QB/T 5383-2019
基本信息
标准号: QB/T 5383-2019
中文名称:造纸机械白液压力盘式过滤机
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:3214491
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5383-2019.Paper machinery- White liquor pressure disc filter.
QB/T 5383规定了造纸机械白液压力盘式过滤机(以下简称“过滤机”)的术语和定义、参数、要求,试验方法、检验规则、标志、包装、运输、贮存。
QB/T 5383适用于制浆造纸行业碱回收苛化工段过滤白液的过滤机。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注8期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GBT 150 (所有部分)压力容器
GB/T 191包装 储运图示标志
GB/T 699优质 碳素结构钢
GB/T 700碳素结构钢
GB/T1413系列1集装箱 分类、 尺寸和额定质量
GB/T 1958产品几何技术规范 (GPS)几何公差检测与验证
GB5226.1机械电气安全 机械电气设备 第1部分: 通用技术条件
GB/T 10894分离机械噪声测试方法
GB/T 13306标牌
GB/T 14253轻 工机械通用技术条件
GB/T24511承压设 备用不锈钢和耐热钢钢板和钢带
NB/T 47010- 2017承压设备用不锈钢和耐热钢锻件
NBT 47013.2- 2015承压设备无损检测第2部分: 射线检测
NB/T 47013.5- -2015承压设备无损检测 第5部分: 渗透检测
JB/T4711压力容 器涂覆与运输包装
3术语和定义
下列术语和定义适用于本文件。
3.1圆盘轴disc shaft用于固定扇形滤板,并汇集扇形滤板中的滤液,且能绕自身轴线旋转的轴。
3.2简体shell储存需要过滤白液的卧式容器。
QB/T 5383规定了造纸机械白液压力盘式过滤机(以下简称“过滤机”)的术语和定义、参数、要求,试验方法、检验规则、标志、包装、运输、贮存。
QB/T 5383适用于制浆造纸行业碱回收苛化工段过滤白液的过滤机。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注8期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GBT 150 (所有部分)压力容器
GB/T 191包装 储运图示标志
GB/T 699优质 碳素结构钢
GB/T 700碳素结构钢
GB/T1413系列1集装箱 分类、 尺寸和额定质量
GB/T 1958产品几何技术规范 (GPS)几何公差检测与验证
GB5226.1机械电气安全 机械电气设备 第1部分: 通用技术条件
GB/T 10894分离机械噪声测试方法
GB/T 13306标牌
GB/T 14253轻 工机械通用技术条件
GB/T24511承压设 备用不锈钢和耐热钢钢板和钢带
NB/T 47010- 2017承压设备用不锈钢和耐热钢锻件
NBT 47013.2- 2015承压设备无损检测第2部分: 射线检测
NB/T 47013.5- -2015承压设备无损检测 第5部分: 渗透检测
