QB/T 1422.3-1991
基本信息
标准号: QB/T 1422.3-1991
中文名称:造纸机械通用部件普通铸铁辊技术条件
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:989078
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1422.3-1991。
1主题内容与适用范围
QB/T 1422.3规定了造纸机械用普通铸铁辊的技术要求、试验方法、检验规则、标志、包装、运输、贮存。
QB/T 1422.3适用于造纸机、纸板机与浆板机用的线压力不大于55kN/m的预压辊、毯压辊、压榨辊、光压辊、托辊以及伏辊。其它造纸机械用普通铸铁辊亦可参照使用。
2引用标准
GB 9439灰铸铁件
GB 699优质碳素钢
GB 9897 造纸胶辊技术 条件
GB 5799造纸机械辊简与烘缸动平衡
CB 9894胶辊硬 度要求
JB 8产品标牌
GB 6388运输 包装收发货标志
GB 191包装 储运图示标志
3技术要求
3.1铸 铁辊材质
3.1.1辊体、 闷头材质应符合GB 9439的规定,机械性能不低于HT 200。。
3.1.2轴头材料机械性能应 符合GB 699的规定,钢号不低于45。
3.1.3辊体须进行时效处理。
3.1.4轴头硬度应达到HB 170~ 240。
3.2加工质量
3.2.1辊面外径极限偏差为土 8mm,粗糙度Ra为1.6μm。
3.2.2辊面圆柱度和辊面对两端轴承公共轴线的径向圆跳动公差为9级。
注:辊径大于500m m的圆柱度公差值见附录A (补充件)。
3.2.3主要零件 表面粗糙度和公差配合应符合表1的规定。
3.3辊子动平衡应符合CB 5"99的规定, 静平衡应符合表2的规定。
3.4辊面 包胶质量
3.4.1包胶层质量及硬度公津应符合GB9897的规定。
3.4.2包胶层缺陷允许修补,修补后不应超过下列规定:
1主题内容与适用范围
QB/T 1422.3规定了造纸机械用普通铸铁辊的技术要求、试验方法、检验规则、标志、包装、运输、贮存。
QB/T 1422.3适用于造纸机、纸板机与浆板机用的线压力不大于55kN/m的预压辊、毯压辊、压榨辊、光压辊、托辊以及伏辊。其它造纸机械用普通铸铁辊亦可参照使用。
2引用标准
GB 9439灰铸铁件
GB 699优质碳素钢
GB 9897 造纸胶辊技术 条件
GB 5799造纸机械辊简与烘缸动平衡
CB 9894胶辊硬 度要求
JB 8产品标牌
