QB/T 5376-2019
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5376-2019.Single-head wrenches (ISO 4229:2017,Assembly tools for screws and nuts- Single-head engineer's wrenches for lower torque applications - Maximum outside dimensions of heads and test torques, MOD).
4.5表面处理
4.5.1单头呆扳手应进行 电镀或其他表面处理。
4.5.2经电镀处理的单头呆扳手,其电镀层厚度不应低于6 pum.
4.6 表面质量
4.6.1经表面处理后的单头呆极手, 其表面应色泽均匀,不应有气孔、漏镀、烧焦、起层等影响保护性能和使用寿命的缺陷。
4.6.2经发黑处理或其他化合物 生成处理的单头呆板手,来表面应 色泽均习,不应有明显的斑点及露底现象,且有一层防锈保护涂层。
4.6.3单头呆扳手不应有裂缝、 毛刺及明显的伤痕、氧化皮等缺陷。柄部2直且不应有影响使用性能的缺陷。
4.6.4 单头呆扳手开口两侧面的表面粗糙库Ra值不应大于12.5 um
5试验方法
5.1 头部尺寸
单头呆扳手的头部外形尺寸用通用显具检验,对边开口的精度用符合GBT 195规定的专用量规或通用量具检验。
5.2 材料
材料验证由供应商提供相关材料的质量保证书,有争议时按相应标准检测
5.3 硬度
硬度试验按GB/T 230.1的规定进行,测试部位如图2所示。
4.5表面处理
4.5.1单头呆扳手应进行 电镀或其他表面处理。
4.5.2经电镀处理的单头呆扳手,其电镀层厚度不应低于6 pum.
4.6 表面质量
4.6.1经表面处理后的单头呆极手, 其表面应色泽均匀,不应有气孔、漏镀、烧焦、起层等影响保护性能和使用寿命的缺陷。