JB/T4711压力容 器涂覆与运输包装
3术语和定义
下列术语和定义适用于本文件。
3.1圆盘轴disc shaft用于固定扇形滤板,并汇集扇形滤板中的滤液,且能绕自身轴线旋转的轴。
3.2简体shell储存需要过滤白液的卧式容器。
标准图片预览

标准内容
ICS25.020
分类号:Y91
中华人民共和国轻工行业标准
QB/T5383-2019
造纸机械
白液压力盘式过滤机
Paper machinery White liquor pressure disc filter2019-08-02发布
中华人民共和国工业和信息化部发布
2020-01-01实施
本标准按照GB/T1.1-2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国轻工机械标准化技术委员会(SAC/TC101)归口。QB/T5383-2019
本标准起草单位:汶瑞机械(山东)有限公司、轻工业杭州机电设计研究院有限公司。本标准主要起草人:李建波、张善锋、张文娟、江波、严晓云、徐国华、陈华。本标准为首次发布。
1范围
成自液压力盘式过滤机
造纸机械
QB/T5383—2019
本标准规定了造纸机械白液压力盘式过滤机(以下简称“过滤机”)的术语和定义、参数、要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于制浆造纸行业碱回收苛化工段过滤白液的过滤机。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T150(所有部分)
压力容器
包装储运图示标志
GB/T191
GB/T699
GB/T700
GB/T1413
GB/T1958
优质碳素结构钢
碳素结构钢
系列1集装箱分类、尺寸和额定质量产品几何技术规范(GPS)几何公差检测与验证机械电气安全机械电气设备第1部分:通用技术条件GB/T10894
GB/T13306
GB/T14253
GB/T24511
分离机械噪声测试方法
轻工机械通用技术条件
承压设备用不锈钢和耐热钢钢板和钢带NB/T47010一2017承压设备用不锈钢和耐热钢锻件NB/T47013.2-2015承压设备无损检测第2部分:射线检测NB/T47013.5-2015承压设备无损检测JB/T4711压力容器涂覆与运输包装3术语和定义
下列术语和定义适用于本文件。3.1
diseshaft
圆盘轴
第5部分:渗透检测
用于固定扇形滤板,并汇集扇形滤板中的滤液,且能绕自身轴线旋转的轴。3.2
筒体shell
储存需要过滤白液的卧式容器。3.3
分配阀
distributionvalve
与旋转的圆盘轴接触密封,隔断圆盘轴内腔室与筒体腔室的相通,并汇集滤液的构件。4参数
4.1基本参数
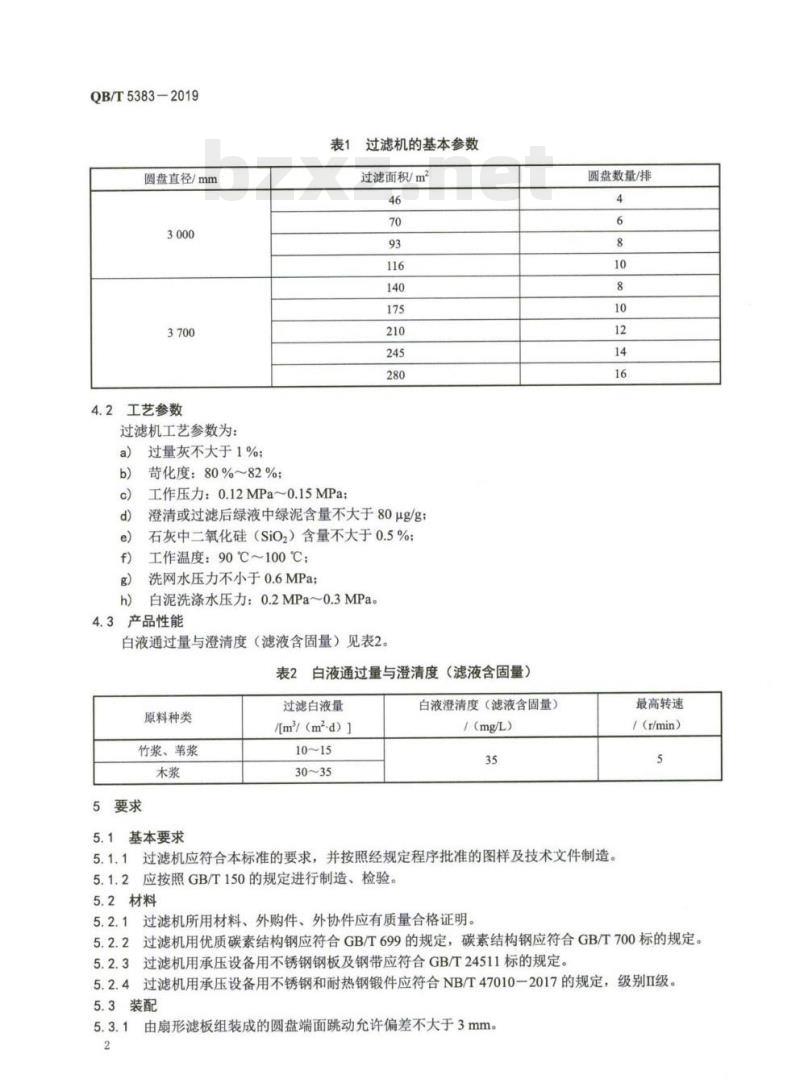
过滤机的基本参数应符合表1的规定。1
QB/T5383-2019
圆盘直径/mm
2工艺参数
过滤机工艺参数为:bzxz.net
过量灰不大于1%:
苛化度:80%~82%;
工作压力:0.12MPa~0.15MPa;
过滤机的基本参数
过滤面积/m2
澄清或过滤后绿液中绿泥含量不大于80μg/g:石灰中二氧化硅(SiO2)含量不大于0.5%:工作温度:90℃~100℃;
洗网水压力不小于0.6MPa;
白泥洗涤水压力:0.2MPa~0.3MPa。产品性能
白液通过量与澄清度(滤液含固量)见表2。表2
白液通过量与澄清度(滤液含固量)原料种类