GB 6388运输 包装收发货标志
GB 191包装 储运图示标志
3技术要求
3.1铸 铁辊材质
3.1.1辊体、 闷头材质应符合GB 9439的规定,机械性能不低于HT 200。。
3.1.2轴头材料机械性能应 符合GB 699的规定,钢号不低于45。
3.1.3辊体须进行时效处理。
3.1.4轴头硬度应达到HB 170~ 240。
3.2加工质量
3.2.1辊面外径极限偏差为土 8mm,粗糙度Ra为1.6μm。
3.2.2辊面圆柱度和辊面对两端轴承公共轴线的径向圆跳动公差为9级。
注:辊径大于500m m的圆柱度公差值见附录A (补充件)。
3.2.3主要零件 表面粗糙度和公差配合应符合表1的规定。
3.3辊子动平衡应符合CB 5"99的规定, 静平衡应符合表2的规定。
3.4辊面 包胶质量
3.4.1包胶层质量及硬度公津应符合GB9897的规定。
3.4.2包胶层缺陷允许修补,修补后不应超过下列规定:
标准图片预览

标准内容
1主题内容与适用范围
中华人民共和国行业标准
造纸机械通用部件
普通铸铁辊技术条件
QB/T1422.3-91
本标准规定了造纸机械用普通铸铁辑的技术要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于造纸机、纸板机与浆板机用的线压力不大于55kN/m的预压辊、毯压辊、压榨辑、光压辊、托辊以及伏辊。其它造纸机械用普通铸铁辊亦可参照使用。2引用标准
GB9439
9灰铸铁件
优质碳素钢
GB9897
GB5799
GB9894
造纸胶辊技术条件
造纸机械辑简与烘缸动平衡
胶辊硬度要求
产品标牌
GB6388
3技术要求
运输包装收发货标志
包装储运图示标志
3.1铸铁辊材质
3.1.1辑体、闷头材质应符合GB9439的规定,机械性能不低于HT200。3.1.2轴头材料机械性能应符合GB699的规定,钢号不低于45。3.1.3辑体须进行时效处理。下载标准就来标准下载网
3.1.4轴头硬度应达到HB170~240。3.2加工质量
3.2.1辑面外径极限偏差为±3mm,粗糙度Ra为1.6um。3.2.2辑面圆柱度和辑面对两端轴承公共轴线的径向圆跳动公差为9级。注:辑径大于500mm的圆柱度公差值见附录A(补充件)。3.2.3主要零件表面粗糙度和公差配合应符合表1的规定。3.3辊子动平衡应符合GB5\99的规定,静平衡应符合表2的规定。3.4辊面包胶质量
3.4.1包胶层质量及硬度公素应符合GB9897的规定。3.4.2包胶层缺陷允许修补,修补后不应超过下列规定:中华人民共和国轻工业部1991-—12—31批准1992—08—01实施