4.6.2经发黑处理或其他化合物 生成处理的单头呆板手,来表面应 色泽均习,不应有明显的斑点及露底现象,且有一层防锈保护涂层。
4.6.3单头呆扳手不应有裂缝、 毛刺及明显的伤痕、氧化皮等缺陷。柄部2直且不应有影响使用性能的缺陷。
4.6.4 单头呆扳手开口两侧面的表面粗糙库Ra值不应大于12.5 um
5试验方法
5.1 头部尺寸
单头呆扳手的头部外形尺寸用通用显具检验,对边开口的精度用符合GBT 195规定的专用量规或通用量具检验。
5.2 材料
材料验证由供应商提供相关材料的质量保证书,有争议时按相应标准检测
5.3 硬度
硬度试验按GB/T 230.1的规定进行,测试部位如图2所示。
标准图片预览
标准内容
ICS25.140.30
分类号:J47
中华人民共和国轻工行业标准
QB/T5376-2019
单头呆扳手
Single-head wrenches
(Iso4229:2017,Assemblytoolsforscrews and nuts-Single-head engineer'swrenches for lower torque applications-Maximum outside dimensions of headsand test torques,MOD)
2019-08-02发布
中华人民共和国工业和信息化部-rrKaeerKca-
2020-01-01实施
本标准按照GB/T1.1—2009给出的规则起草。QB/T5376-2019
本标准使用重新起草法修改采用ISO4229:2017《螺钉和螺母的装配工具低扭矩施加用单头呆扳手头部最大外形尺寸和试验扭矩》。本标准与ISO4229:2017相比,在结构上有较多调整,附录A中列出了本标准与ISO4229:2017相比的的章条编号对照一览表。
本标准与ISO4229:2017相比存在技术性差异,在附录B中给出了相应技术性差异及其原因的一览表。
