.2.2将试验钢球从垂直置放于受试面上的金属管的内孔中自由落下,冲击受试表面。每个试件在规定部位冲击一次,然后目测检验。金属管与水平面垂直度公差值在1500mm处为2.5mm。5.2.3冲击部位:按零部件的特点和使用要求分别规定。5.3涂膜抗腐蚀能力
5.3.1将试件表面的油污和杂质擦净,浸人浓度为50g/L的氯化钠溶液中,至表2规定的温度和时间后取出,用清水洗净,毛巾擦干,30min后目测检验(距试件端部和孔周围2mm内,压扁处及表面碰伤部件不计)。
5.3.2浸蚀部位:按零部件的特点和使用要求分别规定。5.4涂膜硬度
5.4.1铅笔切削长度为21mm,其中笔芯圆柱部分为(5~6)mm,要求笔芯截面积边缘无破碎或缺口。5.4.2将试件表面杂质擦净,按表3选择铅笔硬度。铅笔与试件成45°角,如图1所示,施加均勾的压力,在受试部位上向前划6.5mm长度,然后用毛巾轻擦后目测检验。5.4.3试验部件:按零部件的特点和使用要求分别规定。铅笔移动方向
附加说明:
本标准由轻工业部质量标准司提出。QB/T1896-1993
本标准由全国自行车标准化中心归口。本标准由行业标准《自行车粉末涂装技术条件》起草小组负责起草。本标准主要起草人:宋文玉、张晓华733
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
自行车粉末涂装技术条件
主题内容与适用范围
QB/T 1896—1993
本标准规定了自行车零部件的粉末涂装术语、技术要求、试验方法。本标准适用于QB1714《自行车命名和型号编制方法》中规定的自行车用零部件的粉末涂装。2引用标准
自行车命名和型号编制方法
QB1714
3术语
涂料均匀地涂覆于物体表面,在一定条件下形成的薄膜。涂膜表面呈现泡状凸起。
涂膜表面呈现肉眼可见的孔隙。,涂膜表面呈现流满现象,致使涂膜厚薄不均。工件表面未被完全涂覆,露出基体或下面涂层的现象。涂膜表面有形状不的裂纹。
涂膜表面不平整,收缩成弯曲的棱脊。涂膜表面呈现凹凸不平的桔皮形状。桔皮形
涂膜与基体或下面涂层失去附着力,而导致的脱离。粘附在涂膜表面上的杂质。
正视面bzxz.net
技术要求
自行车装配成车后,各零部件的正面明显部分。自行车零部件根据涂装要求,分为三类。即一类件、二类件、三类件。4.1涂膜外观
涂膜外观质量应符合表1的规定。表1
一类件
二类件
三类件
外观要求
涂膜表面应色泽均匀,光滑平整。不允许有龟裂、漏涂、剥落;正视面不允许有起泡、气孔、流挂和明显的皱皮、桔皮形、颗粒等缺陷涂膜表面应色泽均勾,光滑平整。不允许有龟裂、漏涂、剥落正视面不允许有流挂和严重的皱皮、桔皮形等缺陷
涂膜表面应色泽均匀,光滑平整。不允许有龟裂、漏涂、剥落等缺陷涂膜耐冲击强度
经冲击试验后,涂膜不得有剥落和龟裂现象。4.3涂膜抗腐蚀能力
将试件浸人标准的试验溶液中,经表2规定的时间和温度后,涂膜不得有剥落、起泡、皱皮等现象。中华人民共和国轻工业部1994-01-06批准1994-08-01实施
-类件
、三类件
4.4涂膜硬度
QB/T 1896-1993
浸蚀时间/min
溶液温度/℃
一段距离,用毛巾轻擦后目测,涂膜表面不得有划破现象。铅笔硬度按表将绘图铅笔在涂膜表面划
3规定。
试验方法
5.1涂膜外观
一类件
二、三类件
用目测方法检验。
5.2涂膜耐冲击强度
5.2.1试验器具
铅笔硬度
直径$12.7mm,硬度为HRC62~66,表面清洁的试验钢球一粒。内径为$18+5mm,长度为1500mm的无缝金属管-一根。
5.2.2将试验钢球从垂直置放于受试面上的金属管的内孔中自由落下,冲击受试表面。每个试件在规定部位冲击一次,然后目测检验。金属管与水平面垂直度公差值在1500mm处为2.5mm。5.2.3冲击部位:按零部件的特点和使用要求分别规定。5.3涂膜抗腐蚀能力
5.3.1将试件表面的油污和杂质擦净,浸人浓度为50g/L的氯化钠溶液中,至表2规定的温度和时间后取出,用清水洗净,毛巾擦干,30min后目测检验(距试件端部和孔周围2mm内,压扁处及表面碰伤部件不计)。
5.3.2浸蚀部位:按零部件的特点和使用要求分别规定。5.4涂膜硬度
5.4.1铅笔切削长度为21mm,其中笔芯圆柱部分为(5~6)mm,要求笔芯截面积边缘无破碎或缺口。5.4.2将试件表面杂质擦净,按表3选择铅笔硬度。铅笔与试件成45°角,如图1所示,施加均勾的压力,在受试部位上向前划6.5mm长度,然后用毛巾轻擦后目测检验。5.4.3试验部件:按零部件的特点和使用要求分别规定。铅笔移动方向
附加说明:
本标准由轻工业部质量标准司提出。QB/T1896-1993
本标准由全国自行车标准化中心归口。本标准由行业标准《自行车粉末涂装技术条件》起草小组负责起草。本标准主要起草人:宋文玉、张晓华733
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。