QB/T1422.3-91
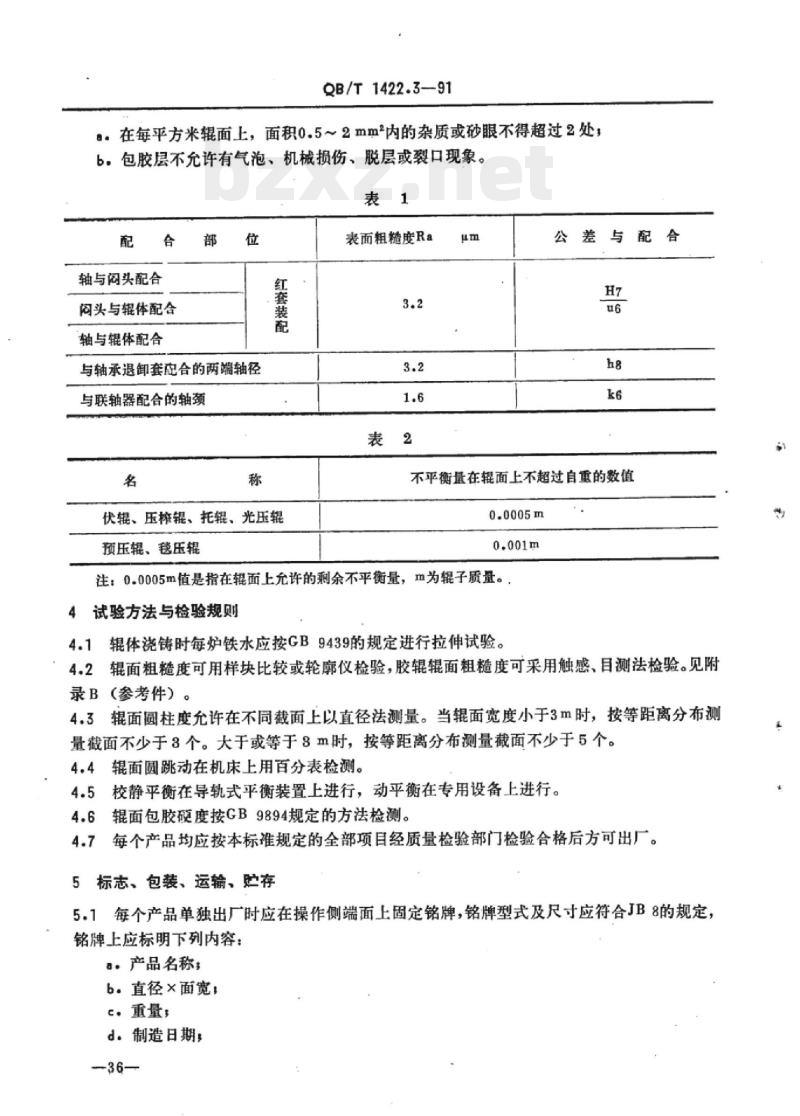
a:在每平方米辊面上,面积0.5~2mm内的杂质或砂眼不得超过2处:b.包胶层不允许有气泡、机械损伤、脱层或裂口现象。表1
轴与阀头配合
头与辑体配合
轴与辑体配合
与轴承退卸套配合的两端轴径
与联轴器配合的轴颈
红套装配
伏辑、压榨辊、托辑、光压辑
预压辊、毯压辑
表面粗糙度Ra
不平衡量在辑面上不超过自重的数值0.0005m
注:0.0005m值是指在辊面上允许的剩余不平衡量,m为辑子质量。4试验方法与检验规则
辊体浇铸时每炉铁水应按GB9439的规定进行拉伸试验。4.1
4.2辊面粗糙度可用样块比较或轮廓仪检验,胶辊辊面粗糙度可采用触感、目测法检验。见附录B(参考件)。
4.3辊面圆柱度允许在不同截面上以直径法测量。当辊面宽度小于3m时,按等距离分布测量截面不少于8个。大于或等于3m时,按等距离分布测量截面不少于5个。4.4辊面圆跳动在机床上用百分表检测。4.5校静平衡在导轨式平衡装置上进行,动平衡在专用设备上进行。4.6辑面包胶硬度按GB9894规定的方法检测。4.7每个产品均应按本标准规定的全部项目经质量检验部门检验合格后方可出厂。5标志、包装、运输、贮存
5.1每个产品单独出厂时应在操作侧端面上固定铭牌,铭牌型式及尺寸应符合JB8的规定,铭牌上应标明下列内容:
a.产品名称
b.直径x面宽:
d。制造日期,
-36—
e·出厂编号:
f。制造广名称。
QB/T1422.3—97
5.2产品外露加工表面应涂防链油脂,胶面涂滑石粉,并用防潮纸包衰。产品应牢固地固定在木箱内,包装箱内应衬防潮纸或油毡纸,吊装及收发货标志应符合GB6388和GB191的规定。
5.3产品单独出厂时包装箱内驻装人产品合格证明书和装箱单。5.4
运输及贮存应注意防雨,防潮、防化学药品侵蚀。产品自发货之日起,每存改6个月应开箱检查一次,必要时应进行涂油防锈处理。5.5
QB/T1422.3—91
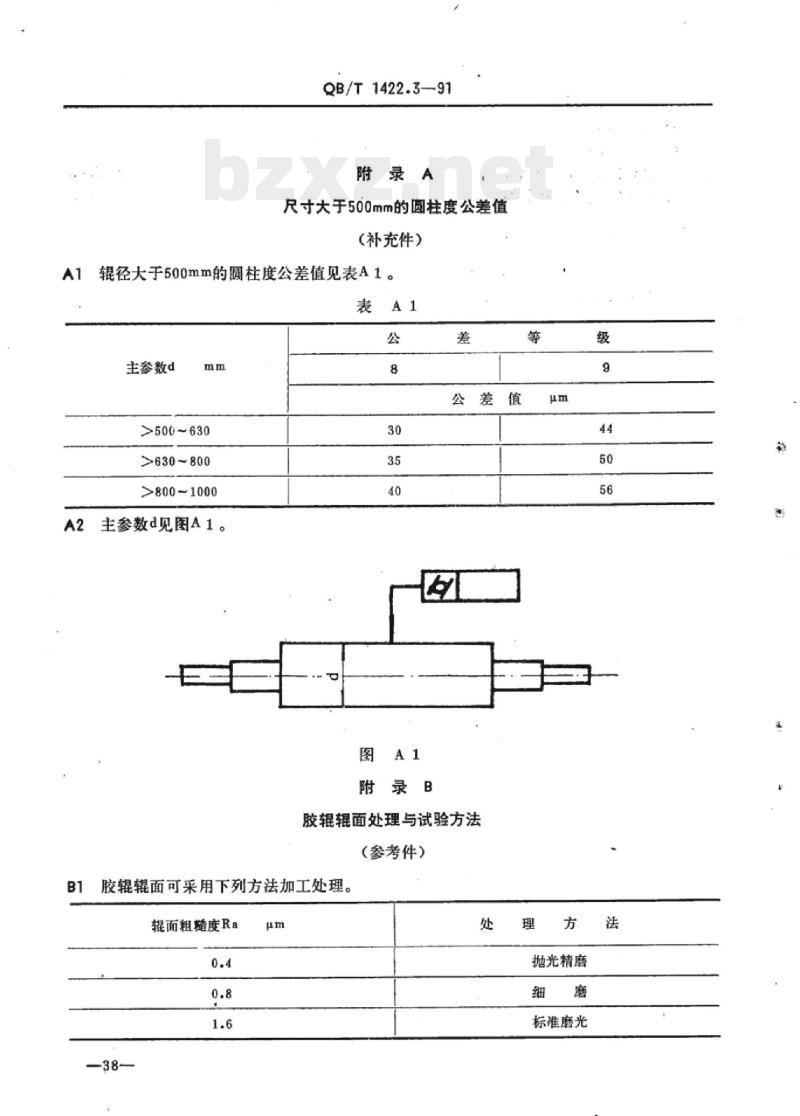
附录A
尺寸大于500mm的圆柱度公差值
(补充件)
辊径大于500mm的圆柱度公差值见表A1表A1
主参数d
>500~630
>630~800
>800-1000
主参数d见图A1。
附录B
胶辊辊面处理与试验方法
(参考件)
胶辑辑面可采用下列方法加工处理。辊面粗糙度Ra
抛光精磨
标准磨光
QB/T1422.3-91