本标准还做了下列编辑性修改:将标准名称修改为《单头呆扳手》;一表1角注中直接引用了采用ISO标准的我国标准;硬度要求按ISO1711-1的规定,在标准中用表格的形式给出扭矩要求按ISO1711-1的规定,在标准中用表格的形式给出。本标准由中国轻工业联合会提出。本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由江苏舜天国际集团江都工具有限公司、浙江亿洋工具制造有限公司、宁波长城精工实业有限公司负责起草,张家港中天达工具有限公司、文登威力工具集团有限公司、杭州巨星科技股份有限公司、晋亿实业股份有限公司、河北中泊防爆工具集团股份有限公司、招远市宏润机具制造有限公司、上海市工具工业研究所参加起草。本标准主要起草人:翁恒建、杨春炜、陈立海、邹家平、张理、刘仲华、王伟毅、余小敏、杨栋江、董鲲、顾青。
本标准为首次发布。
irKacerKAca-
1范围
单头呆扳手
QB/T5376-2019
本标准规定了开口为3.2mm120mm单头呆扳手的产品分类、要求、试验方法、检验规则、标志、包装、运输与贮存。
本标准适用于扳拧螺栓和螺母或其他紧固件的低扭矩单头呆扳手。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属洛氏硬度试验第1部分试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)(GB/T230.1-2009,ISO6508-1:2005,MOD)GB/T1957光滑极限量规技术条件GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T3104
紧固件六角产品的对边宽度(GB/T3104—1982,ISO272-1982,EQV)GB/T4390
GB/T4393
GB/T4955
