标准分类号
中标分类号:船舶>>船舶综合>>U06船舶工艺
出版信息
页数:4页
标准价格:8.0 元
出版日期:1982-03-04
相关单位信息
标准简介
CB*/Z 54-1981 电解镀锌 CB*/Z54-1981
标准内容
全国船舶标准化技术委员会指导性技术文件电解镀
本文件适用于钢、
铜和铜合金零件表面的镀锌。
镀前处理
CB*/Z54-81
组别:84
代替CZ54—62
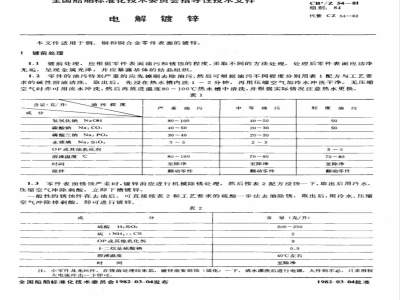
1.1镀前处理,应根据零件表面油污和锈蚀的程度,采取不同的方法处理。处理后零件表面应洁净无垢,呈现金属光泽,并应暴露基体的结晶组织。1.2零件的油污特别严重的应先擦刷去除油污,然后可根据油污不同程度分别用表1配方与工艺要求的碱性溶液清洗,取出后,先浸在热水槽内洗1~2分钟,再用压缩空气加冷水冲洗干净。无压缩空气时亦可用流水冲洗,然后再放进温度80~100℃热水槽中清洗,并根据实际情况注意热水更换。表1
含量(克/升)
油污程度
氰氧化钠NaOH
碳酸钠Na;co;
磷酸三钠Na:PO;
水玻璃Na2SiO;
OP或其他乳化剂
溶液温度℃
80~100
80~100
至除净
翻动零件
至除净
翻动零件
度油污
至除净
翻动零件
零件表面锈蚀严勇时,镀锌前应进行机械除锈处理,然后按表2配方浸蚀一下,取出后用冷水、压缩空气冲除剩酸,立即下槽镀锌。一般性的锈蚀件在去油后,可直接按表2和工艺要求的硫酸一步法去油除锈,取出后,用冷水、压缩空气冲除掉剩酸,即可进行镀锌。成
硫酸H2SO4
硫(NH,)CS
OP或其他乳化剂
十二烷基硫酸钠
溶液温度
量(克/升)
200~250
40℃左右
至除净
注:小零件及光坏件,在镀前处理结束后,镀锌前要弱蚀(活化))一下,清水漂洗后进行电镀。大件则不必,只采用较大电流冲击一下即可。
全国船舶标准化技术委员会1982-03-04发布1982-03-04批准
CB*/Z 5481
滚镀零件前处理应放在滚桶内,在碱酸液中多次滚打至洁净无垢。1.4
2镀锌
氟化铵一氨三乙酸型镀锌按表3。表3
氟化铵
氟化锌
含量(克/升)
氮三乙酸
聚乙二醇
[(CH, CHi)2O],OH
(NH2)2CS
海鸥洗涤剂
酸度(PH)
溶液温度(C)
电流密度(A/dm2)
朗阳极面积比
沉积速度(μm/h)
滚桶转速
碱性锌酸盐滚镀法按表4。
氧化锌ZnO
氢氧化钠NaOH
DE添加剂
乙二胺四乙酸二钠EDTA
香草醛
电流密度(A/dm2)
溶液温度
阴极与阳极而比
挂(吊)镀
220~260
1:0.3~0.4
一用纯锋板(允许用不锈钢、铁板、炭精棒做不溶性阳极)滚
200~220
4~5转/分
含量(克/升)
100~150
10~45C
注:①控制锌和碱的比为11~14,对保证锌阳极的溶解很重要。②锌件在钝化、老化后,要在甩水机内甩择水迹,在100~200C温度干燥箱内烘于并及时取出。镀锌完毕,在清水槽中洗干净,在硝酸液中出光,在钝化液中钝化,在70℃左右热水中老化,最2.3
后用压缩空气吹干。
出光液成分:
硝酸HNO3
3%左右
CB*/Z54-81
2.5钝化根据工艺需要可选下面三种方法中的任何一种进行。2.5.1
白钝钝化液按表5。
铬酐Cro,
碳酸Baco:
度(pH)
彩钝钝化液按表6。
硫酸铝
A2(SO)3-18Hz0
空暴时间wwW.bzxz.Net
三酸钝化溶液按表了。
酐Cro,
空晕时间
镀层厚度的选择
含量(克/升)
不少于15秒
量 (克/升)
10~15秒
10~15秒
250~300
(ml/1)
(ml/1)
5~10秒左右
5~10秒左右
10~35c
零件镀层厚度按图纸和工艺规程的规定,如没有规定,可参考表8。紧
螺距s<1mm
螺距s=~1.5mm
螺距s-1.5~2.5mm
攀距s>2.5mm
其他零件及材料(不包括内径25mm以F的管件)注:①各种工作环境的含义如下:恶劣CB*/Z 54-81
最少镀层厚度
包含淡水和海水然汽的舱外大气,常有凝水内部的空气,相对湿度80~100%,偶有凝水,也可能为烟气所沾污良好相对湿度不超过80~90%,无水。②紧固件的最大镀层厚度应保证其外形尺寸不超过有关公差标准所规定的极限。一般
保暖通风不好的舱室
保暖通风良好的舱室,内部的空气,③镀锋零件用于海水的条件是:零件不好油漆、并且不是经常性受海水的侵蚀作用。4质量检查
4.1零件表面.应有镀层覆盖,不应有黑斑、粗糙等。4.2镀层的结合力好,不允诈有气泡、裂缝、剥落及擦伤等缺陷。4.3小型镀锌零件抽取2%按CB744一78《电镀和化学覆盖层质量检验》进行质量检验,人型及非批量镀锌件(铁基体》镀层厚度用测厚仪测定。5安全注意事项
5.1车间内应有良好的通风设备来排除工作时产生的有害气体。5.2加强“三废”处理、搞好环境保护。5.3化学物品应有贮藏室存放,并有专人保管。5.4操作时应穿戴防护用品,以免灼伤、中毒等事故发生。附加说明:
本标准由造船工艺组提出,由六机部十一所归口本标准江南造船厂负责起草。
本标准主要起草人黄锡龙。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。