B2胶辊面粗糙度可按下列方法确定:·抛光精磨表面应光滑,肉眼不可见研磨痕迹,触摸时无感觉b.细磨表面,可见轻微磨症,触摸时无明显感觉;c标准磨光面,可见较明显磨痕,触摸模时有轻微感觉。附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标谨化中心归口。本标准由山东省第二轻工业机械厂、辽阳造纸机械厂起草。本标准主要起草人:杨德贵、刘传家、瀚丽莉。39
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国行业标准
造纸机械通用部件
普通铸铁辊技术条件
QB/T1422.3-91
本标准规定了造纸机械用普通铸铁辑的技术要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于造纸机、纸板机与浆板机用的线压力不大于55kN/m的预压辊、毯压辊、压榨辑、光压辊、托辊以及伏辊。其它造纸机械用普通铸铁辊亦可参照使用。2引用标准
GB9439
9灰铸铁件
优质碳素钢
GB9897
GB5799
GB9894
造纸胶辊技术条件
造纸机械辑简与烘缸动平衡
胶辊硬度要求
产品标牌
GB6388
3技术要求
运输包装收发货标志
包装储运图示标志
3.1铸铁辊材质
3.1.1辑体、闷头材质应符合GB9439的规定,机械性能不低于HT200。3.1.2轴头材料机械性能应符合GB699的规定,钢号不低于45。3.1.3辑体须进行时效处理。下载标准就来标准下载网
3.1.4轴头硬度应达到HB170~240。3.2加工质量
3.2.1辑面外径极限偏差为±3mm,粗糙度Ra为1.6um。3.2.2辑面圆柱度和辑面对两端轴承公共轴线的径向圆跳动公差为9级。注:辑径大于500mm的圆柱度公差值见附录A(补充件)。3.2.3主要零件表面粗糙度和公差配合应符合表1的规定。3.3辊子动平衡应符合GB5\99的规定,静平衡应符合表2的规定。3.4辊面包胶质量
3.4.1包胶层质量及硬度公素应符合GB9897的规定。3.4.2包胶层缺陷允许修补,修补后不应超过下列规定:中华人民共和国轻工业部1991-—12—31批准1992—08—01实施
QB/T1422.3-91
a:在每平方米辊面上,面积0.5~2mm内的杂质或砂眼不得超过2处:b.包胶层不允许有气泡、机械损伤、脱层或裂口现象。表1
轴与阀头配合
头与辑体配合
轴与辑体配合
与轴承退卸套配合的两端轴径
与联轴器配合的轴颈
红套装配
伏辑、压榨辊、托辑、光压辑
预压辊、毯压辑