公制扳手开口和扳手孔的常用公差(GB/T4390一2008,ISO691:2005,MOD)呆手、梅花扳手、两用扳手技术规范(GB/T4393,ISO1711-1:2007,NEQ)金属覆盖层覆盖层厚度测量阳极溶解库仑法(GB/T4955-2005,ISO2177:2003,2表面粗糙度比较样块磨、车、、铣、插及刨加工表面(GB/T6060.2一2006,ISOGB/T6060.2
2632-1:1985,MOD)
GB/T6462金属和氧化物覆盖层
厚度测量显微镜法(GB/T6462-2005,ISO1463:2003,IDT)3头部型式和产品标记
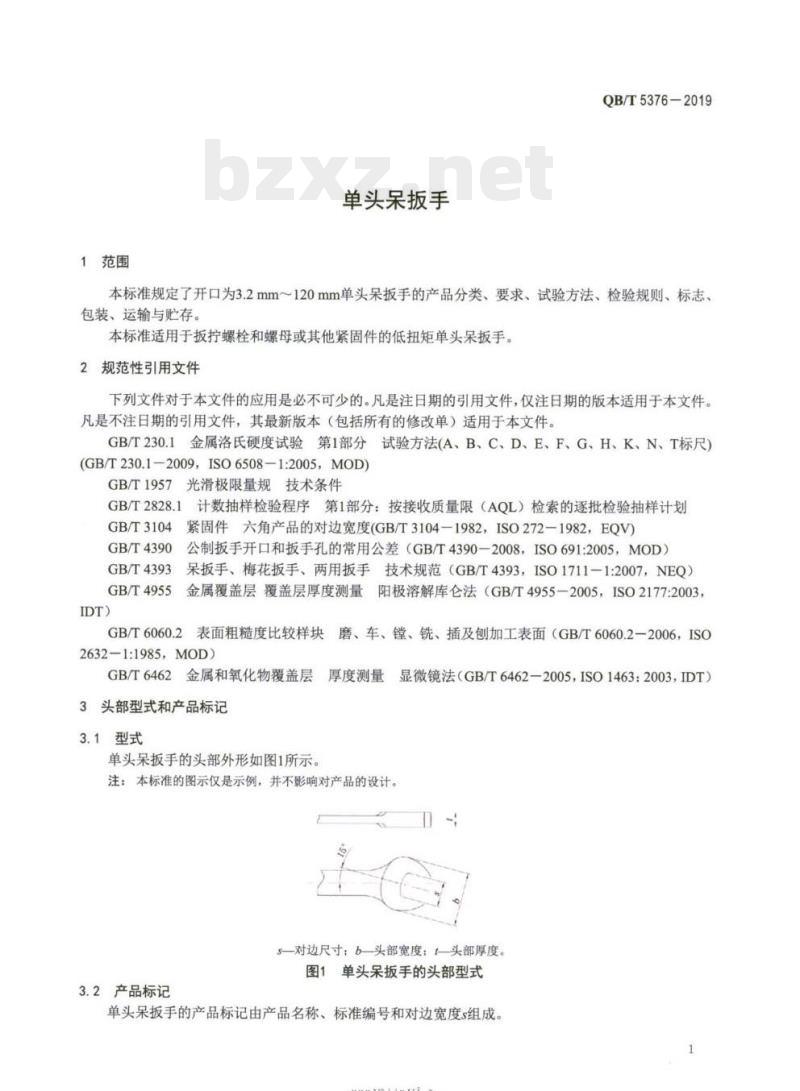
3.1型式
单头呆扳手的头部外形如图1所示。注:本标准的图示仅是示例,并不影响对产品的设计。s一对边尺寸:b—头部宽度:—头部厚度。图1单头呆扳手的头部型式
3.2产品标记
单头呆扳手的产品标记由产品名称、标准编号和对边宽度s组成。1
rKacerkAca-
QB/T5376-2019
单头呆扳手bzxz.net
QB/T5376
对边宽度s,单位为毫米(mm)
标准编号
产品名称
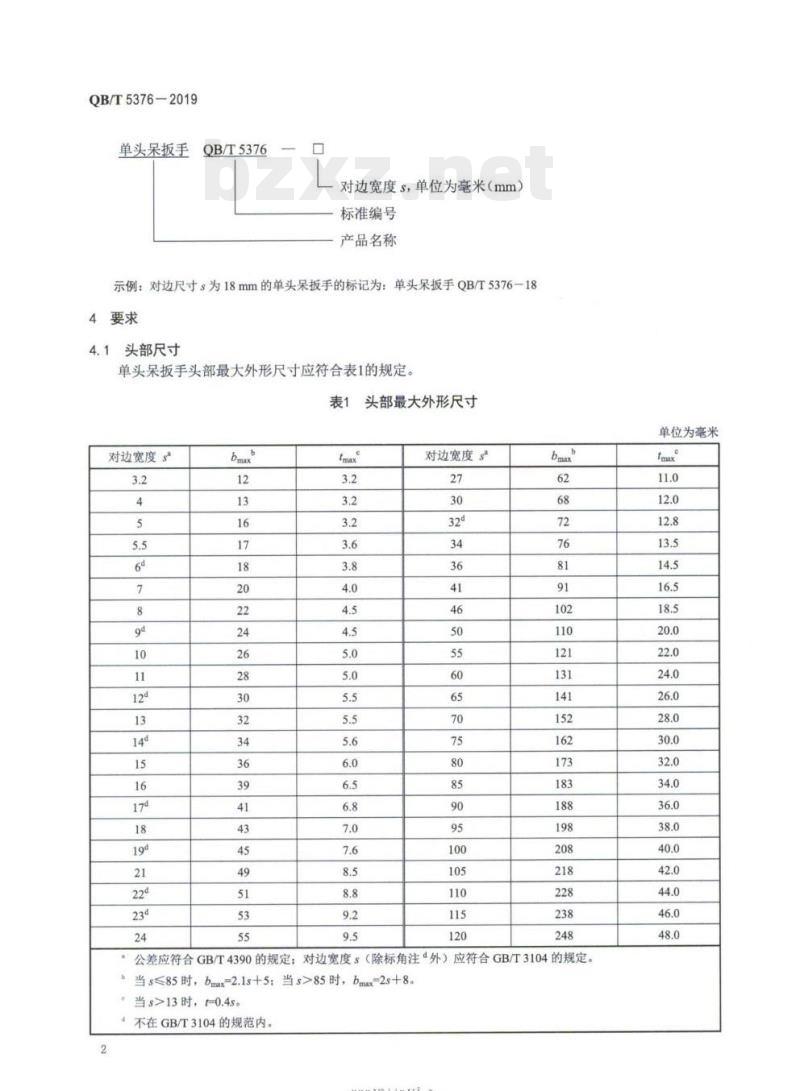
示例:对边尺寸s为18mm的单头呆扳手的标记为:单头呆扳手QB/T5376-184要求
头部尺寸
单头呆扳手头部最大外形尺寸应符合表1的规定。表1
对边宽度s
头部最大外形尺寸
对边宽度
公差应符合GB/T4390的规定;对边宽度s(除标角注外)应符合GB/T3104的规定。当s≤85时,bmmx=2.1s+5:当s>85时,bmx=2s+8当s>13时,t=0.4s。
不在GB/T3104的规范内
iiKaeiKAca-
单位为毫米
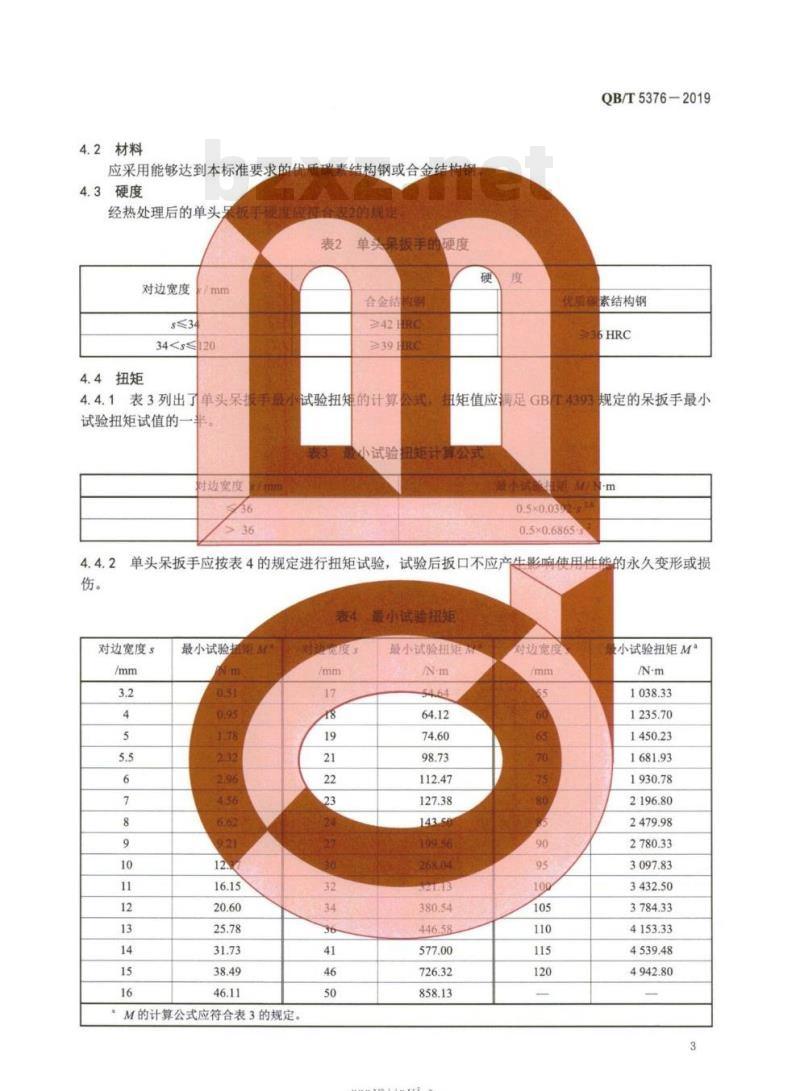
4.2材料
应采用能够达到本标准要求的
4.3硬度
经热处理后的单头呆
装扳手硬!