竹浆、苇浆
5要求
过滤白液量
/[m/(m2-d)]
白液澄清度(滤液含固量)
/(mg/L)
圆盘数量/排
最高转速
/(r/min)
5.1基本要求
5.1.1过滤机应符合本标准的要求,并按照经规定程序批准的图样及技术文件制造。5.1.2应按照GB/T150的规定进行制造、检验。5.2材料
过滤机所用材料、外购件、外协件应有质量合格证明。5.2.1
过滤机用优质碳素结构钢应符合GB/T699的规定,碳素结构钢应符合GB/T700标的规定。5.2.2
5.2.3过滤机用承压设备用不锈钢钢板及钢带应符合GB/T24511标的规定。5.2.4过滤机用承压设备用不锈钢和耐热钢锻件应符合NB/T47010一2017的规定,级别I级
5.3装配
由扇形滤板组装成的圆盘端面跳动允许偏差不大于3mm。5.3.1
5.3.2中心轴两轴承中心跳动允许偏差不大于0.15mm。5.3.3分配阀内、外密封环与主车5.3.4刮刀刃与圆盘端面
5.3.5刮刀的后角(刀
5.4筒体焊缝
环之间均匀接触
现偏磨。
安装网袋后)间距应为15mm~16mm与扇形滤板表面的夹角)大于11°5.4.1简体A、B类焊接接
5.4.2简体C、D类焊接择
5.5水压试验
简体应进行水压试验,
无损检测应符合NB/T4703.2-2015中级别Ⅲ级损检测应符合NB/T47015-2015标中级别I级应有可见变形
不应出现渗漏,
5.6密封
圆盘轴各滤液流道不应串气,隔板焊缝不应渗源5.7电气安全
5.7.1电路导线和保护接地之间的耐压应符合GB5226.1的规定。5.7.2动力电源的绝缘电阻应符会5.7.3保护联结电路的连续性应箱5.8空运转
GB5226.1的规定
GB5226.1的规定
5.8.1各运动部件运转应灵活、可靠,各零件间连接无松动、脱落或碰擦卡
5.8.2最高工作温度不高于70℃,轴承温升不高于35K。5.8.3过滤机运转平稳,噪声(声压级)不大于85dB(A)。5.8.4各润滑部位润滑良好,各密封处无泄漏。5.9外观质量
5.9.1过滤机外观质量要求应符合GB14253的规定。5.9.2过滤机涂敷应符合JB/T4711的规定:碳钢涂的防腐涂料应均和剥落等缺陷。
膜破坏表面应做酸洗、钝化处理。5.9.3不锈钢筒体氧化
5.10负荷运转
QB/T5383—2019
牢周固,不应有气泡、流挂
5.10.1过滤机空运转试验合格后,应在满足本产品工艺参数的条件下进行负荷运转
不少于8h,负荷运转试验允许在用户单位进行。5.10.2产品性能参数,应达到表2的要求。6试验方法
6.1装配试验
6.1.1各零部件的组装检验,
按QB/T1588:
连续运转时间
6.1.2尺寸及允许偏差使用标准工具和量具测量,几何公差的检测按GB/T1958的规定进行。6.2无损检测
6.2.1简体A、B类焊接接头中,选取每段焊线探伤。
6.2.2简体所有C、D类焊接接头采用渗透检测6.3水压试验
变的20%(且每段焊缝长度不小于250mm)进行射6.3.1水压试验液体一般采用水,对奥氏体不锈钢容器,应控制水的氯离子含量不超过25mg/L。6.3.2水压试验程序及步骤:
a)筒体内的气体应当排净并充满液体;3
QB/T5383—2019
缓慢升压至设计压力,确认筒体有无泄漏,若无泄漏,继续升压至GB/T150.4规定的试验压力,保压时间一般不少于05h:
然后降至设计压力,
密封试验完毕后,
6.3.3水压试验过程中
6.4密封试验
保持压力2h,记录水压数据:
将水排尽并用压缩空气吹拍内部,并检查是否吹检查筒体有无渗漏,有无可见变形。圆盘轴各滤液流道焊缝煤油渗漏试验,将焊接接头能够检查的一面调理干净后,在焊接接头另
一面涂以煤
6.5电气安全试验
涂以白粉浆,晾干
使表面得到足够的漫润,
经0.5h后目测观察白粉上是否有油渍。地之间的耐压按GB52261的规定进行。6.5.1电路导线和保护接
直按GB5
5226.1的规定进
6.5.2动力电源的绝缘电阻
续性按GB5226.1的规定进行。
保护联结电路的连
6.6空运转试验
在最高转速下
连续运转2h,
用测温仪测量轴承温升:
进行以下测定:
噪声(声压级)的测定方
GBA10894的规定进
目测各运动部件运转是否平稳,调速是否灵活、可靠,各零件间连接有无松动、脱落或碰擦、卡阻;
目测各润骨点、密封处有无泄漏。6.7外观质量检验
6.7.1过滤机外观质量检验按GB/T14253的规定进行。6.7.2过滤机涂敷按JB/T4711规定进行。及飞漫,有无盗碰、
6.7.3目测不锈钢表面为银白色,是否明亮、清洁,有无焊渣痕。
6.8负荷运转试验
6.8.1过滤白液量的测是
宜根据过滤原料
6.8.2白液澄清度
白液澄清度
液的种
由生产线上配置的仪表采集数
(滤液含固量)的测定
患液含国
取样位置和方法
测量方法
量)的测
定方法如下:
在滤液出口间隔取样3份,每份不少于伤、锤击等印
算出过滤自液量。
定性纸过滤,滤纸连同滤出的固体3份试样混合质取体积为100mL滤液,用快速放入烘箱内,烘
温度随物料不同按有关标准确定,经过称重后再放入烘箱
然后按公
2mg)。
式中:
每隔0.5h取出称质量
计算白液澄清度(滤液全围)
z-m-mz
56烘于,用万分之一级精密天平直至质量值定(两次称质量之差小于(1)
白液澄清度(滤液含固量),单位毫克每升(mg/L)mi
滤纸及固体的质量,单位毫克(mg):过滤前预先烘干的滤纸质量,单位毫克(mg);滤液体积,单位升(L)。
7检验规则
7.1出厂检验
QB/T5383-2019
7.1.1过滤机出厂检验,应按本标准和图样逐台检验,合格后,出具产品出厂合格证明。7.1.2产品检验项目、要求和试验方法对应关系,见表3。表3产品检验项目、要求和试验方法序号
7.2判定规则
检验项目
无损检测
水压试验
电气安全
空运转
外观质量
负荷运转
试验方法
6.8(在用户现场进行)
若产品检验的全部项目合格,则本产品为合格品;如有不合格项,允许返修后再测,经两次返修后仍不合格,则判定该产品为不合格品。8标志、包装、运输、贮存
8.1标牌
过滤机应在明显的位置固定产品标牌,其尺寸应符合GB/T13306的规定,其内容至少应包括:a)
产品名称;
过滤面积(m2);
出厂编号、出厂日期;
制造厂名称。
8.2包装
过滤机的包装应符合JB/T4711标准的要求。产品的包装储运图示标志应符合GB/T191的规定。包装前零部件加工表面应有防锈措施。随机附带下列技术文件:
产品说明书:
产品合格证:
装箱单。
8.3运输
8.3.1过滤机的包装应符合JB/T4711标准的要求。8.3.2过滤机整机或部件运输,均应适合陆路、水路等交通部门的有关文件规定。8.3.3过滤机零部件采用集装箱运输时,应符合GB/T1413的规定。8.4购存
8.4.1产品应贮存在干燥、通风、防雨的场所,并应平稳放置。8.4.2扇形滤板网袋应在常温下单独装箱存放,避免温差过大,防止老化。5
QB/T5383-2019
扇形滤板应单独装箱存放,避免挤压,以免引起变形。8.4.3