表面粗糙度Ra
不平衡量在辑面上不超过自重的数值0.0005m
注:0.0005m值是指在辊面上允许的剩余不平衡量,m为辑子质量。4试验方法与检验规则
辊体浇铸时每炉铁水应按GB9439的规定进行拉伸试验。4.1
4.2辊面粗糙度可用样块比较或轮廓仪检验,胶辊辊面粗糙度可采用触感、目测法检验。见附录B(参考件)。
4.3辊面圆柱度允许在不同截面上以直径法测量。当辊面宽度小于3m时,按等距离分布测量截面不少于8个。大于或等于3m时,按等距离分布测量截面不少于5个。4.4辊面圆跳动在机床上用百分表检测。4.5校静平衡在导轨式平衡装置上进行,动平衡在专用设备上进行。4.6辑面包胶硬度按GB9894规定的方法检测。4.7每个产品均应按本标准规定的全部项目经质量检验部门检验合格后方可出厂。5标志、包装、运输、贮存
5.1每个产品单独出厂时应在操作侧端面上固定铭牌,铭牌型式及尺寸应符合JB8的规定,铭牌上应标明下列内容:
a.产品名称
b.直径x面宽:
d。制造日期,
-36—
e·出厂编号:
f。制造广名称。
QB/T1422.3—97
5.2产品外露加工表面应涂防链油脂,胶面涂滑石粉,并用防潮纸包衰。产品应牢固地固定在木箱内,包装箱内应衬防潮纸或油毡纸,吊装及收发货标志应符合GB6388和GB191的规定。
5.3产品单独出厂时包装箱内驻装人产品合格证明书和装箱单。5.4
运输及贮存应注意防雨,防潮、防化学药品侵蚀。产品自发货之日起,每存改6个月应开箱检查一次,必要时应进行涂油防锈处理。5.5
QB/T1422.3—91
附录A
尺寸大于500mm的圆柱度公差值
(补充件)
辊径大于500mm的圆柱度公差值见表A1表A1
主参数d
>500~630
>630~800
>800-1000
主参数d见图A1。
附录B
胶辊辊面处理与试验方法
(参考件)
胶辑辑面可采用下列方法加工处理。辊面粗糙度Ra
抛光精磨
标准磨光
QB/T1422.3-91
B2胶辊面粗糙度可按下列方法确定:·抛光精磨表面应光滑,肉眼不可见研磨痕迹,触摸时无感觉b.细磨表面,可见轻微磨症,触摸时无明显感觉;c标准磨光面,可见较明显磨痕,触摸模时有轻微感觉。附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标谨化中心归口。本标准由山东省第二轻工业机械厂、辽阳造纸机械厂起草。本标准主要起草人:杨德贵、刘传家、瀚丽莉。39
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。