对边宽度
344.4扭矩
购钢融合
呆扳手的
合金结
≥42HRC
≥39HRC
QB/T5376—2019
素结构钢
优需猫
试验扭短的计算公式,扭矩值应满足GBT43934.4.1表3列出了单头呆技手最小规定的呆扳手最小
试验扭矩试值的
小试验扭矩计算公
对边宽度
0.5x0.0392
0.5x0.6865
单头呆扳手应按表4的规定进行扭矩试验,试验后扳口不应产生影响使用性能的永久变形或损表4最小试验扭矩
对边宽度s
最小试验扭
M的计算公式应符合表3的规定。度
最小试验扭矩
-KacerKAca-
对边宽度
小试验扭矩M
QB/T5376-2019
4.5表面处理
4.5.1单头呆扳手应进行电镀或其4.5.2经电镀处理的单头
4.6表面质量
4.6.1经表面处理后的
性能和使用寿命的缺
4.6.2经发黑处理或其他
面外理
扳手,其电镀层厚度不应低于6um呆报手,其表面应色泽均匀
生成处理的单头果扳手,
底现象,且有一层防锈保护
不应有气孔、漏镀、烧焦、起层等影响保护表面应色泽均与,不应有明显的斑点及露4.6.3单头呆扳手不应有裂缝、毛刺及明显的伤痕、氧化皮等缺陷柄部直且不应有影响使用性能的缺陷。
4.6.4单头呆扳手开口两侧面的表面粗糙度Ra值不应大于12.5μm5试验方法
5.1头部尺寸
单头呆扳手的头部外形尺寸用通用量具验验,对边开口的精度用符合GB/T195规定的专用量规或通用量具检验。
5.2材料
材料验证由供应商提供相关材料的质量保证书,有争议时按相应标准检5.3硬度
硬度试验按GB/T230.1的规定进行,测试部位如图2所示。单位为毫米
图2硬度的测试部位
5.4扭矩
单头呆扳手应按表4的规定进行扭矩试验,扭矩试验方法按GB/4393的定,5.5表面处理
的表面处卖
5.5.1单头呆扳手
用目测检验
5.5.2电镀层厚度检验按照GBT4955或GB/T6462的规定进行5.6表面质量
5.6.1单头呆扳手的表面质量用目测检验。5.6.2单头呆扳手的表面粗糙度用符合GB/T6060.2规定的标准样块进行检验。6检验规则
6.1产品应经检验合格后方可出厂,并附有产品合格证。6.2产品的检验按GB/T2828.1规定的二次抽样方案逐项进行。6.3
样本可由相同规格的单头呆扳手组成,也可由成套产品中不同的规格组成。4
rrKaeerKAca-
QB/T5376-2019
6.4交收检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表5的规定。表5不合格分类、检验项目、接收质量限(AQL)和检验水平序号
不合格分类
检查项目
头部尺寸
表面处理
表面质量
接收质量限(AQL)
6.5对交收检验中发现的不合格品及进行破坏试验后的样本,制造厂应予调换。6.6经检验拒收的产品,可由制造厂重新分类或修整后,再提交验收。7标志、包装、运输与贮存
7.1产品标志
检验水平
在单头呆扳手产品上应有固定明晰的产品标志。标志内容包括产品的规格和制造厂商的名称或商标。
2包装、包装标志、运输与购存
产品的包装、包装标志、运输与贮存按GB/T4393的规定。5
nrKaeerkca-
QB/T5376-2019
附录A
(资料性附录)
本标准与1S04229:2017的章条编号对照情况本标准与ISO4229:2017相比,章条编号发生了变化,具体对照情况见表A.1。表A.1本标准与IS04229:2017的章条编号对照情况本标准章条编号
4.5、4.6
5.5、5.6
KaeerKca-
对应的国际标准章条编号
(资料性附录)
本标准与1S04229:2017技术性差异及其原因表B.1给出了本标准与ISO4229:2017的技术性差异及其原因。表B.1本标准与IS04229:2017技术性差异及其原因本标准的
章条编号
4.5、4.6
5.5、5.6
技术性差异
与ISO4229:2017基本一致,按我国标准要求描述关于规范性引用文件,本标准做了具有技术性差异的调整,以适应我国的技术条件,调整的情况集中反映在第2章“规范性引用文件”中,具体调整如下:
·增加引用了GB/T230.1(见5.3);+增加引用了GB/T1957(见5.1):,增加引用了GB/T2828.1(见6):·用修改采用国际标准的GB/T3104代替ISO4229引用的ISO272(见3.2);
:用修改采用国际标准的GB/T4390代替ISO4229引用的ISO691(见3.2):
:用非等效采用国际标准的GB/T4393代替ISO4229引用的ISO1711-1(见4.2、5.3、7.2);
:增加引用了GB/T4955和GB/T6462(见5.4):增加引用了GB/T6060.2(见5.5)修改了ISO4229:2017中的第6章的表述方式删除了直接引用ISO1711-1,参照引用ISO1711-1对呆扳手硬度的规定,同时参照ISO4229:2017尺寸范围,将表“34增加了材料的要求
与ISO4229:2017一致,增加了表述方式增加了表面处理和表面质量要求增加了头部外形尺寸的试验方法增加了材料检验规定
增加了硬度试验方法
其中扭矩的试验方法与ISO4229:2017一致。修改了表述方式增加了表面处理和表面质量的试验方法增加了检验规则
修改了表述方式
增加了包装、标志、运输与贮存-KaeerKAca-
QB/T5376-2019
适合我国对标准的要求
适合我国技术条件
适合我国技术条件
与ISO4229:2017尺寸范围
致。硬度要求与ISO4229:2017
引用的ISO1711-1一致
适合我国技术条件
适合我国技术条件和表述
适合我国技术条件
适合我国技术条件
适合我国技术条件
与ISO4229:2017基本一致
适合我国技术条件和表述
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:J47
中华人民共和国轻工行业标准
QB/T5376-2019
单头呆扳手
Single-head wrenches
(Iso4229:2017,Assemblytoolsforscrews and nuts-Single-head engineer'swrenches for lower torque applications-Maximum outside dimensions of headsand test torques,MOD)
2019-08-02发布
中华人民共和国工业和信息化部-rrKaeerKca-
2020-01-01实施
本标准按照GB/T1.1—2009给出的规则起草。QB/T5376-2019
本标准使用重新起草法修改采用ISO4229:2017《螺钉和螺母的装配工具低扭矩施加用单头呆扳手头部最大外形尺寸和试验扭矩》。本标准与ISO4229:2017相比,在结构上有较多调整,附录A中列出了本标准与ISO4229:2017相比的的章条编号对照一览表。
本标准与ISO4229:2017相比存在技术性差异,在附录B中给出了相应技术性差异及其原因的一览表。
本标准还做了下列编辑性修改:将标准名称修改为《单头呆扳手》;一表1角注中直接引用了采用ISO标准的我国标准;硬度要求按ISO1711-1的规定,在标准中用表格的形式给出扭矩要求按ISO1711-1的规定,在标准中用表格的形式给出。本标准由中国轻工业联合会提出。本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由江苏舜天国际集团江都工具有限公司、浙江亿洋工具制造有限公司、宁波长城精工实业有限公司负责起草,张家港中天达工具有限公司、文登威力工具集团有限公司、杭州巨星科技股份有限公司、晋亿实业股份有限公司、河北中泊防爆工具集团股份有限公司、招远市宏润机具制造有限公司、上海市工具工业研究所参加起草。本标准主要起草人:翁恒建、杨春炜、陈立海、邹家平、张理、刘仲华、王伟毅、余小敏、杨栋江、董鲲、顾青。
本标准为首次发布。
irKacerKAca-
1范围
单头呆扳手
QB/T5376-2019
本标准规定了开口为3.2mm120mm单头呆扳手的产品分类、要求、试验方法、检验规则、标志、包装、运输与贮存。