8.4.4产品存放1年内,不应发生锈蚀现象。存放超过1年,应开箱检查,并重新进行防锈处理。to
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y91
中华人民共和国轻工行业标准
QB/T5383-2019
造纸机械
白液压力盘式过滤机
Paper machinery White liquor pressure disc filter2019-08-02发布
中华人民共和国工业和信息化部发布
2020-01-01实施
本标准按照GB/T1.1-2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国轻工机械标准化技术委员会(SAC/TC101)归口。QB/T5383-2019
本标准起草单位:汶瑞机械(山东)有限公司、轻工业杭州机电设计研究院有限公司。本标准主要起草人:李建波、张善锋、张文娟、江波、严晓云、徐国华、陈华。本标准为首次发布。
1范围
成自液压力盘式过滤机
造纸机械
QB/T5383—2019
本标准规定了造纸机械白液压力盘式过滤机(以下简称“过滤机”)的术语和定义、参数、要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于制浆造纸行业碱回收苛化工段过滤白液的过滤机。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T150(所有部分)
压力容器
包装储运图示标志
GB/T191
GB/T699
GB/T700
GB/T1413
GB/T1958
优质碳素结构钢
碳素结构钢
系列1集装箱分类、尺寸和额定质量产品几何技术规范(GPS)几何公差检测与验证机械电气安全机械电气设备第1部分:通用技术条件GB/T10894
GB/T13306
GB/T14253
GB/T24511
分离机械噪声测试方法
轻工机械通用技术条件
承压设备用不锈钢和耐热钢钢板和钢带NB/T47010一2017承压设备用不锈钢和耐热钢锻件NB/T47013.2-2015承压设备无损检测第2部分:射线检测NB/T47013.5-2015承压设备无损检测JB/T4711压力容器涂覆与运输包装3术语和定义
下列术语和定义适用于本文件。3.1
diseshaft
圆盘轴
第5部分:渗透检测
用于固定扇形滤板,并汇集扇形滤板中的滤液,且能绕自身轴线旋转的轴。3.2
筒体shell
储存需要过滤白液的卧式容器。3.3
分配阀
distributionvalve
与旋转的圆盘轴接触密封,隔断圆盘轴内腔室与筒体腔室的相通,并汇集滤液的构件。4参数
4.1基本参数
过滤机的基本参数应符合表1的规定。1
QB/T5383-2019
圆盘直径/mm
2工艺参数
过滤机工艺参数为:bzxz.net
过量灰不大于1%:
苛化度:80%~82%;
工作压力:0.12MPa~0.15MPa;
过滤机的基本参数
过滤面积/m2
澄清或过滤后绿液中绿泥含量不大于80μg/g:石灰中二氧化硅(SiO2)含量不大于0.5%:工作温度:90℃~100℃;
洗网水压力不小于0.6MPa;
白泥洗涤水压力:0.2MPa~0.3MPa。产品性能
白液通过量与澄清度(滤液含固量)见表2。表2
白液通过量与澄清度(滤液含固量)原料种类
竹浆、苇浆
5要求
过滤白液量
/[m/(m2-d)]
白液澄清度(滤液含固量)
/(mg/L)
圆盘数量/排
最高转速
/(r/min)
5.1基本要求
