基本信息
标准号:
QC/T 29031-1991
中文名称:汽车发动机轴瓦电镀层技术条件
标准类别:汽车行业标准(QC)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:130.93 KB
相关标签:
汽车
发动机
电镀
技术
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QC/T 29031-1991.
1主题内容与适用范围
QC/T 29031规定了汽车发动机轴瓦电镀减摩镀覆层.镍栅层及表面防蚀层的技术要求、检测方法及检验规则。
QC/T 29031适用于气缸直径在200 mm以内的汽车发动机轴瓦。
2引用标准
ZBT12002汽车发动机主轴瓦及连杆瓦技术条件
HB 5049铅锡合金镀层质量检验
GB 2828逐批检查计数抽样程序及抽样表
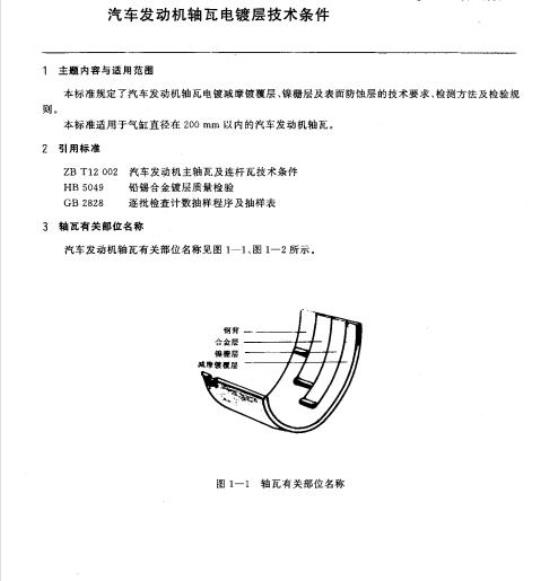
3轴瓦有关部位名称
汽车发动机轴瓦有关部位名称见图1-1.图1-2所示.
4技术要求
4.1 减摩镀覆层
4.1.1化学 成分
a)铅锡合金(Pb- -10 Sn),含锡8%~12% ,铅余量。
b)铅锡铜合金(Pb一10 Sn-2 Cu),含锡8%~12 %,含铜1%~3% ,铅余量。
4.1.2 镀层厚度
减摩镀覆层的厚度应在0.015~0.05mm的范围内。
推荐下列三种电镀层厚度:
a) 0.015~0. 025 mm;
b) 0. 020~0.030 mm;
c) 0. 030~0.050 mm。
4.1.3 电镀前后轴瓦壁厚公差,见表1。
4.1.4 附着强度
减摩镀覆层与镍栅层或合金层间不允许有分离,其附着强度按5.4条中的任一试验方法进行检验。
4.1.5 外观要求
4.1.5.1镀层晶粒应细致、均匀,不允许发黑、脱落,不允许有条纹状、海绵状和树枝状晶粒。
5检测方法
5.1减摩镀覆层厚度测量法.
a)千分表测量法:按ZB T12 002中第2.4条规定进行;
b)显微镜测量法(此法可作仲裁);
c)仪器测量法(气动测壁厚仪、磁性测厚仪或库仑计测量仪等)。
标准内容
中华人民共和国汽车行业标准
汽车发动机轴瓦电镀层技术条件1主题内容与选用范围
p/T 2903:—1991
本标准规定了汽车发动机轴比中镀成单链夏层,像概层改表面断独层的范术费求,检测方总检验见则。
本标准用于气证直称车比的以内兴车没动机拍瓦。2引用标准
7T12002汽车发动机尘轴瓦及迁杆瓦技术条件HR 504S
GB2828
锡食金腔层质协格险
悉抵控查计放推样程序及抽样表3轴死有关部位名称
汽车发动机拍有关部位名称见图1—1、树1—所示。滚生店
成市西层
图1:轴有关部名称
中国汽车工业总公司1991-10-07批准254
199°1715实施
4拔术要求
4.1减摩镀理层
4.1.1化学丧分
QC/T29031-1991
1—指K少格:2-大表面:3一轴试会后厚度: 4一轴座厚;一品学宝:6-减度品:一百:8送层图1—3轴有关的位名称
a)铅锯食金(Pb—10Sn)含词%%~12%余量、6)留能合金(P-11Sn-2Cm),含银8~12%,告编上%~3%.铅余质,4.1.2镜层厚度
就学说层的厚应在9.01~0.05m的回内。推存下列三种心腔层学堂:
al5.015--0.025mm
b) 0.2~.smu:
) 0. 030 ~0. 050 :wm :
4.1.3电旗前后期瓦壁浮公差,见表1表1
>751:u
4.1.4随者强度
前:拆学位:
G-α12
G- 0:2
减率链搅层写锦拥良或合金层可不允许有分离其闲否强度效5,1条牛考任--式验为达进行控验,4-1.5外规要求
4.1.5.,链尝品粒感细发、内,不元许发黑、龄落,不元许书系状、海症状粘树校状品症。4.1.5.2据合金轴5减降数预层去充许有少的分散微池.其直经小于或等于3.025mIm,微池之235
QCT29031—199
问晟期距离不小于5mm,完存在的改池效州表2用5或大境现察)。外
141--16
41.5.3瓦内做光滑,整,个允有均论,排资及压伤,但充许有轻做范出整厚测量头以起的测量痕迹,
4.1.5装面热按店
减学衣面扭带国6m
4.2旗邮层
4.2.1链层厚度
敏层厚座应为 .31~003
4.2.1附弱店
按5.5条的龄方法进行试验时:不允计有度层彩离。4.2.3就要求
镇圾层灿沟等、细致,无载泡,计孔、教较或酒费区等嵌车4.3表函防追层
防非轴瓦在保芭过程中锈蚀(或化,轴瓦表面采用键纯锅、暂锻合金或其它保护方污,4.3.1诚层
房厚此应在9.3010.0umm书国内
4.3.2附差强度
控5.条出的作:“实检古法进行检验,证层不允许有被他,提安和脱路。4.3.3质费求
在正常煤管情况下,轴比自出」之日起12个门内保证不识伸,4.3.4外观要求
4.3.4.1我谈尽起细致、购匀无就活、起离、针孔或链等明显层缺脂,不应出见污点或悦色,2.3.4.2铅链层<1b10Sn)显合4.4.1条规定,镀层细致,匀,不应出现班痕,:4.3.4.3升许小4疫势世层起的披触瓶过和轻微水年:4.4特殊要求
呼殊要求按市关技不文计规定.