本标准适用于扳拧螺栓和螺母或其他紧固件的低扭矩单头呆扳手。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属洛氏硬度试验第1部分试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)(GB/T230.1-2009,ISO6508-1:2005,MOD)GB/T1957光滑极限量规技术条件GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T3104
紧固件六角产品的对边宽度(GB/T3104—1982,ISO272-1982,EQV)GB/T4390
GB/T4393
GB/T4955
公制扳手开口和扳手孔的常用公差(GB/T4390一2008,ISO691:2005,MOD)呆手、梅花扳手、两用扳手技术规范(GB/T4393,ISO1711-1:2007,NEQ)金属覆盖层覆盖层厚度测量阳极溶解库仑法(GB/T4955-2005,ISO2177:2003,2表面粗糙度比较样块磨、车、、铣、插及刨加工表面(GB/T6060.2一2006,ISOGB/T6060.2
2632-1:1985,MOD)
GB/T6462金属和氧化物覆盖层
厚度测量显微镜法(GB/T6462-2005,ISO1463:2003,IDT)3头部型式和产品标记
3.1型式
单头呆扳手的头部外形如图1所示。注:本标准的图示仅是示例,并不影响对产品的设计。s一对边尺寸:b—头部宽度:—头部厚度。图1单头呆扳手的头部型式
3.2产品标记
单头呆扳手的产品标记由产品名称、标准编号和对边宽度s组成。1
rKacerkAca-
QB/T5376-2019
单头呆扳手bzxz.net
QB/T5376
对边宽度s,单位为毫米(mm)
标准编号
产品名称
示例:对边尺寸s为18mm的单头呆扳手的标记为:单头呆扳手QB/T5376-184要求
头部尺寸
单头呆扳手头部最大外形尺寸应符合表1的规定。表1
对边宽度s
头部最大外形尺寸
对边宽度
公差应符合GB/T4390的规定;对边宽度s(除标角注外)应符合GB/T3104的规定。当s≤85时,bmmx=2.1s+5:当s>85时,bmx=2s+8当s>13时,t=0.4s。
不在GB/T3104的规范内
iiKaeiKAca-
单位为毫米
4.2材料
应采用能够达到本标准要求的
4.3硬度
经热处理后的单头呆
装扳手硬!
对边宽度
34
购钢融合
呆扳手的
合金结
≥42HRC
≥39HRC
QB/T5376—2019
素结构钢
优需猫
试验扭短的计算公式,扭矩值应满足GBT43934.4.1表3列出了单头呆技手最小规定的呆扳手最小
试验扭矩试值的
小试验扭矩计算公
对边宽度
0.5x0.0392
0.5x0.6865
单头呆扳手应按表4的规定进行扭矩试验,试验后扳口不应产生影响使用性能的永久变形或损表4最小试验扭矩
对边宽度s
最小试验扭
M的计算公式应符合表3的规定。度
最小试验扭矩
-KacerKAca-
对边宽度
小试验扭矩M
QB/T5376-2019
4.5表面处理
4.5.1单头呆扳手应进行电镀或其4.5.2经电镀处理的单头
4.6表面质量
4.6.1经表面处理后的
性能和使用寿命的缺
4.6.2经发黑处理或其他
面外理
扳手,其电镀层厚度不应低于6um呆报手,其表面应色泽均匀
生成处理的单头果扳手,
底现象,且有一层防锈保护
不应有气孔、漏镀、烧焦、起层等影响保护表面应色泽均与,不应有明显的斑点及露4.6.3单头呆扳手不应有裂缝、毛刺及明显的伤痕、氧化皮等缺陷柄部直且不应有影响使用性能的缺陷。
4.6.4单头呆扳手开口两侧面的表面粗糙度Ra值不应大于12.5μm5试验方法
5.1头部尺寸
单头呆扳手的头部外形尺寸用通用量具验验,对边开口的精度用符合GB/T195规定的专用量规或通用量具检验。
5.2材料
材料验证由供应商提供相关材料的质量保证书,有争议时按相应标准检5.3硬度
硬度试验按GB/T230.1的规定进行,测试部位如图2所示。单位为毫米
图2硬度的测试部位
5.4扭矩