5.1.1过滤机应符合本标准的要求,并按照经规定程序批准的图样及技术文件制造。5.1.2应按照GB/T150的规定进行制造、检验。5.2材料
过滤机所用材料、外购件、外协件应有质量合格证明。5.2.1
过滤机用优质碳素结构钢应符合GB/T699的规定,碳素结构钢应符合GB/T700标的规定。5.2.2
5.2.3过滤机用承压设备用不锈钢钢板及钢带应符合GB/T24511标的规定。5.2.4过滤机用承压设备用不锈钢和耐热钢锻件应符合NB/T47010一2017的规定,级别I级
5.3装配
由扇形滤板组装成的圆盘端面跳动允许偏差不大于3mm。5.3.1
5.3.2中心轴两轴承中心跳动允许偏差不大于0.15mm。5.3.3分配阀内、外密封环与主车5.3.4刮刀刃与圆盘端面
5.3.5刮刀的后角(刀
5.4筒体焊缝
环之间均匀接触
现偏磨。
安装网袋后)间距应为15mm~16mm与扇形滤板表面的夹角)大于11°5.4.1简体A、B类焊接接
5.4.2简体C、D类焊接择
5.5水压试验
简体应进行水压试验,
无损检测应符合NB/T4703.2-2015中级别Ⅲ级损检测应符合NB/T47015-2015标中级别I级应有可见变形
不应出现渗漏,
5.6密封
圆盘轴各滤液流道不应串气,隔板焊缝不应渗源5.7电气安全
5.7.1电路导线和保护接地之间的耐压应符合GB5226.1的规定。5.7.2动力电源的绝缘电阻应符会5.7.3保护联结电路的连续性应箱5.8空运转
GB5226.1的规定
GB5226.1的规定
5.8.1各运动部件运转应灵活、可靠,各零件间连接无松动、脱落或碰擦卡
5.8.2最高工作温度不高于70℃,轴承温升不高于35K。5.8.3过滤机运转平稳,噪声(声压级)不大于85dB(A)。5.8.4各润滑部位润滑良好,各密封处无泄漏。5.9外观质量
5.9.1过滤机外观质量要求应符合GB14253的规定。5.9.2过滤机涂敷应符合JB/T4711的规定:碳钢涂的防腐涂料应均和剥落等缺陷。
膜破坏表面应做酸洗、钝化处理。5.9.3不锈钢筒体氧化
5.10负荷运转
QB/T5383—2019
牢周固,不应有气泡、流挂
5.10.1过滤机空运转试验合格后,应在满足本产品工艺参数的条件下进行负荷运转
不少于8h,负荷运转试验允许在用户单位进行。5.10.2产品性能参数,应达到表2的要求。6试验方法
6.1装配试验
6.1.1各零部件的组装检验,
按QB/T1588:
连续运转时间
6.1.2尺寸及允许偏差使用标准工具和量具测量,几何公差的检测按GB/T1958的规定进行。6.2无损检测
6.2.1简体A、B类焊接接头中,选取每段焊线探伤。
6.2.2简体所有C、D类焊接接头采用渗透检测6.3水压试验
变的20%(且每段焊缝长度不小于250mm)进行射6.3.1水压试验液体一般采用水,对奥氏体不锈钢容器,应控制水的氯离子含量不超过25mg/L。6.3.2水压试验程序及步骤:
a)筒体内的气体应当排净并充满液体;3
QB/T5383—2019
缓慢升压至设计压力,确认筒体有无泄漏,若无泄漏,继续升压至GB/T150.4规定的试验压力,保压时间一般不少于05h:
然后降至设计压力,
密封试验完毕后,
6.3.3水压试验过程中
6.4密封试验
保持压力2h,记录水压数据:
将水排尽并用压缩空气吹拍内部,并检查是否吹检查筒体有无渗漏,有无可见变形。圆盘轴各滤液流道焊缝煤油渗漏试验,将焊接接头能够检查的一面调理干净后,在焊接接头另
一面涂以煤
6.5电气安全试验
涂以白粉浆,晾干