5检测方送
5.1减层厚控测量法
::T分表测达:核Z1T12002中蒙2.4条热定进行5)显微镜测过法(此法川作仲效):)议据测法(气实测确享仪,联性测厚仪或库台计测仪等)。5.2换栅尽原度测单法
2)微镜洲垃法(此法叫作件效):h)性法:
阳极落解作法;
)轮廊仪法。
5.3镀原度到量法
)是微筑测求法(此可作仲裁):QL:/T29031—1931
6】[十叫遮范达:效HB5046感定述行)收器烫其法:
使用基本误差不」士1头的避测厚、涡就测单仪,年仑测厚仅测册:1)阳爱搭解年仑法。
5.4减除镀阅是退测量法
5.2.1李的法此法可作中截
光将受平.可弯业炎谢货立站紧,期肉或35情放大说检意断而,设层丝否出现起离这路。
5-4-2期热达
格电镀片的轨比放盘烘内,加热划1一5(保制1.检查帮今金瓶加热市现的池是个符低3.1.条规定。
5.4-3咬书法
5.4.3.1用可口的小万部与轴瓦半然方询站510°的无境在孩率境层上切如2所示的菱影可制线与仍两线之间的高成势6--10mm以痕深成率含金房.装形的锐角在5--60之间。6,4.3.2将·要则到元约究33证的纤维作晚货粘在如图2所求轮瓦图格上克贴长度25mm,然后用一根光辑范硬质国水需行细滚买,除去空气泡这种华带的睡落小的每2mm长度为N.
益恶格子
制2制内试座惊严层与底房的谢若端度试验注
拉查时应效一款乎变·以指印量响试较结。2舒继布胶邓的存湿不得超还40院存明法不衍超过个,5.4.3.3除卖形线上及网格软交叉更点上煤拉的读原外.检查形旦为减度需爱是再存期离与新起。5.5制附若张度测
州聚冷试临始街锦层附学强bzxZ.net
把筛谋避层的系在箱中,到一温文,铜药:
铝苯:11【
保温1心收人温度为室跟射水中能冷,检查锻定出现起池,片达剂离、与言金房分商我效,257
5.6表面师蚀层附强度测法
5.6.1折热站(此咋)
Q心/T29031..1591
把已读码的轴瓦效在洪箱中加热剂10=1C保温1h再放在冷水中骤将,检食铵层尽否出现圾池和附荐性能不良现最。
5. 6.2湾曲法
将迹件来在专用的试验装或自错的不中,弯曲试举随过S义将其返可划始状态,此过程近行二次.检查试样链层有光别离现象
E检验规则
6. 1 离广检验
6.1.1抽样方法
按G2825期定,按供需双友所定的共它书法抽弹,6. 1. 2稳验项日
除按7PT1212中有关要求选行检验外还应对本标非韧定的减率镀履尺的成分、详度.附差强度的有实要求利外观适量进行格将,6.2用式检些
有下列情说之一时,应行型式检验,男换产品型专时:
b)用广战上链质量监督机将据出进行式检验的要求时。6-2-1扯群方法
在同批试题涉生产的轴瓦中任意油最--片轴风或本标推要求进行检验。5.2.2州定规则
检验时不符合本标技术要求,应平新两糖上艺点至检验合格后投产。了标志、包转、运输和贮存
按ZBT12CC2中第条规定
附加悦明:
交标准用中国产车工业总公司提山六标准由武改汽车活安活家环轴万所究所对口。交标准由武汉汽车活基活豪环轴瓦研究所市。心标准主要距苹人徐国荣。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。