单头呆扳手应按表4的规定进行扭矩试验,扭矩试验方法按GB/4393的定,5.5表面处理
的表面处卖
5.5.1单头呆扳手
用目测检验
5.5.2电镀层厚度检验按照GBT4955或GB/T6462的规定进行5.6表面质量
5.6.1单头呆扳手的表面质量用目测检验。5.6.2单头呆扳手的表面粗糙度用符合GB/T6060.2规定的标准样块进行检验。6检验规则
6.1产品应经检验合格后方可出厂,并附有产品合格证。6.2产品的检验按GB/T2828.1规定的二次抽样方案逐项进行。6.3
样本可由相同规格的单头呆扳手组成,也可由成套产品中不同的规格组成。4
rrKaeerKAca-
QB/T5376-2019
6.4交收检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表5的规定。表5不合格分类、检验项目、接收质量限(AQL)和检验水平序号
不合格分类
检查项目
头部尺寸
表面处理
表面质量
接收质量限(AQL)
6.5对交收检验中发现的不合格品及进行破坏试验后的样本,制造厂应予调换。6.6经检验拒收的产品,可由制造厂重新分类或修整后,再提交验收。7标志、包装、运输与贮存
7.1产品标志
检验水平
在单头呆扳手产品上应有固定明晰的产品标志。标志内容包括产品的规格和制造厂商的名称或商标。
2包装、包装标志、运输与购存
产品的包装、包装标志、运输与贮存按GB/T4393的规定。5
nrKaeerkca-
QB/T5376-2019
附录A
(资料性附录)
本标准与1S04229:2017的章条编号对照情况本标准与ISO4229:2017相比,章条编号发生了变化,具体对照情况见表A.1。表A.1本标准与IS04229:2017的章条编号对照情况本标准章条编号
4.5、4.6
5.5、5.6
KaeerKca-
对应的国际标准章条编号
(资料性附录)
本标准与1S04229:2017技术性差异及其原因表B.1给出了本标准与ISO4229:2017的技术性差异及其原因。表B.1本标准与IS04229:2017技术性差异及其原因本标准的
章条编号
4.5、4.6
5.5、5.6
技术性差异
与ISO4229:2017基本一致,按我国标准要求描述关于规范性引用文件,本标准做了具有技术性差异的调整,以适应我国的技术条件,调整的情况集中反映在第2章“规范性引用文件”中,具体调整如下:
·增加引用了GB/T230.1(见5.3);+增加引用了GB/T1957(见5.1):,增加引用了GB/T2828.1(见6):·用修改采用国际标准的GB/T3104代替ISO4229引用的ISO272(见3.2);
:用修改采用国际标准的GB/T4390代替ISO4229引用的ISO691(见3.2):
:用非等效采用国际标准的GB/T4393代替ISO4229引用的ISO1711-1(见4.2、5.3、7.2);
:增加引用了GB/T4955和GB/T6462(见5.4):增加引用了GB/T6060.2(见5.5)修改了ISO4229:2017中的第6章的表述方式删除了直接引用ISO1711-1,参照引用ISO1711-1对呆扳手硬度的规定,同时参照ISO4229:2017尺寸范围,将表“34
与ISO4229:2017一致,增加了表述方式增加了表面处理和表面质量要求增加了头部外形尺寸的试验方法增加了材料检验规定
增加了硬度试验方法
其中扭矩的试验方法与ISO4229:2017一致。修改了表述方式增加了表面处理和表面质量的试验方法增加了检验规则
修改了表述方式
增加了包装、标志、运输与贮存-KaeerKAca-
QB/T5376-2019
适合我国对标准的要求
适合我国技术条件
适合我国技术条件
与ISO4229:2017尺寸范围
致。硬度要求与ISO4229:2017
引用的ISO1711-1一致
适合我国技术条件
适合我国技术条件和表述
适合我国技术条件
适合我国技术条件
适合我国技术条件
与ISO4229:2017基本一致
适合我国技术条件和表述
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。