使表面得到足够的漫润,
经0.5h后目测观察白粉上是否有油渍。地之间的耐压按GB52261的规定进行。6.5.1电路导线和保护接
直按GB5
5226.1的规定进
6.5.2动力电源的绝缘电阻
续性按GB5226.1的规定进行。
保护联结电路的连
6.6空运转试验
在最高转速下
连续运转2h,
用测温仪测量轴承温升:
进行以下测定:
噪声(声压级)的测定方
GBA10894的规定进
目测各运动部件运转是否平稳,调速是否灵活、可靠,各零件间连接有无松动、脱落或碰擦、卡阻;
目测各润骨点、密封处有无泄漏。6.7外观质量检验
6.7.1过滤机外观质量检验按GB/T14253的规定进行。6.7.2过滤机涂敷按JB/T4711规定进行。及飞漫,有无盗碰、
6.7.3目测不锈钢表面为银白色,是否明亮、清洁,有无焊渣痕。
6.8负荷运转试验
6.8.1过滤白液量的测是
宜根据过滤原料
6.8.2白液澄清度
白液澄清度
液的种
由生产线上配置的仪表采集数
(滤液含固量)的测定
患液含国
取样位置和方法
测量方法
量)的测
定方法如下:
在滤液出口间隔取样3份,每份不少于伤、锤击等印
算出过滤自液量。
定性纸过滤,滤纸连同滤出的固体3份试样混合质取体积为100mL滤液,用快速放入烘箱内,烘
温度随物料不同按有关标准确定,经过称重后再放入烘箱
然后按公
2mg)。
式中:
每隔0.5h取出称质量
计算白液澄清度(滤液全围)
z-m-mz
56烘于,用万分之一级精密天平直至质量值定(两次称质量之差小于(1)
白液澄清度(滤液含固量),单位毫克每升(mg/L)mi
滤纸及固体的质量,单位毫克(mg):过滤前预先烘干的滤纸质量,单位毫克(mg);滤液体积,单位升(L)。
7检验规则
7.1出厂检验
QB/T5383-2019
7.1.1过滤机出厂检验,应按本标准和图样逐台检验,合格后,出具产品出厂合格证明。7.1.2产品检验项目、要求和试验方法对应关系,见表3。表3产品检验项目、要求和试验方法序号
7.2判定规则
检验项目
无损检测
水压试验
电气安全
空运转
外观质量
负荷运转
试验方法
6.8(在用户现场进行)
若产品检验的全部项目合格,则本产品为合格品;如有不合格项,允许返修后再测,经两次返修后仍不合格,则判定该产品为不合格品。8标志、包装、运输、贮存
8.1标牌
过滤机应在明显的位置固定产品标牌,其尺寸应符合GB/T13306的规定,其内容至少应包括:a)
产品名称;
过滤面积(m2);
出厂编号、出厂日期;
制造厂名称。
8.2包装
过滤机的包装应符合JB/T4711标准的要求。产品的包装储运图示标志应符合GB/T191的规定。包装前零部件加工表面应有防锈措施。随机附带下列技术文件:
产品说明书:
产品合格证:
装箱单。
8.3运输
8.3.1过滤机的包装应符合JB/T4711标准的要求。8.3.2过滤机整机或部件运输,均应适合陆路、水路等交通部门的有关文件规定。8.3.3过滤机零部件采用集装箱运输时,应符合GB/T1413的规定。8.4购存
8.4.1产品应贮存在干燥、通风、防雨的场所,并应平稳放置。8.4.2扇形滤板网袋应在常温下单独装箱存放,避免温差过大,防止老化。5
QB/T5383-2019
扇形滤板应单独装箱存放,避免挤压,以免引起变形。8.4.3
8.4.4产品存放1年内,不应发生锈蚀现象。存放超过1年,应开箱检查,并重新进行防锈处理。to
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。